1焊接热过程
- 格式:ppt
- 大小:1.04 MB
- 文档页数:28
焊接热过程1、焊接热过程复杂性表现:①焊接热过程的局部性和不均匀性;②焊接热过程的瞬时性;③焊接热源的相对运动。
2、热量来源:电弧热、电阻热、相变潜热、变形热。
电弧热:利用气体介质的放电过程来产生热量,并熔化焊丝和加热工件,焊接的主要热源。
电阻热:焊接电流流过焊丝和工件时,有焊丝和工件本身电阻将电能转化为热能产生的热。
3、散热机构:①环境散热、②飞溅散热4、热传递方式:热传导、辐射、对流、焓迁移。
5、分析焊接热过程需处理的问题:①热源;②热量传输方式;③传质问题;④相变;⑤位移、⑥力学问题。
6、焊接热源:①按形式:电能、机械能、光辐射能、化学能。
②按种类:电弧焊热源、气焊热源、电阻焊热源、摩擦焊热源、电子束焊热源、激光焊热源、铝热剂焊热源。
7、构件几何尺寸简化:①半无限扩展的立方体、②无限扩展的板、③长度无限扩展的板。
8、焊接热源模型:点热源、线热源、面热源、高斯热源、双椭球热源、广义双椭球热源。
9、焊接温度场:焊接过程中,某一时刻所有空间各点温度的总计或分布。
用等温面(线)表示。
等温面:工件上具有相同温度的所有点的轨迹。
10、焊接热循环:指焊接过程中,工件上的温度随着瞬时热源或移动热源的作用而发生变化,温度随时间由低而高,达到最大值后,又由高而低的变化。
简单说就是工件上某点的温度随时间的变化,它描述了该点在焊接过程中热源对其热作用的过程。
主要参数:①加热速度;②加热最高温度;③在相变以上温度停留时间;④冷却速度。
11、多层焊:长段多层焊(1m以上)、短段多层焊(50~400mm)(适合硬化倾向大和晶粒粗化倾向大的钢材焊接)12、热效率:熔化极焊接热效率>非熔化极,埋弧焊热效率>明弧焊,潜弧焊接热效率>明弧13、电极的熔化:是焊接电弧的重要功能之一,对焊接工艺过程、冶金过程、焊接缺欠的产生和焊接生产效率有很大影响。
14、电弧焊时加热和熔化电极的能量:电流流过焊丝的电阻热、电弧传给焊丝端部的热、化学反应热。
焊接热过程与熔池形态
本文将探讨焊接热过程与熔池形态的关系。
焊接热过程是指焊接过程中金属的加热和冷却过程,它对熔池的形态和性质有着重要的影响。
在焊接过程中,焊枪或电极产生的热量使工件加热到熔点以上,金属开始熔化形成熔池。
熔池的形态和性质直接影响焊缝的质量和强度。
熔池形态可以分为三种:球形熔池、扁平熔池和凸形熔池。
球形熔池是指熔池表面呈现出球形的形态,这种熔池容易使焊接出现气孔和夹杂物。
扁平熔池则是熔池表面呈现出扁平的形态,这种熔池容易使焊接出现焊缝凹陷和烧穿。
而凸形熔池则是熔池表面呈现出凸起的形态,这种熔池可以使焊缝填充更加充分,但也容易使焊接出现焊缝凸起和夹渣。
焊接热过程决定了熔池的形态和性质,因此焊接人员必须掌握正确的焊接参数,如焊接电流、电压、焊接速度等,以控制焊接热过程,从而获得理想的熔池形态和性质。
同时,焊接人员还需要掌握正确的焊接技巧,如焊接位置、角度、移动速度等,以确保焊接质量和焊接效率。
总之,焊接热过程和熔池形态是焊接质量的关键因素,必须得到高度重视和有效控制。
- 1 -。
焊接技术的基本原理焊接是一种常见的金属连接方法,广泛应用于制造业、建筑业以及航空航天等领域。
它通过将两个或多个金属材料加热至熔点,使其相互融合,形成一个坚固的连接。
焊接技术的基本原理涉及到热传导、金属熔化和凝固等过程。
1. 热传导焊接过程中,热传导起着至关重要的作用。
