斜孔直孔加工方法
- 格式:pdf
- 大小:105.31 KB
- 文档页数:1

加工中心斜孔加工方法
随着制造业的不断发展,加工中心的应用已经逐渐普及。
在进行零件加工时,有些情况下需要斜孔加工,那么如何进行斜孔加工呢?本文将介绍几种加工中心斜孔加工方法。
方法一:夹角法
夹角法是最常用的斜孔加工方法之一,它适用于倾斜角度不超过10度的斜孔加工。
具体操作方法如下:
1.安装刀具。
选择合适的刀具,将其安装到主轴上。
2.确定加工位置。
在工件上标记出斜孔的加工位置,并与主轴中心线垂直。
3.调整夹角。
将工件旋转一定角度,然后调整主轴与工件表面的夹角至所需斜度。
4.加工斜孔。
在调整好的角度下,启动加工中心,进行斜孔加工。
方法二:加工工具法
方法三:旋转工件法
旋转工件法适用于大角度斜孔加工,其操作方法如下:
2.转动工件。
旋转工件至所需角度。
总结:
三种加工中心斜孔加工方法中,夹角法和加工工具法适用于小角度斜孔加工,而旋转工件法适用于大角度斜孔加工。
在进行斜孔加工时,工具的选择和夹具的固定都会对加工质量产生影响。
因此,加工前要做好充分的准备工作,以确保加工过程的稳定性和加工质量的优良。

深度解读斜孔加工工艺切削技术交流平台(文章+视频)行业:汽车/重工/航空/模具/3C/医疗等如果您有关于刀具设计/刀具应用/刀具制造等技术问题想寻求技术支持?如果你有关于产品工艺/产品案例/产品制造/CNC问题困难想解决?如果您在一直寻找一个纯净的技术交流社群?如果你想找一个职场充电站(制造行业)进行深度学习?打开今日头条,查看更多精彩图片在某加工实例中,需要在一个17-4PH不锈钢U型铸件上钻削直径为1/4'(6.4mm)、斜度25°的通孔。
在钻床钻孔前,按需要的角度在夹具上夹紧工件,然后在夹具上安装带淬硬钢衬套的钻模。
钻孔时产生的铁屑和冷却液四处飞溅,且因为出孔时钻头不时会断裂,断裂飞射物易造成人身伤害。
采用专用钻床即使在今天,采用钻床和带衬套的钻模仍是批量孔加工的有效方法,特别是在加工斜孔时更行之有效。
这是因为钻模衬套支撑着钻头,可防止钻头入孔时弯曲,出孔时可使操作者降低钻削压力以避免钻头断裂。
当加工批量较小时,很少采用钻模夹具,操作者凭自己的经验引导钻头加工斜孔。
很多孔加工在桥堡钻床(Bridgeport)上完成,该钻床可使操作者获得更好的加工感觉,而在其他金属去除率高的大型卧式镗铣床或大型手动机床上却没有。
图1 在立式铣床上钻削加工电缆卷筒轴斜孔时需要精细(鼠标悬浮窗口放大,单击查看放大全图)在加工316不锈钢的电缆卷筒轴孔时需要细致的加工。
将工件安装在桥堡钻床工作台上,主轴头倾斜45°,找到孔的中心线,然后用立铣刀在所需位置锪平面,接着采用HSS直柄钻头加工到交叉孔位置。
可采用不同的方法来加工电缆卷筒轴孔,也可以借助正弦块使工件倾斜至所需角度,这时需要计算来保证孔的正确位置。
当钻至出孔位置时,需要有良好的加工感觉,因为这时钻头可能会折断,这也是采用韧性更好的HSS钻头而不用合金钻头的原因。
采用多棱边钻头除加工机床外,加工斜孔的最好方法是采用四棱边钻头。
