焊接热过程
- 格式:docx
- 大小:17.21 KB
- 文档页数:2

焊接热过程仿真实验一、实验目的1、通过实验加强对瞬时点热源焊接温度场和焊接热循环的概念、影响因素、解析解和数值解的特点等的感性认识。
2、Matlab,Ansys软件的使用。
二、实验内容1、使用Matlab计算绘制瞬时点热源焊接温度分布曲线。
2、使用Aansys软件对瞬时点热源焊接温度场进行仿真计算,观察温度分布云图,绘制指定点的焊接热循环曲线,对瞬时点热源焊接温度场的影响因素进行定量定性的探讨。
三、实验步骤1、使用Matlab计算绘制瞬时点热源焊接温度分布曲线。
(1)启动Matlab软件;(2)打开新文件(3)编写程序源程序如下:%Instant point heatr= -4:.01:4;Q=3600;lan=0.4;c=0.65;p=7.8;cp=c*p;a=lan/cpfor t=1:1:10temp =2*Q/cp/(4*pi*a*t)^1.5*exp(-r.^2 /4/a/t);plot(r,temp)hold onendylabel('温度(C)')xlabel('距离r (cm)')grid on(4)运行程序(5)记录指定时间的温度,绘制温度分布曲线。
实验结果图如下:2、使用Aansys软件对瞬时点热源焊接温度场进行仿真计算。
ANSYS软件采用有限元方法进行稳态、瞬态热分析,计算各种热载荷引起的温度、热梯度、热流率、热流密度等参数。
这些热载荷包括:对流,辐射,热流率,热流密度(单位面积热流),热生成率(单位体积热流),固定温度的边界条件。
采用ANSYS软件进行热过程分析可以用菜单交互操作和编程两种方式。
由于本次实验仅有两学时,学生又无该软件的使用经验,所以主要以程序调试为主,将重点放在参数影响因素的探讨。
(1)使用文本文件编辑器编写程序(2)以.mac为扩展名存盘(3)运行Ansys软件(4) 设置文件夹到程序所在文件夹(4)运行程序源程序及各步骤所得结果图如下:! 步骤1:项目设置FINISH/CLEAR/FILNAME, Point heating!Give the analysis a title/TITLE,Point Heat! 步骤2:设置单元、材料特性参数/UNITS,SIET,1,SOLID70 !单元类型选择MP,DENS,1,7800 !密度MP,KXX,1,40 !导热系数MP,C,1,650 !比热容!MPTEMP,1,0,227,727,1727,2727!MPDATA,KXX,1,1,83.5,61.5,32.5,42.5,46 !MPDATA,C,1,1,430,540,980,847,400!MPTEMP,1,0,1533,1595,1670!MPDATA,ENTH,1,1,0,7.5E9,9.6E9,1.05E10!步骤3:建模a=0.05 !模型边长an=5 !边长上的单元数b=0.01 !网格密集区边长bn=10 !网格密集区边长上的单元数block,0,b,0,b,0,b !建模block,0,a,0,a,0,avovlap,all/pnum,volu,1!