焊接电弧或火焰产生的高温会使接头区域的金属材料加热,然后通过热传导向周围的材料传递热量。
这种热传导过程会导致接头区域的金属材料温度升高,最终达到熔点。
2. 金属熔化当金属材料的温度达到熔点时,其固态结构发生变化,从而形成液态金属。
在焊接过程中,焊接材料(焊丝或焊条)通常会被加热至熔点,然后通过熔化的焊接材料填充接头区域,形成焊缝。
焊接材料的选择取决于所需的焊接强度、耐腐蚀性和其他特性。
3. 凝固一旦焊接材料被加热至熔点并填充接头区域,它会开始冷却并凝固。
凝固过程是焊接中非常关键的一步,它决定了焊接接头的质量和强度。
凝固过程中,焊接材料中的金属原子重新排列,形成结晶体,并与周围的金属材料相互连接。
这种结晶体的形成使焊缝具有良好的力学性能和耐腐蚀性。
除了上述基本原理,焊接技术还涉及到其他一些重要的概念和过程。
4. 焊接电弧焊接电弧是一种高温等离子体,由焊接电流在电极和工件之间产生。
通过控制电弧的位置和强度,可以实现对焊接过程的精确控制。
焊接电弧的稳定性对焊接质量和效率至关重要。
5. 焊接材料选择在实际焊接中,选择合适的焊接材料对焊接接头的质量和性能至关重要。
焊接材料的选择取决于所需的焊接强度、耐蚀性、耐高温性以及与被焊接材料的相容性。
常见的焊接材料包括焊丝、焊条和焊粉等。
6. 焊接技术的分类焊接技术可以根据焊接方式的不同进行分类。
常见的焊接技术包括电弧焊、气体焊、激光焊、摩擦焊等。
每种焊接技术都有其特定的应用领域和适用范围。
总之,焊接技术的基本原理涉及到热传导、金属熔化和凝固等过程。
理解这些原理对于掌握焊接技术并实现高质量的焊接非常重要。
焊接热循环概述一、焊接热循环的特点热能传递方式主要有传导、对流、辐射三种。
在利用电弧热进行焊接时,电弧热传递给焊件的方式是传导和辐射。
由于在焊接过程热源在不断的移动,不同的距离、不同的时刻焊件各点的温度都是不同的。
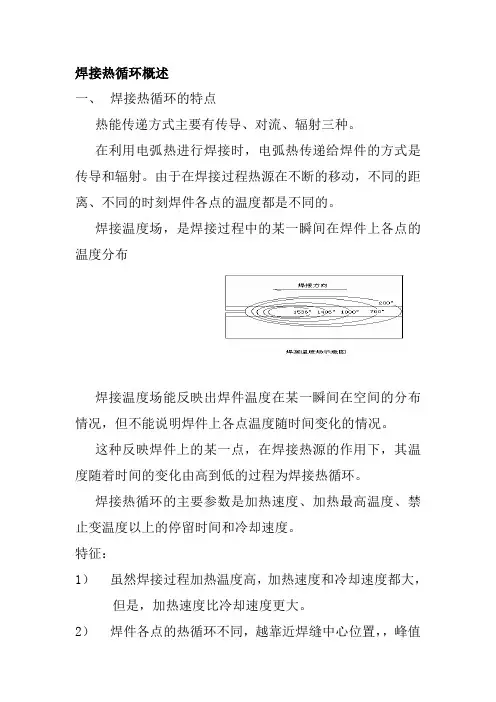
焊接温度场,是焊接过程中的某一瞬间在焊件上各点的温度分布焊接温度场能反映出焊件温度在某一瞬间在空间的分布情况,但不能说明焊件上各点温度随时间变化的情况。
这种反映焊件上的某一点,在焊接热源的作用下,其温度随着时间的变化由高到低的过程为焊接热循环。
焊接热循环的主要参数是加热速度、加热最高温度、禁止变温度以上的停留时间和冷却速度。
特征:1)虽然焊接过程加热温度高,加热速度和冷却速度都大,但是,加热速度比冷却速度更大。
2)焊件各点的热循环不同,越靠近焊缝中心位置,,峰值温度越高,加热温度和冷却温度也越大,反之亦然。
二、影响焊接热循环的温度的因素(1)焊接热输入:是综合焊接电流、电弧电压、焊接速度的参数,当焊接电流或电弧电压越大,而焊接速度不变或减小,则焊接热输入越大;当焊接速度越大,而焊接电流或电弧电压不变或减小,则焊接热输入越小。
由此,焊接热输入越大,在高温停留的时间就越长,焊后冷却速度也就变慢。
焊接热输入变小,在高温停留时间也变短,焊后的冷却速度将变快。
(2)焊接方法:焊接方法不同,加热速度、高温停留时间、焊后冷却速度及焊接热输入都有所不同。
不同焊接方法的热输入焊接方法焊接电流电弧电压焊接速度焊接热输入180 24 0.25 17280 焊条电弧焊(3)焊前预热在焊接热输入相同的情况下,焊前预热可以降低焊后冷却速度。
但是,不会增加在高温停留的时间。
所以焊前预热不会使焊弧组织晶粒粗化加剧,力学性能变差。