每个切削刃带两个棱边的钻头可使工件和钻头的接触更充分。

小型零件的斜孔加工工艺超长小孔的加工某些钻模板的孔的直径在φ3.5以下,无法用镗刀进行切削加工,只能钻铰出,而且定位基准小,这样的钻套孔不但加工困难,而且位置度精度极难控制。
不完整孔的加工有些钻模板上的孔不是完整的孔,缺肉处镗加工让刀总是无法保证孔的位置度公差,镶上钻套后也是超差。
超长小孔的加工分析由于超长孔的零件结构原因,其装夹定位基准只能选择φ6g6定位轴,装夹定位不稳定,容易产生转动而出现零件的φ2孔位置加工错误超差;而且在零件的左端进行加工时,基准必须转换到左端。
由于零件的φ2孔只能进行钻铰加工,因此产生加工偏差因素很多:诸如零件容易产生转动、基准转换形成的累积误差、钻铰孔产生钻斜现象造成出口的位置度超差等。
如果要保证加工合格,就要定位装夹,基准稳定可靠,不产生转动,保证被加工的孔出口首先被加工,也就是出口向上。
不完整孔的加工分析根据图纸来分析,由于零件要求位置度的出口为斜面孔,而φ5H7大于4mm,是可以用镗刀进行切削加工的,然而在加工孔到不完整处刀具处于一半吃力另一半不吃力状态,实践证明这种孔加工后,不完整孔的中心明显向不完整方向偏移,造成孔中心实际尺寸大于36.9±0.02,如果特意使尺寸缩小,在保证36.9±0.02公差时,而30°角度超差。
要想保证加工合格,就要想办法使不完整的孔趋于完整,使加工过程中不产生因孔的不完整出现的让刀现象,而产生的超差。
超长小孔的加工解决措施a)根据加工分析,要想使该零件的定位基准稳定可靠,只有在镗加工之前增加工艺定位基准,加工合格后去除工艺基准。
如果对图纸进行改进,点划线左端为加工基准和装夹定位部分,基准B、C并合理安排工序,则保证工艺基准与零件基准一致。
b)为使圆柱体和锥体棱线交点到定位基准面的距离20mm的准确,要在光学仪器上检测工序,确保20mm的误差在0.005之内,保证φ18±0.02在97°20′24″的锥面上点到基准B距离,计算和加工的准确。
斜孔加工方法分析总结作者:王海洋来源:《农家科技下旬刊》2017年第10期摘要:本论文通过对特殊工件加工和找正方法分析,总结加工斜孔的方法。
如何克服斜孔加工遇到的困难。
加工是一个不断发现问题、分析原因、解决问题的过程。
关键词:加工斜孔;分析原因;解决问题一、零件图分析1.加工直径∅1+0.1/-0.05斜孔(活门),角度为40°。
影响工件0.75±0.1的因素:(1)∅10.3+0.1,影响公差为-0.0289。
(2)装夹时A面对机床的平行。
(3)孔的直径比较小、位置比较特殊、斜通孔但是深度我1mm,有效长度为0.4mm加工时容易偏。
2.该工序为∅8mm深170.5mm的深斜孔,在加工斜孔中比较典型,孔外表面为铸造成型的油路,如果∅8mm钻偏了孔容易漏,加工时关键要解决孔偏的问题。
针对这样的问题可以总结出一个通用的加工方法。
二、主机匣215t加工方法1.加工前准备。
2.加工工艺路线。
(1)用φ8铣刀铣出一个深4mm的平面,S2700F50。