步骤4:网格划分vsel,s,loc,z,0,bvatt,1,,1,0mshkey,1LESIZE,11, , ,bn, , , , ,1 LESIZE,6, , ,bn, , , , ,1LESIZE,7, , ,bn, , , , ,1vmesh,allvsel,invevatt,1,,1,0esize,a/ansmrtsize,6mshape,1,3dmshkey,0vmesh,allvsel,all/VIEW,1,0.5,-1,0.5/TRIAD,OFF !Turn triad symbol off/REPLOT!步骤5:求解/SOLUANTYPE,TRANSIENT,NEWTRNOPT,FULLLUMPM,ONTOFFST,273TUNIF,20 ! 工件初始温度。
焊接热过程与熔池形态
本文将探讨焊接热过程与熔池形态的关系。
焊接热过程是指焊接过程中金属的加热和冷却过程,它对熔池的形态和性质有着重要的影响。
在焊接过程中,焊枪或电极产生的热量使工件加热到熔点以上,金属开始熔化形成熔池。
熔池的形态和性质直接影响焊缝的质量和强度。
熔池形态可以分为三种:球形熔池、扁平熔池和凸形熔池。
球形熔池是指熔池表面呈现出球形的形态,这种熔池容易使焊接出现气孔和夹杂物。
扁平熔池则是熔池表面呈现出扁平的形态,这种熔池容易使焊接出现焊缝凹陷和烧穿。
而凸形熔池则是熔池表面呈现出凸起的形态,这种熔池可以使焊缝填充更加充分,但也容易使焊接出现焊缝凸起和夹渣。
焊接热过程决定了熔池的形态和性质,因此焊接人员必须掌握正确的焊接参数,如焊接电流、电压、焊接速度等,以控制焊接热过程,从而获得理想的熔池形态和性质。
同时,焊接人员还需要掌握正确的焊接技巧,如焊接位置、角度、移动速度等,以确保焊接质量和焊接效率。
总之,焊接热过程和熔池形态是焊接质量的关键因素,必须得到高度重视和有效控制。
- 1 -。
热传递方式及焊接过程热传递方式热传递是指热量从一个物体传递到另一个物体的过程。
常见的热传递方式有三种:传导、对流和辐射。
1.传导:传导是通过物质内部的分子或原子之间的碰撞和传递热能。
当物体的一部分加热时,热量会通过传导方式从热区域传递到冷区域。
导热性能好的物质(如金属)传导热量较快,而导热性能差的物质(如木材)传导热量较慢。
2.对流:对流是通过流体介质的流动来传递热量。
当流体受热时,它会膨胀变轻而上升,冷却后变重而下降形成对流循环。
对流传热可分为自然对流和强制对流,自然对流是由温差引起的流体自发的对流运动,强制对流是通过外部力(如风扇或泵)施加使流体运动。
3.辐射:辐射是指热量通过电磁波的传播而传递。
所有物体在温度不为绝对零度时都会辐射热能。
辐射传热不需要介质,可以在真空中传递。
辐射传热的强度与物体的温度和表面特性有关。
在焊接过程中,热传递方式主要涉及传导和对流:1.传导:焊接过程中,焊枪或焊接电弧加热焊接接头的表面,热量通过传导方式从焊接接头的表面向内部传递。
这导致接头材料局部升温,形成熔化和热影响区。
2.对流:焊接过程中,通常使用辅助气体(如氩气)来保护焊缝和冷却焊接区域。
辅助气体的流动可以帮助散热和保持焊接区域的稳定温度。
对流还可通过焊接过程中的熔融金属的液态流动来传递热量。
在焊接过程中,除了传导和对流,辐射传热也可能存在,特别是在高温焊接过程中。
然而,辐射传热在焊接中的贡献相对较小。
需要注意的是,具体的焊接过程和焊接设备可能会有不同的热传递机制和特性,因此在实际应用中,针对具体情况可能需要进行更详细的热传递分析和计算。