相反却可以避免焊缝组织淬硬。
(4)层间温度:层次温度与焊前预热的作用相同。
(5)其他因素:1)焊件厚度增加时,焊件在高温停留的时间减小,冷却速度加快。
2)接头形式的影响:由于接头的散热面的不同,冷却速度各不相同。
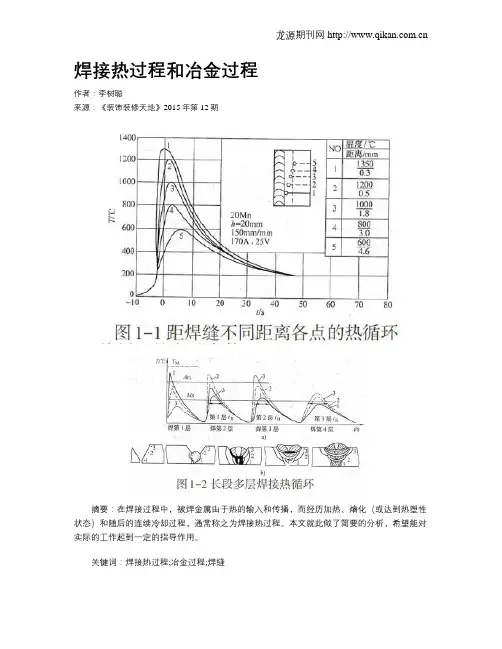
焊接热过程和冶金过程作者:李树聪来源:《装饰装修天地》2015年第12期摘要:在焊接过程中,被焊金属由于热的输入和传播,而经历加热、熔化(或达到热塑性状态)和随后的连续冷却过程,通常称之为焊接热过程。
本文就此做了简要的分析,希望能对实际的工作起到一定的指导作用。
关键词:焊接热过程;冶金过程;焊缝一、焊接热过程1.焊接热过程特点1.1局部集中性:焊件在焊接时不是整体被加热,而热源只是加热直接作用点附近的区域,加热和冷却极不均匀。
1.2焊接热源的运动性:焊接过程中热源相对于焊件是运动的,焊件受热的区域不断变化。
1.3瞬时性:在高度集中热源的作用下,加热速度极快,即在极短的时间内把大量的热能由热源传递给焊件,又由于加热的局部性和热源的移动而使冷却速度也很高。
1.4复合性:焊接热过程涉及到各种传热方式。
2.焊接热源(熔化焊)电弧热、化学热、电阻热、摩擦热、等离子弧、电子束、激光束。
3.焊接热循环在焊接过程中热源沿焊件移动时,焊件上某点的温度随时间由低到高,达到最大值后又由高到低的变化称为该点的焊接热循环。
在焊缝两侧不同距离的点,所经历的热循环是不同的,见图1-1。
<E:\123456\装饰装修天地201512\装饰装修天地2015-12源文件\装饰装修2015-12源文件\源文件\装饰装修15-12-17.tif>图1-1 距焊缝不同距离各点的热循环3.1焊接热循环的主要参数3.1.1 加热速度(vH)。
加热速度受许多因素的影响,如不同的焊接方法、不同的被焊金属、不同厚度及不同的焊接热输入等都会影响加热速度。
3.1.2 加热的最高温度(Tm)。
距焊缝远近不同的各点,加热的最高温度不同,见图1-1。
3.1.3 在相变温度以上的停留时间(tH)。
为便于分析研究,把相变温度以上的停留时间tH又分为加热过程的停留时间t’和冷却过程的停留时间t”,即tH = t’+ t”。
3.1.4 冷却速度(或冷却时间t8/5)。

绪论1、什么是焊接?焊接是指通过加热或加压,或两者并用,并且用或者不用填充材料,使工件达到结合的一种方法。
第一章1、焊接热过程有何特点?焊条电弧焊焊接过程中,电弧热源的能量以什么方式传递给焊件?其一是对焊件的加热是局部的,焊件热源集中作用在焊件的接口部位,整个焊件的加热时不均匀的。
其二是焊接过程是瞬时的,焊接热源始终以一定速度运动。
主要是通过热辐射和热对流。
2、什么叫焊接温度场?温度场如何表示?影响温度场的主要因素有哪些?焊接过程中每一瞬时焊接接头上各点的温度分布状态称为焊接温度场。
可用列表法、公式法或图像法表示。
影响因素:1热源的性质及焊接工艺参数,2被焊金属的热物理性质,3焊件的几何尺寸级状态。
3、焊接热循环的主要参数有哪些?有何特点?有哪些影响因素?焊接热循环的主要参数是加热速度(VH)、最高加热温度Tm、相对温度以上停留时间(tH)及冷却速焊接热循环具有以下特点:1焊接热循环的参数对焊接冶金过程和焊接热影响区的组织性能有强烈的影响,从而影响焊接质量。
2焊件上各点的热循环不同主要取决于各点离焊缝中心的距离,离焊缝中心越近,其加热速度越大,峰值温度越高,冷却速度也越大。
