塑胶电镀类产品品质检验通用标准
- 格式:doc
- 大小:69.00 KB
- 文档页数:1
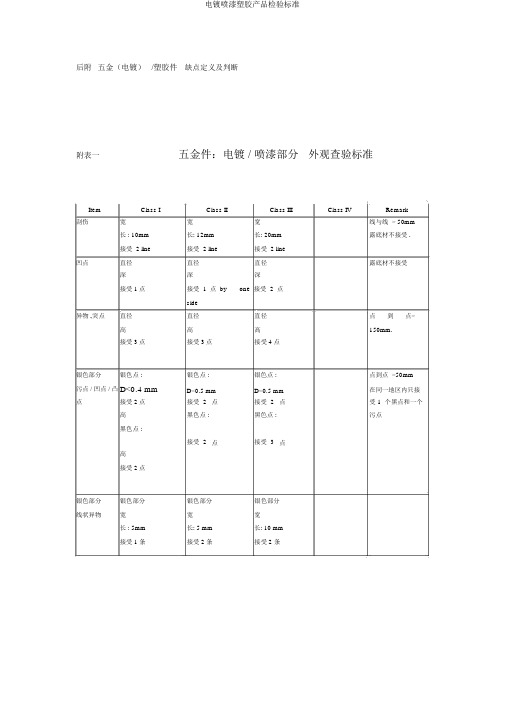
后附五金(电镀)/塑胶件缺点定义及判断附表一五金件:电镀 / 喷漆部分外观查验标准Item Class I Class II Class III Class IV Remark刮伤宽宽宽线与线 > 50mm 长 : 10mm长: 12mm长: 20mm露底材不接受 .接受 2 line接受 2 line接受 2 line凹点直径直径直径露底材不接受深深深接受1点接受 1 点 by one 接受 2 点side异物 ,突点直径直径直径点到点>高高高150mm.接受3点接受3点接受4点银色部分银色点 :银色点 :银色点 :点到点 >50mm 污点 / 凹点 / 凸D<0.4 mm D<0.5 mm D<0.5 mm在同一地区内只接点接受2点接受 2点接受 2点受 1 个黑点和一个高黑色点 :黑色点 :污点黑色点 :接受 2点接受 3点高接受2点银色部分银色部分银色部分银色部分线状异物宽宽宽长 : 5mm长: 5 mm长: 10 mm接受1 条接受2 条接受2 条电镀部分亮点 :亮点污点 ,凸点直径接受接受 ,3mm地区内直径超出 6点不接受高其余地区,点到接受2点点 >20mm.黑点 dot:直径高接受1点电镀靠谱度测试(如有要求,需做以下试验)盐水喷雾试验:1.试验条件 : Na Cl 浓度 5%,温度 35℃± 1℃ ,时间 48h2.测试样品数目 :5pcs.3.判断方法 : 除掉盐渍后无显然色彩变化及剥落现象抽样计划(依照uec 零组件进料查验规范QA-0100C)1.外观抽样依照MIL-STD-105E 一般Ⅱ级随机抽样2.判断标准为0 收 1退判断。
塑胶件外观查验标准一.缺点定义:1点 (含杂质 ):拥有点的形状,丈量时以其最大直径为其尺寸2毛边:在塑料部件的边沿或联合线处线性突出(往常为成型不良所致 )3银丝:在成型中形成的气体使塑料部件表面褪色(往常为白色 )。

塑胶电镀件检验标准
1功能性要求
1.1尺寸
电镀件的各重要尺寸及螺牙必须符合零件图纸尺寸要求
1.2镀层厚度标准见表4
2.1外观品质
2.1.1受检产品应按其正常使用安放位置进行装饰性外观检验。
根据外观检验规范来判定允收或拒
收。
各项检验条件如下:
a)检验员的视力在600mm~900mm的距离内,应达到20/20;
b)检验灯光应为1600流明,及相当于2支40W的日光灯发出的光,光源于物件距离为
1000mm;
c)物件与检验员眼睛距离应在300mm~400mm范围内。
d)观察时间:A面6s、B面4s、C面2s。
2.1.2
2.1.3拿近物件检验表面其是否存在功能性外观缺陷(如气泡、镀层剥离、镀层毛刺等),如有则拒收该工件。
但是不要拒收发现的装饰性外观缺陷。
拿近发现的装饰性外观缺陷肯定比第一点发现
的装饰性外观缺陷多。
2.2镀层厚度参照GB4955金属覆盖层厚度测定阳极溶解库仑方法进行测试。
2.3耐腐蚀性能参照ASTMB368或GB/T10125方法进行测试。
2.4附着力性能参照EN248方法进行测试。

注塑、涂装、电镀、硅胶、IML产品品质通用检验标准1. Purpose目的为使本公司产品能达到并维持一定的品质水准,并清晰地向客户阐明所提供产品的品质标准及检验方法,特制定本标准.2. Scope范围本公司提供给客户的注塑制品、涂装制品、IML制品的品质规格要求.3. Definitions定义3.1抽样方案:采用国家标准GB2828.1-2003idt国际标准ISO2859-1:1999计数型抽样检验程序单次抽样为本公司出货检验抽样标准。