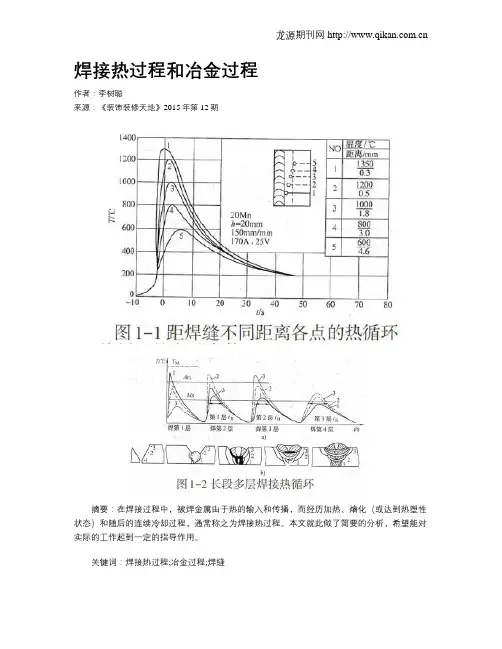
焊接热过程和冶金过程作者:李树聪来源:《装饰装修天地》2015年第12期摘要:在焊接过程中,被焊金属由于热的输入和传播,而经历加热、熔化(或达到热塑性状态)和随后的连续冷却过程,通常称之为焊接热过程。
本文就此做了简要的分析,希望能对实际的工作起到一定的指导作用。
关键词:焊接热过程;冶金过程;焊缝一、焊接热过程1.焊接热过程特点1.1局部集中性:焊件在焊接时不是整体被加热,而热源只是加热直接作用点附近的区域,加热和冷却极不均匀。
1.2焊接热源的运动性:焊接过程中热源相对于焊件是运动的,焊件受热的区域不断变化。
1.3瞬时性:在高度集中热源的作用下,加热速度极快,即在极短的时间内把大量的热能由热源传递给焊件,又由于加热的局部性和热源的移动而使冷却速度也很高。
1.4复合性:焊接热过程涉及到各种传热方式。
2.焊接热源(熔化焊)电弧热、化学热、电阻热、摩擦热、等离子弧、电子束、激光束。
3.焊接热循环在焊接过程中热源沿焊件移动时,焊件上某点的温度随时间由低到高,达到最大值后又由高到低的变化称为该点的焊接热循环。
在焊缝两侧不同距离的点,所经历的热循环是不同的,见图1-1。
<E:\123456\装饰装修天地201512\装饰装修天地2015-12源文件\装饰装修2015-12源文件\源文件\装饰装修15-12-17.tif>图1-1 距焊缝不同距离各点的热循环3.1焊接热循环的主要参数3.1.1 加热速度(vH)。
加热速度受许多因素的影响,如不同的焊接方法、不同的被焊金属、不同厚度及不同的焊接热输入等都会影响加热速度。
3.1.2 加热的最高温度(Tm)。
距焊缝远近不同的各点,加热的最高温度不同,见图1-1。
3.1.3 在相变温度以上的停留时间(tH)。
为便于分析研究,把相变温度以上的停留时间tH又分为加热过程的停留时间t’和冷却过程的停留时间t”,即tH = t’+ t”。
3.1.4 冷却速度(或冷却时间t8/5)。
1 焊接热过程的特点焊接热过程的局部集中性: 焊件在焊接时不是整体被加热,而热源只是加热直接作用点附近的区域,加热的冷却极不均匀;焊接热源的运动性:焊接过程中热源相对于焊件是运动的,焊件受热区域不断变化.当焊接热源接近焊件某一点时,该点温度迅速升高,而当热源逐渐远离时,该点又冷却降温.焊接热过程的瞬时性: 在高度集中热源作用下,加热速度极快,即在极短的时间内把大量的热能由热源传递给焊件,又由于加热的局部性和热源的移动而使冷却速度也很高.焊接热过程的复合性: 焊接熔池中的液态金属处于强烈的运动状态.在熔池内部,传热过程以流体对流为主,而在熔池外部,以固体导热为主,还存在着对流换热以及辐射换热.因此是复合传热.2 焊接热源: 电弧热,化学热,电阻热,摩擦热,等离子焰,电子束,激光束.焊接热效率:焊接电弧热功率有效利用系数,主要取决于焊接方法,焊接工艺参数,焊接材料和保护方式等. 电弧焊接时热量的利用及其损失:损失于周围介质;损失于飞溅;熔滴过渡;焊条金属吸收;基本金属吸收.3 焊件上的热量分布: 热源把热量传给焊件是通过焊件上一定的加热面积进行的.对于焊接电弧来讲,该面积称为加热斑点.设加热斑点的半径为R,它的定义为,电弧传给焊件的热能中有95%落在以R为半径的加热斑点内.加热斑点内的热能分布不均匀,中心多而边缘少.