4、焊接冶金有何特点?焊条电弧焊有几个焊接化学冶金反应区?1焊接冶金反应分区域连续进行,2焊接冶金反应具有超高温特征,3冶金反应界面大,4焊接冶金过程时间短,5焊接金属处于不断运动状态。
药皮反应区、熔滴反应区、熔池反应区。
5、焊条电弧焊各冶金反应区的冶金反应有何不同?药皮反应区是整个冶金过程的准备阶段,其产物就是熔滴和熔池反应区的反应物,对冶金过程有一定的影响。
熔滴反应区是冶金反应最剧烈的区域,对焊缝的成分影响最大。
熔池反应区是对焊缝成分起决定性作用的反应区。
6、焊条加热与焊化的热量来自于哪些方面?电阻热过大队焊接质量有何影响?来自于三个方面:焊接电弧传递给焊条的热能;焊接电流通过焊芯时产生的电阻热;化学冶金反应产生的反应热。
1 焊接热过程的特点焊接热过程的局部集中性: 焊件在焊接时不是整体被加热,而热源只是加热直接作用点附近的区域,加热的冷却极不均匀;焊接热源的运动性:焊接过程中热源相对于焊件是运动的,焊件受热区域不断变化.当焊接热源接近焊件某一点时,该点温度迅速升高,而当热源逐渐远离时,该点又冷却降温.焊接热过程的瞬时性: 在高度集中热源作用下,加热速度极快,即在极短的时间内把大量的热能由热源传递给焊件,又由于加热的局部性和热源的移动而使冷却速度也很高.焊接热过程的复合性: 焊接熔池中的液态金属处于强烈的运动状态.在熔池内部,传热过程以流体对流为主,而在熔池外部,以固体导热为主,还存在着对流换热以及辐射换热.因此是复合传热.2 焊接热源: 电弧热,化学热,电阻热,摩擦热,等离子焰,电子束,激光束.焊接热效率:焊接电弧热功率有效利用系数,主要取决于焊接方法,焊接工艺参数,焊接材料和保护方式等. 电弧焊接时热量的利用及其损失:损失于周围介质;损失于飞溅;熔滴过渡;焊条金属吸收;基本金属吸收.3 焊件上的热量分布: 热源把热量传给焊件是通过焊件上一定的加热面积进行的.对于焊接电弧来讲,该面积称为加热斑点.设加热斑点的半径为R,它的定义为,电弧传给焊件的热能中有95%落在以R为半径的加热斑点内.加热斑点内的热能分布不均匀,中心多而边缘少.单位时间内通过单位面积提供给焊件的热能称为热流密度,一般近似的用高斯曲线来描述加热斑点上的热流密度分布.4 焊接温度场热传导定律---傅立叶定律(略,公式太难打),指通过物体某一点的热流密度与垂直于该点处等温面的温度梯度成正比.对流换热定律---对流是指流体各个部分之间发生相对位移,冷热流体相互参混引起的热量传递方式.对流仅能发生在流体中,而且必然伴有热传导现象.这种对流与热传导联合起作用的热量传递过程,称为对流换热.焊接过程中空气流过试件表面,冷却水流过焊矩内部,都是对流换热的例子.计算公式:牛顿冷却公式(略).辐射换热定律---斯蒂芬-玻尔兹曼定律.受热物体辐射的热流密度与起表面温度的四次方成比例.5 典型的焊接温度场A 焊接温度场的准稳定状态:正常焊接条件下,焊接热源都是以一定的速度沿接缝移动的,因此,相对温度场也是运动的,有电弧或其他集中热源产生的运动温度场,在加热开始时温度升高的范围会逐渐扩大,而达到一定的极限尺寸后,不再变化,只随热源移动.即热源周围的温度分布变为恒定,将这种状态称为准稳定态. 厚大焊件焊接时的温度场,在移动热源轴线上各点的温度分布,按两种情况讨论:在热源后方各点的温度与焊接速度无关;在热源前方各点,焊接速度越大,热源前方温度的下降就越急剧.