合要求.MAJ重缺点:对产品组装功能、外观有影响,或两个轻缺点构成一个重缺点.MIN轻缺点:产品有一定瑕疵,但不影响产品外观、组装、功能者.3.2 外观等级分类及定义:A面: 产品正常工作状态下可见的表面,通常包括顶面、前面B面: 产品正常工作状态下不直接可见的表面,通常包括侧面和背面C面: 产品正常工作状态下不可见的表面,通常包括底面和内部3.3 检查基准:3.3.1 照度: 400~800 Lux光线的照明下, 以45度角,视力在1.0或以上无色盲的检查者进行检查。
3.3.2 A级面50cm的距离观察5秒钟以内发现不了缺点时判定为接受B.C级面50cm的距离观察3秒钟以内发现不了缺点时判定为接受(注:客户没有特别指示时缺点距离定为20mm,C面一般不作外观要求).3.3.3 跟外观不良限收样板比较检查,基准值以下判定为接受3.3.4 跟设计承认样品比较检查, 基准值以下判定为接受3.3.5 跟设计承认书及图面比较检查(外观及尺寸关联事项)4. Note 注意事项:4.1 本《通用品质检查标准》为我司所供应的注塑、喷涂、电镀、硅胶及IML制品之基本检测项目标准。
如客户要求比本标准更高的品质标准、或更严的抽样方案、或新增品质检查项目等,我们将以客户的检验标准为依据。
则产品价格将据品质成本的增加而有所变化.4.2 客户指定的供应商所供的物料或是客户直接提供的物料,按客户要求进行检验(或免检),如发生品质问题,需及时反馈。


2.6 塑胶材料表面电镀检验标准2.6.1 外观分类A面为正常使用时,第一眼可看到的表面。
如正面(贴装饰牌的一面)。
B面为不是直视范围,如打开翻盖后出现的面。
如侧面、底面。
C面为正常使用时,看不到的面。
如取出电池后出现的面。
2.6.2 产品等级标准一级:外观要求较高,其A面内不能有任何肉眼在规定范围内可见的外观缺陷,B面可允许有部分不太明显的轻微缺陷。
二级:外观要求一般,在A面内可允许有部分不太明显的轻微缺陷。
三级:主要外观除较为明显的黄、烧、漏镀、离层、大胶泡等缺陷外,可接受一般对产品功能尺寸无影响的外观缺陷。
2.6.3 检验方法外观检查应在日光灯下进行,以便使缺陷能清楚地暴露,眼睛距离产品约40厘米,慢慢转动产品进行全面检查,视力不正常者须带眼镜。
2.6.4 外观缺陷分类(1)轻微花痕:在表面电镀层下的花,没有深度,用指甲感觉不到。
(2)划花:在表面或电镀层下,用指甲能感觉到,通常由利器撞击而成。
(3)撑印:表面有些凹凸不平,由于零件受电镀撑具压力而成。
(4)模渍:啤塑模具压痕重复出现在同一位置。
(5)缩水:零件啤出后的收缩(6)射纹:在啤塑中造成。
(7)漏镀/见胶:电镀时没有电镀的部分,在镀层表面上可看到胶体,用指甲可感觉到。
(8)星尘:微小的漏镀部分,指甲感觉不到,如针孔一样大小。
(9)黄(无铬层):没电上铬,淡黄色的镍层暴露,通常发生在产品边缘或孔四周。
(10)电镀不良:电镀面很粗糙,指甲能感觉到。
(11)压力纹:贯穿零件表面,通常从零件某角落或边缘处开始。
(12)地图纹:从电镀件表面看,不规则,不平滑,指甲感觉不到,通常由光剂不平引致。
(13)电镀泡:在电镀层里有空气或聚集了电镀液。
(14)离层:电镀层与零件间的附着力不够,镀层脱落。
(15)烧:电流过大等引致在镀件尾端或边缘附近镀层色泽阴暗或灰白。
(16)毛刺:电镀时在高电流密度区镀层的过高堆积,过高的电流密度产生了粗糙(毛刺)。
(17)云雾状:由于电镀条件的变化,电镀件表面缺少光泽。

电镀产品品质检验规范和方法电镀端子的检验是电镀完成后不可缺少的工作,只有检验合格的产品才能交给下一工序使用。
通常驻的检验项目为:膜厚(thickness),附着力(adhesion),可焊性(solderability),外观(appearance),包装(package).盐雾实验(salt spray test),对于图纸有特别要求的产品,有孔隙率测试(30U”)金使用硝酸蒸气法,镀钯镍产品(使用凝胶电解法)或其它环境测试。