单位时间内通过单位面积提供给焊件的热能称为热流密度,一般近似的用高斯曲线来描述加热斑点上的热流密度分布.4 焊接温度场热传导定律---傅立叶定律(略,公式太难打),指通过物体某一点的热流密度与垂直于该点处等温面的温度梯度成正比.对流换热定律---对流是指流体各个部分之间发生相对位移,冷热流体相互参混引起的热量传递方式.对流仅能发生在流体中,而且必然伴有热传导现象.这种对流与热传导联合起作用的热量传递过程,称为对流换热.焊接过程中空气流过试件表面,冷却水流过焊矩内部,都是对流换热的例子.计算公式:牛顿冷却公式(略).辐射换热定律---斯蒂芬-玻尔兹曼定律.受热物体辐射的热流密度与起表面温度的四次方成比例.5 典型的焊接温度场A 焊接温度场的准稳定状态:正常焊接条件下,焊接热源都是以一定的速度沿接缝移动的,因此,相对温度场也是运动的,有电弧或其他集中热源产生的运动温度场,在加热开始时温度升高的范围会逐渐扩大,而达到一定的极限尺寸后,不再变化,只随热源移动.即热源周围的温度分布变为恒定,将这种状态称为准稳定态. 厚大焊件焊接时的温度场,在移动热源轴线上各点的温度分布,按两种情况讨论:在热源后方各点的温度与焊接速度无关;在热源前方各点,焊接速度越大,热源前方温度的下降就越急剧.在极大的焊接速度下,其热传播几乎全部在横向上.薄板焊接时的温度场,在移动热源轴线上的温度分布并不是对称于热源中心,而是热源前方温度梯度大,而后方温度梯度小,热源后方的温度分布与焊速有关,这一点与厚大件焊接时不同.薄板焊接还考虑表面传热的影响.大功率告诉移动热源的温度场,大功率高速移动热源以高热功率q和高移动速度v为特征,定义单位长度焊缝上输入的热量q/v为热输入,单位是J/m,当热输入保持常数时工艺参数q和v成比例增加.当移动速度极高时,热传播主要在垂直于热源运动方向上进行,在热源运动方向上的传热很小,可以忽略不计.此时厚大焊件或薄板可以划分为大量垂直于热源移动方向的平面薄层,当热源通过这一薄层时,输入的热量仅仅在此薄层扩散.6 影响焊接温度场的主要因素:热源的种类和焊接工艺参数---焊接热源种类不同,焊接时温度场的分布也不同,电子束焊时热能集中,温度场范围也很小,气焊加热面积大,温度场范围也大.相同的焊接热源,当热源功率保持为常数时,随焊接速度的增加,等温线温度场的宽度和长度均变小,而宽度变小较显著,所以等温线形状变的细长.当焊接速度保持不变,随着热功率q的增加,等温线在焊缝横向变宽,在焊缝方向伸长.当q/v保持定值,同比例改变q和v,会使等温线拉长,温度场的范围也拉长.被焊金属的热物理性质---热物理性质显著影响焊接温度场的分布.不锈钢导热慢,铜铝导热快,相同的焊接热源,相同焊件尺寸情况下,温度场的分布情况有很大的差别.焊件的形态---焊件的几何尺寸,板厚和所处状态,对传热过程均有很大的影响,因此也就影响温度场的分布.热源的分类---瞬时集中热源和连续作用热源.7 焊接热循环:在焊接过程中热源沿着焊件移动时,焊件上某点的温度随着时间由低而高,达到最大值后又由高而低的变化称为焊接热循环.它描述焊接热源对被焊金属的热作用的过程,在焊缝两侧不同距离的点,所经历的热循环是不同的.焊接热循环的主要参数:加热速度,加热最高温度,在相变温度以上的停留时间,冷却速度.冷却速度是决定热影响区组织性能最重要的参数之一,是研究焊接热过程的主要内容.