在极大的焊接速度下,其热传播几乎全部在横向上.薄板焊接时的温度场,在移动热源轴线上的温度分布并不是对称于热源中心,而是热源前方温度梯度大,而后方温度梯度小,热源后方的温度分布与焊速有关,这一点与厚大件焊接时不同.薄板焊接还考虑表面传热的影响.大功率告诉移动热源的温度场,大功率高速移动热源以高热功率q和高移动速度v为特征,定义单位长度焊缝上输入的热量q/v为热输入,单位是J/m,当热输入保持常数时工艺参数q和v成比例增加.当移动速度极高时,热传播主要在垂直于热源运动方向上进行,在热源运动方向上的传热很小,可以忽略不计.此时厚大焊件或薄板可以划分为大量垂直于热源移动方向的平面薄层,当热源通过这一薄层时,输入的热量仅仅在此薄层扩散.6 影响焊接温度场的主要因素:热源的种类和焊接工艺参数---焊接热源种类不同,焊接时温度场的分布也不同,电子束焊时热能集中,温度场范围也很小,气焊加热面积大,温度场范围也大.相同的焊接热源,当热源功率保持为常数时,随焊接速度的增加,等温线温度场的宽度和长度均变小,而宽度变小较显著,所以等温线形状变的细长.当焊接速度保持不变,随着热功率q的增加,等温线在焊缝横向变宽,在焊缝方向伸长.当q/v保持定值,同比例改变q和v,会使等温线拉长,温度场的范围也拉长.被焊金属的热物理性质---热物理性质显著影响焊接温度场的分布.不锈钢导热慢,铜铝导热快,相同的焊接热源,相同焊件尺寸情况下,温度场的分布情况有很大的差别.焊件的形态---焊件的几何尺寸,板厚和所处状态,对传热过程均有很大的影响,因此也就影响温度场的分布.热源的分类---瞬时集中热源和连续作用热源.7 焊接热循环:在焊接过程中热源沿着焊件移动时,焊件上某点的温度随着时间由低而高,达到最大值后又由高而低的变化称为焊接热循环.它描述焊接热源对被焊金属的热作用的过程,在焊缝两侧不同距离的点,所经历的热循环是不同的.焊接热循环的主要参数:加热速度,加热最高温度,在相变温度以上的停留时间,冷却速度.冷却速度是决定热影响区组织性能最重要的参数之一,是研究焊接热过程的主要内容.应当指出,这里所指的冷却速度是指焊件上某点热循环的冷却过程中某一瞬时温度的冷却速度.近年来,为了便于测量和分析,采用800-500度的冷却时间来代替瞬时冷却速度,因为800-500度是相变的主要温度范围.与一般热处理相比,焊接时加热速度要大的多,而在高温停留的时间又非常短,冷却速度是自然冷却,由于加热的局部性冷却速度较快,不象热处理那样可以任意保温,这就是焊接热循环所具有的主要特征.热输入E=U.I/v.1 金属焊接性定义及其试验方法金属焊接性根据GB/T3375-94《焊接术语》的定义为:金属材料在限定的施工条件下,焊接成按规定设计要求的构件,并满足预期服役要求的能力。
第一单元焊接热过程模块一焊接热过程及其特点大家好,上节课咱们研究了焊接过程的实质—使两个分开的物体(焊件)达到原子结合;焊接与其他连接方法的区别;焊接方法的分类等。
这节课咱们来研究下焊接热过程及其特点还有焊接热源。
焊接热过程及其特点一、焊接的一般过程(绘制板对接平面图、绘制P5 图1-1)一般焊接部位须经历加热--熔化—冶金反应—凝固结晶—固态相变—形成接头等过程,也可归纳成三个互相交错进行而又彼此联系的过程。
详细讲述焊接热过程、冶金过程、焊接时金属的结晶和相变过程。
焊接热过程在焊接热源作用下金属局部被加热与熔化,同时出现热量的传播和分布的现象,而且这种现象贯穿整个焊接过程的始终,这就是焊接热过程。