(2)用中心钻打中心孔,S1200F20。
(3)用φ6钻头点钻孔深42mm,S800F100。
(4)用钻头φ8点钻每次点0.5mm钻深140.5mm,S700F100。
加工时第一件钻头折在深62mm处导致孔壁破漏,原因:由于钻头太长受力弯曲达到材料的断裂极限。
3.原因分析。
(1)加工斜孔时如果采用像直孔加工方法:中心孔-钻孔(G81,G82,G83)因孔入口处受力不均匀中心孔不能防止钻孔走偏。
为了避免这个问题必须用铣刀铣处一个和孔轴线垂直的平面,平面的大小要和钻孔的大小基本相等。
(2)像(1)中的方法时用于钻孔比较浅的情况但是如果钻孔比较深,我们必须考虑钻头的颤抖在钻孔过程中走偏。
为了避免这个问题可以采用阶段钻孔如主机匣215t工序的方法。
除此之外还可以采用引导钻头代替(3)到(5)步骤,但是要求引导钻头和加工长孔钻头尖匹配很长好。
解决方法:用8mm的铣刀做了个38mm的导套来防止钻头走偏。
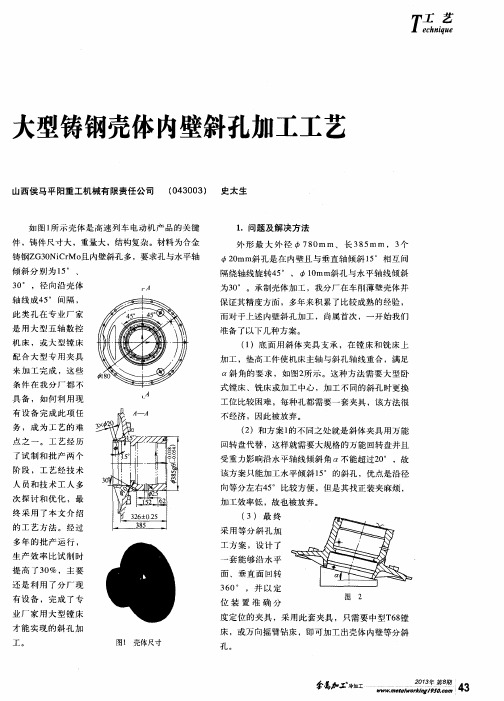

1存在的问题公司生产的工件中,有一批零部件,需要在圆筒的壁上钻孔,同时开有斜孔与壁上的孔相接通,如图1所示。
图1 工件从图1可以看出,圆筒壁上的深孔装夹加工方便,而斜接的45°孔在普通钻床上不好加工,除了不好装夹外,工作时钻头还容易因中心定位不稳定而损坏。
如果买一台专用的斜孔加工设备,对于小批量加工来说,投资过大。
2解决方案在投资少的情况下,为了保证斜孔能够顺利加工,我们设计了一套普通钻床上专用的斜孔装夹工装,如图2所示。
图2 斜孔装夹工装1.底座2.上支撑板3.V形支撑合件4.螺杆5.螺套6.连接堵头7.销轴8.套筒9.固定顶丝以下就是对整个工装以及其中零部件的使用说明。
底座上开有沟槽,与钻床平台上的沟槽相对应,方便在平台上固定整个工装。
连接堵头与套筒焊接成一个整体,保证螺杆在套筒里自由伸缩,并用销轴与底座相连,用以改变套筒与底座间的角度。
螺套与套筒通过止口相连接,螺套在套筒内可自由旋转,如图3所示(图中半透明状态的即为套筒)。
螺套上开有凹槽,与固定顶丝相配合,用以保证螺套在轴向上与套筒紧密贴合,不会脱离套筒。
同时固定顶丝在紧固后保证螺套不能旋转,即限制了螺杆的轴向移动,利用三角形的稳定性原理,保证了工作状态的稳定。
松开固定顶丝后,通过旋转螺套上的手柄,带动螺套在套筒里自由旋转,从而使螺杆在套筒里沿套筒轴线做上下的往复运动,带动上支撑板增大或减小倾斜角度。
图3 螺套定位示意图V形支撑合件紧固在上支撑板上,上支撑板上开有长槽,当工件长短不一时,可以沿长槽方向左右移动V形支撑合件,保证工件能够更好地被支撑,加大了工件在长度方向上的加工范围。
加工前,将整个工装通过底座固定在钻床的工作台上,调整好需要的角度后,拧紧固定顶丝,将螺套完全固定,就可以在V形支架中放入工件,开始工作了。
同时,在工作台上相应的位置要固定一个挡板,以保证工件不产生轴向位移,再配合V形架,将工件完全定位。
一般来说,工件本身倾斜,其自重再加上钻头的向下压力,就能保证工件的平稳。