应当指出,这里所指的冷却速度是指焊件上某点热循环的冷却过程中某一瞬时温度的冷却速度.近年来,为了便于测量和分析,采用800-500度的冷却时间来代替瞬时冷却速度,因为800-500度是相变的主要温度范围.与一般热处理相比,焊接时加热速度要大的多,而在高温停留的时间又非常短,冷却速度是自然冷却,由于加热的局部性冷却速度较快,不象热处理那样可以任意保温,这就是焊接热循环所具有的主要特征.热输入E=U.I/v.1 金属焊接性定义及其试验方法金属焊接性根据GB/T3375-94《焊接术语》的定义为:金属材料在限定的施工条件下,焊接成按规定设计要求的构件,并满足预期服役要求的能力。
焊接热过程仿真实验报告焊接热过程仿真实验一、实验目的1、通过实验加强对瞬时点热源焊接温度场和焊接热循环的概念、影响因素、解析解和数值解的特点等的感性认识。
2、Matlab,Ansys软件的使用。
二、实验内容1、使用Matlab计算绘制瞬时点热源焊接温度分布曲线。
2、使用Aansys软件对瞬时点热源焊接温度场进行仿真计算,观察温度分布云图,绘制指定点的焊接热循环曲线,对瞬时点热源焊接温度场的影响因素进行定量定性的探讨。
三、实验步骤1、使用Matlab计算绘制瞬时点热源焊接温度分布曲线。
1)启动Matlab软件;2)打开新文件3)编写程序源程序如下:Instant point heatr= -4:.01:4;Q=3600;lan=0.4;c=0.65;p=7.8;cp=c*p;a=lan/cpfor t=1:1:10temp =2*Q/cp/(4*pi*a*t)^1.5*exp(-r.^2 /4/a/t);plot(r,temp)hold onendXXX('温度(C)')xlabel('间隔r (cm)')grid on4)运行程序5)记录指定工夫的温度,绘制温度分布曲线。
尝试成效图如下:2、使用Aansys软件对瞬时点热源焊接温度场进行仿真计算。
ANSYS软件采用有限元方法进行稳态、瞬态热分析,计算各种热载荷引起的温度、热梯度、热流率、热流密度等参数。
这些热载荷包括:对流,辐射,热流率,热流密度(单位面积热流),热生成率(单位体积热流),固定温度的边界条件。
采用ANSYS软件进行热过程分析可以用菜单交互操作和编程两种方式。
由于本次实验仅有两学时,学生又无该软件的使用经验,所以主要以程序调试为主,将重点放在参数影响因素的探讨。
1)使用文本文件编辑器编写程序2)以.mac为扩展名存盘3)运行Ansys软件4)设置文件夹到程序所在文件夹4)运转程序源程序及各步骤所得结果图如下:步骤1:项目设置FINISHCLEARFILNAME。
高温焊接过程的热量传递与温度场分析高温焊接是一种常用的金属加工方法,它能够将金属材料通过高温熔化并连接在一起。
在高温焊接过程中,热量传递和温度场的分布对焊接质量起着至关重要的作用。
本文将对高温焊接过程中的热量传递机制和温度场分析进行探讨。
一、热量传递机制在高温焊接过程中,热量传递主要通过三种方式进行:传导、对流和辐射。
传导是指热量通过物质的直接接触传递。
在焊接过程中,焊接电极产生的热量首先通过接触区域与工件表面接触,然后通过工件内部的传导传递到焊接区域。
传导的热量传递方式取决于材料的导热性能和温度梯度。
对流是指热量通过流体介质的传递。
