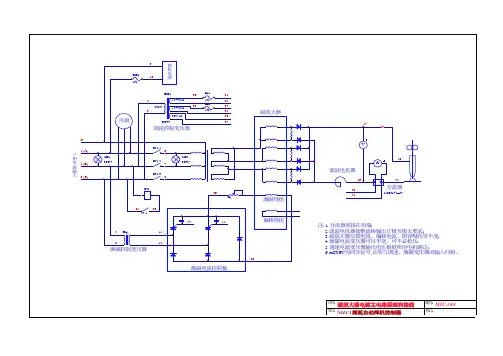
MZC埋弧自动焊机控制器线路图
- 格式:doc
- 大小:74.50 KB
- 文档页数:8
二氧化碳气体保护半自动弧焊机电路图二氧化碳气体保护半自动弧焊机,可以简称为二氧化碳半自动焊机。
它是以二氧化碳作为保护介质的自动送丝,手工移动焊枪的电弧焊机,由于手工焊接的灵活性,这种焊机适应性很强,应用广。
二氧化碳半自动焊机由弧焊电源、控制箱、送丝机、焊枪和气瓶五个部分组成。
用时经常看到求二氧化碳保护焊机电路图的贴子。
原来修过几种,现在把它画出来,共大家维修时参考。
就送丝方式来说,这类焊机可分为两类:推丝式和拉丝式。
推丝式有个独立的送丝机构,焊丝的装容量大,灵活性差,适合于较粗焊丝、大功率的焊机,焊接电流一般在250安以上,拉丝式的拉丝机构与焊枪结合在一起、焊丝的装容量小,方便灵活,适合于细焊丝、小功率的焊机,一般电流在200安以下。
二氧化碳焊机的电源只要求直流、平特性、有一定的电压调节就可以了,所以结构简单,一般电源都和控制电路组装在一个箱子里下面是网上找的,拿来看看。
第十章二氧化碳气体保护焊机工作原理第一节二氧化碳气体保护焊机的特点与一般要求一、二氧化碳气体保护焊机的一般结构图二氧化碳气体保护焊即熔化极惰性气体保护焊,指用金属熔化极作电极,惰性气体(CO2)作焊接方法,简称MIG。
相对于其它弧焊机,MIG焊机添加了送丝结构及相应的送丝控制电路,在焊接过程中实现了半自动化,不但提高了效率,也减少了损耗。
焊接过程中使用廉价的CO2气体作保护,使得起弧容易,焊接成本低而效果好。
而且,送丝速度、输出电压可调节,可使两者达到良好匹配,提高了焊接质量,适用于各类焊接。
MIG机的送丝方式一般有三种:推丝式、拉丝式、推拉结合式,不同的送丝方式对送丝的软管要求各不相同。
对于推丝式送丝软管一般在2.5米左右,而推拉结合式的送丝软管可达15米,为了保正送丝稳定,相应的送丝电机和送丝控制电路都要求严格。
二、MIG焊的特点1、工作效率高:CO2的电弧穿透力强、熔深池大、焊丝熔化率高、熔敷速度快、,工作效率比手工弧焊高1~3倍;2、焊接成本低:CO2气体是工厂的副产品,来源广、价格低。