一膜厚:1.膜厚为电镀检测基本项目,使用基本工具为萤光膜厚仪(X-RAY),其原理是使用X射线照射镀层,收集镀层返回的能量光谱,鉴别镀层厚度及成分。
2.使用X-RAY注意事项:a 每次开机需做波谱校准b 每月要做十字线校准c 每星期应至少做一次金镍标定d 测量时应根据产品所使用的钢材选用测试档案e 对于新产品没有建测试档案,应建立测试档案3.测试档案的意义:例:Au-Ni-Cu(100-221 sn 4%@0.2 cfpAu-Ni-Cu----------测试在铜基材上镀镍打底再镀金的厚度。
(100-221 sn 4%-------AMP铜材编号含锡4%的铜材)二.附着力:附着力检测为电镀基本检测项目,附着力不良为电镀最常见不良现象之一,检测方法有两种:1.折弯法:先用与所需检测端子相同厚度的铜片垫于需折弯处,用平口钳将样品弯曲至180度,用显微镜观察弯曲面是否有镀层起皮,剥落等现象。
2.胶带法:用3M胶带紧牢地粘贴在欲试验样品表面,垂直90度,迅速撕开胶带,观察胶带上有载剥落金属皮膜。
如目视无法观察清楚,可使用10倍显微镜观察。
3.结果判定:a 不可有掉落金属粉末及补胶带粘起之现象。
b 不可有金属镀层剥落之现象。
c 在底材未被折断下,折弯后不可有严重龟裂及起皮之现象。
d 不可有起泡之现象e 在底材未被折断下,不可有裸露出下层金属之现象。
4.对于附着力发生不良时应学会区分剥落的层的位置,可用显微镜及X-RAY测试已剥落的镀层厚度来判断,借些找出出问题的工站。
后附五金(电镀)/塑胶件缺陷定义及判定附表一五金件:电镀/喷漆部分外观检验标准电镀可靠度测试(若有要求,需做以下试验)盐水喷雾试验:1.试验条件: Na Cl浓度5%,温度35℃±1℃,时间48h2.测试样品数量:5pcs.3.判定方法: 除去盐渍后无明显色泽变化及剥落现象抽样计划(依照uec 零组件进料检验规范QA-0100C)1.外观抽样依据MIL-STD-105E 一般Ⅱ级随机抽样2.判定标准为0 收1退判定。
塑胶件外观检验标准一.缺陷定义:1 点(含杂质):具有点的形状,测量时以其最大直径为其尺寸2 毛边:在塑料零件的边缘或结合线处线性凸起(通常为成型不良所致)3 银丝:在成型中形成的气体使塑料零件表面退色(通常为白色)。
这些气体大多为树脂内的湿气,某些树脂易吸收湿气,因此制造前应加入一道干燥工序4气泡:塑料内部的隔离区使其表面产生圆形的突起5变形:制造中内应力差异或冷却不良引起的塑料零件变形6顶白:成品被顶出模具所造成之泛白及变形﹐通常发生在顶出稍的另一端(母模面)7缺料:由于模具的损坏或其它原因﹐造成成品有射不饱和缺料情形.8断印:印刷中由于杂质或其它原因造成印刷字体中的白点等情况。
9漏印:印刷内容缺划或缺角或字体断印缺陷大于0.3mm,也被认为有漏印。
10色差:指实际部品颜色与承认样品颜色或色号比对超出允收值。
11同色点: 指颜色与部品颜色相接近的点;反之为异色点。
12流水纹:由于成形的原因﹐在浇口处留下的热溶塑料流动的条纹13熔接痕:由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的线性痕迹14装配缝隙:除了设计时规定的缝隙外,由两部组件装配造成的缝隙15细碎划伤:无深度的表面擦伤或痕迹(通常为手工操作时造成)16硬划伤:硬物或锐器造成零件表面的深度线性伤痕(通常为手工操作时造成) 17凹痕缩水:零件表面出现凹陷的痕迹或尺寸小于设计尺寸(通常为成型不良所致)18颜色分离:塑料生产中,流动区出现的条状或点状色痕(通常由于加入再生材料引起)19不可见:指瑕疵直径<0.03mm为不可见,LENS透明区除外(依每部品材料所订定之检测距离)20碰伤:产品表面或边缘遭硬物撞击而产生的痕迹21油斑:附着在对象表面的油性液体22漏喷:应喷漆之产品表面部份因异常原因而导致油漆没有喷到露出底材之现象23修边不良:产品边缘处因人工修边而产生缺口等不规则形状24毛屑:分布在喷漆件表面的线型杂质。