在高温焊接过程中,焊接电极产生的热量会使空气或其他气体产生对流,热量通过对流传递到焊接区域。
对流的热量传递方式取决于气体的流动性质和温度差。
辐射是指热量通过电磁波的传递。
在高温焊接过程中,焊接电极产生的高温会使金属表面发射热辐射,热辐射通过空气或其他介质传递到焊接区域。
辐射的热量传递方式取决于物体的辐射特性和温度差。
综合考虑传导、对流和辐射三种热量传递方式,可以得到高温焊接过程中的总热量传递方程。
该方程可以用来计算焊接过程中的温度场分布。
二、温度场分析温度场分析是指对焊接过程中的温度分布进行研究和分析。
通过对温度场的分析,可以评估焊接过程中的热应力和变形情况,为焊接参数的优化提供依据。
在温度场分析中,需要考虑的因素包括焊接电流、焊接速度、焊接时间、材料的导热性能等。
这些因素会直接影响焊接过程中的热量传递和温度场分布。
为了进行温度场分析,可以采用数值模拟方法。
数值模拟方法可以通过建立数学模型,利用计算机进行模拟计算,得到焊接过程中的温度场分布。
在数值模拟中,需要考虑的参数包括焊接电流、焊接速度、材料的热物性等。
通过对这些参数的调整和优化,可以得到较为准确的温度场分布结果。
温度场分析的结果可以用来评估焊接过程中的热应力和变形情况。
热应力和变形是焊接过程中常见的问题,它们会对焊接接头的性能和稳定性产生重要影响。
焊接热过程
1、焊接热过程复杂性表现:①焊接热过程的局部性和不均匀性;②焊接热过程的瞬时性;③焊接热源的相对运动。
2、热量来源:电弧热、电阻热、相变潜热、变形热。
电弧热:利用气体介质的放电过程来产生热量,并熔化焊丝和加热工件,焊接的主要热源。
电阻热:焊接电流流过焊丝和工件时,有焊丝和工件本身电阻将电能转化为热能产生的热。
3、散热机构:①环境散热、②飞溅散热
4、热传递方式:热传导、辐射、对流、焓迁移。
5、分析焊接热过程需处理的问题:①热源;②热量传输方式;③传质问题;④相变;⑤位移、⑥力学问题。
6、焊接热源:①按形式:电能、机械能、光辐射能、化学能。
②按种类:电弧焊热源、气焊热源、电阻焊热源、摩擦焊热源、电子束焊热源、激光焊热源、铝热剂焊热源。
7、构件几何尺寸简化:①半无限扩展的立方体、②无限扩展的板、③长度无限扩展的板。
8、焊接热源模型:点热源、线热源、面热源、高斯热源、双椭球热源、广义双椭球热源。
9、焊接温度场:焊接过程中,某一时刻所有空间各点温度的总计或分布。
用等温面(线)表示。
等温面:工件上具有相同温度的所有点的轨迹。
10、焊接热循环:指焊接过程中,工件上的温度随着瞬时热源或移动热源的作用而发生变化,温度随时间由低而高,达到最大值后,又由高而低的变化。
简单说就是工件上某点的温度随时间的变化,它描述了该点在焊接过程中热源对其热作用的过程。
主要参数:①加热速度;②加热最高温度;③在相变以上温度停留时间;④冷却速度。
11、多层焊:长段多层焊(1m以上)、短段多层焊(50~400mm)(适合硬化倾向大和晶粒粗化倾向大的钢材焊接)
12、热效率:熔化极焊接热效率>非熔化极,埋弧焊热效率>明弧焊,潜弧焊接热效率>明弧
13、电极的熔化:是焊接电弧的重要功能之一,对焊接工艺过程、冶金过程、焊接缺欠的产生和焊接生产效率有很大影响。
14、电弧焊时加热和熔化电极的能量:电流流过焊丝的电阻热、电弧传给焊丝端部的热、化学反应热。