二、焊接热过程的特点1)焊接热量集中作用在焊件连接部位,而不是均匀加热整个焊件。
2)热作用的瞬时性,焊接时,热源以一定速度移动,焊件上任一点受热的作用都具瞬时性,即随时间而变。
三、焊接热过程对焊接质量的影响1)焊接热过程决定了焊接熔池的温度和存在时间。
2)在焊接热过程中,由于热传导的作用,近缝区可能产生淬硬、脆化或软化现象。
3)焊接是不均匀加热和冷却的过程。
4)焊接热过程对焊接生产率发生影响。
模块二焊接热源焊接需要外加能量,对于熔焊主要是热能。
现代焊接发展趋势是逐步向高质量、高效率、低劳动强度和低能耗的方向发展。
用于焊接的热量总是希望高度集中,能快速完成焊接过程,并能保证得到热影响区最窄及焊缝致密的接头。
1、常用的焊接热源焊接热源的性质与功率,决定了焊接加热的速度、加热的温度和加热的范围,将直接影响焊接质量和生产率。
因此,不断研制和开辟新的热源,对焊接技术的发展有重要作用。
生产中常用的焊接热源有以下几种:(1)电弧热电弧热利用熔化或不熔化的电极与焊件之间的电弧所产生的热量进行焊接。
电弧是目前应用最广的焊接热源。
(2)化学热化学热利用可燃性气体(如乙炔、液化石油气等)燃烧时放出的热量,或热剂(由一定成分的铝粉或镁粉、氧化铁粉、铁屑或铁合金等按一定比例配制而成)在一定温度下进行反应所产生的热量进行焊接。
焊接过程中的热力学与力学分析在现代制造业中,焊接是一项不可或缺的工艺,它能够将两个或多个金属零件永久性地连接在一起。
然而,焊接过程中的热力学和力学变化对焊接连接的质量和性能起着重要的影响。
本文将从热力学和力学两个方面,探讨焊接过程中的相关分析。
热力学是研究能量转化和传递的科学,而焊接过程中的能量转化主要包括热量的生成和传导。
当焊接电弧或火焰作用于金属表面时,会产生高温。
热量的生成主要取决于焊接材料的特性,比如导热性、电导率和熔点。
在焊接点周围,金属会受到高温的影响,温度上升,形成热影响区。
由于不同材料之间热扩散系数的不同,热影响区的形状和尺寸会发生变化。
焊接过程中的力学变化主要来自于热引起的热应变和残余应力。
当金属被加热到高温时,它会发生热膨胀,即热应变。
热应变会导致材料的尺寸发生变化,特别是在焊接接头和母材之间。
如果材料之间的尺寸不匹配,可能会导致应力集中并引发裂纹。
此外,当焊接过程结束后,材料冷却时会发生残余应力。
残余应力是由于热导致的不均匀冷却而引起的,它可能导致材料的扭曲和变形。
为了减少焊接过程中的负面影响,可以进行一些热力学与力学分析。
首先,对于热力学分析,可以通过计算焊接点周围的热影响区大小来评估焊接过程的影响范围。
这可以提供焊接参数的参考,以达到所需的焊接质量。
其次,力学分析可以通过模拟焊接过程中的温度场和应变场来预测残余应力的大小和分布。
这有助于确定焊接接头和母材之间的尺寸匹配程度,以避免应力集中和裂纹的发生。
此外,热力学与力学分析还可以用于优化焊接工艺。
通过模拟不同焊接参数下的热影响区、残余应力和应变场,可以找到最佳的焊接参数组合。
这可以提高焊接的质量和效率,并减少材料的浪费。
此外,热力学与力学分析还可以用于预测焊接接头的寿命。
通过研究焊接接头中的应力集中和裂纹扩展,可以评估焊接接头的可靠性和使用寿命。
总之,焊接过程中的热力学和力学变化对焊接连接的质量和性能有着重要的影响。
通过热力学与力学分析,可以评估焊接过程的影响范围,预测残余应力和应变场,优化焊接工艺,并预测焊接接头的寿命。