斜面.斜孔的加工在加工斜面.斜孔時最常用到的治具是墊角器.(1) 如加工斜面的時候可直接在墊角器上擺出所要加工的角度將墊角器擺成20°將工件放置于上面加工,其進刀尺寸可以計算出來,但為確認,(2),可在墊角器上擺30°角后 ,但為能提高加工,故可采用劃線方法,一次性加工完.數量為8個 ✩ 先計算出A 尺寸 在平台上劃出7.0尺寸 再劃出計算出的A 尺寸將墊角器擺出30°,把工件放于上面,在工件側面 將尺寸7.0A 連結.逐個將工件放于虎鉗上夾緊(擺放時連結線要整齊).1尋邊找到其槽的y 軸方向位置,進行加工. (3)✩ 從反面加工基準面A從反面劃線找到注入孔坐標(劃線時要在機台上劃,劃線工具沖子要在EG 或 SG 上研磨,夾與夾套內時尖點必須與主軸同心).因注入孔要求精度較高,且又小,所以不能擺與墊角器上加工所以要用正弦虎鉗. (4)模板上斜梢孔✩ 反面劃線,找到其斜孔位置用墊角器將角度擺出進行加工(如大一點不能用虎鉗夾持⑥大于300的模板⑦ 的模板可用專用治具⑥角度塊⑦壓于床台上進行加工.如用角度塊都不能加工, 模板很大很厚時,只能將模板平放于床台上,調整機頭度數來加工,但調整一2軸的角度,要對另一軸上平行度進行校正,如所加工零件精度要求不高,直接用 銑刀靠所要加工的模板來校正,如所加工零件精度要求很嚴,則需用校表校正 其平行度及角度是否正確.)(5) 當個平央上同時有兩個方向斜度時,需同時加工其兩斜度,可用正弦虎鉗擺出 個角度,再將正弦虎鉗吸于正弦磁座上擺出為一個角度進行加工.注: 在擺出角度后找點也需用劃線用的沖子用沖子去點所劃之線,以最接近所劃之線的點歸零,找到兩線寬的中點,那 麼兩線的交點也就是零零.(也就是所要找之點)(6) 加工上應注意的細節✩ 固定側之模仁上孔一般為線割孔,所以M 加工時只需鑽穿線孔與逃孔. 可動側之模仁上孔如有標注 “”或 “ EP ”那麼為頂針孔,需鉸孔 后用頂針實配,如未標注,如 “Φ2.04+0.010 ” “Φ2.54+0.0050 ”那麼只需加工 穿線孔,后序WE 加工.從后端鑽頂針孔時,鑽頭要磨利,否則會使孔偏位,且大 .兩角度同時加工3確認: 作民:王永清。
斜面上如何进行孔加工?
斜面上孔加工有这样几种思路,1、做工艺台阶
2、把斜面放平
3、使用钻套
4、使用专用夹具以上四种方法是比较常用的方法,第一、二种加
工起来比较简单,第四种方法需要根据零件专门设计专用夹具,需要具体问题具体分析,所以,咱们这里重点说下第三种方法钻套斜面打孔。
钻套斜面打孔,在开始钻孔的时候,因为受力不均易导致震动较大,容易打坏钻头,因为切削力的原因钻套的磨损也非常快,并且孔的加工质量不好,精度较差,容易报废工件。
造成这样的原因主要是钻头在加工斜面时,单刃受力较大,导致切削刃受力不平衡引起的,我们从左图中可以很容易的看出,那如何改善这种状况呢?改进措施:我们可以通过刃磨改变钻头切削刃的形状,切削刃和工件的接触由线接触变为点接触,如图。
这样就可以改变切削刃的受力状况,切削力变小并且横刃减小,定心效果大大改善,这样大大延长钻头的使用寿命,提高加工效率。