电线押出机设备操作资料
- 格式:pdf
- 大小:794.75 KB
- 文档页数:25
押出机操作规程一、一般规定:1. 押出机操作必须由经过培训和授权的人员进行,未经授权人员禁止操作。
2. 操作人员必须穿戴好劳动防护用品,包括安全帽、防护眼镜、耳塞、手套等。
3. 操作前必须检查押出机是否处于正常工作状态,如有异常情况应及时报修。
4. 操作人员应熟悉押出机各个部位的功能及使用方法,并严格按照操作流程操作。
二、操作前准备:1. 确保电源已接好,电压稳定。
2. 检查押出机的各个部位是否处于正常工作状态,如有异常情况应及时报修。
3. 确保工作场所的环境整洁,无杂物,便于操作和移动。
4. 准备好所需的原材料和辅助工具,放置在指定位置。
三、操作流程:1. 打开押出机电源开关,确保电源稳定。
2. 将待加工的原材料放置在押出机的进料口,注意调整进料口的位置和宽度,确保能够顺利进入押出机。
3. 启动押出机,将原材料送入机器。
4. 操作人员应站在安全位置,远离押出机进料口,以免发生意外。
5. 在加工过程中,操作人员应时刻关注押出机的运行状态,注意观察是否有异常情况发生。
6. 如发现异常情况,如机器发生卡料、堵塞等情况,应立即停机处理,并报告维修人员进行维修。
7. 加工完成后,关闭押出机电源。
8. 清理押出机,将原材料残渣等清除干净,同时检查押出机各个部位是否干净整洁。
9. 关闭相关阀门,并将押出机的所有操作部位固定好,以防止误操作或他人擅自操作。
四、安全注意事项:1. 操作人员在操作押出机时,严禁戴手套等松散物品,以免被机器卷入而发生意外。
2. 操作人员应保持机器周围的通道畅通,以便紧急情况时的逃生。
3. 不得擅自改变押出机的工作参数,如温度、压力等,以免损坏机器或发生事故。
4. 严禁在押出机正在工作时进行维修、保养等工作,必须在关闭机器并断开电源后进行。
5. 操作人员应遵守劳动纪律,不得酗酒、赌博等影响工作安全的行为。
六、总结:押出机是一种重要的加工设备,它的操作涉及到工人的生命安全和设备的正常运行。


( 操作规程 )
单位:_________________________
姓名:_________________________
日期:_________________________
精品文档 / Word文档 / 文字可改
押出机操作规程(新版)
Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
押出机操作规程(新版)
一、开机前检查电气系统正常、操作控制系统灵敏可靠。
二、有各区温度均达到设定值,才可起动主机马达开关。
三、将铜线正确按装到各机械部位至收线机。
四、调整收线机排线器排幅及位置。
五、开启主机起动开关,观察胶料熔融状况,如胶料熔融良好,则进行下步操作。
六、打开放线架张力控制器电源开关,将张力调至合适档位。
七、打开变位检出座电源开关。
八、打开牵引机张力控制器电源开关,将张力调至合适档位。
九、起动牵引机(慢速)启动收线机收线(慢速)。
十、缓慢提速,观察储线架上滑车位置,如滑车脱离变位滚筒,则加
大收线速度或减小牵引速度。
调节牵引及收线速度,使滑车不脱离变位滚筒并处于极小波动状态。
十一、同步调节主机,牵引及收线合适速度。
十二、工作结束应切断电源,清理废料,保持机器整洁。
云博创意设计
MzYunBo Creative Design Co., Ltd.。
电缆线押出机安全操作规程
《电缆线押出机安全操作规程》
一、操作前的准备
1. 检查电缆线押出机的各项设备和部件是否完好,如有异常应立即报修处理;
2. 熟悉设备操作手册和安全操作程序;
3. 确保作业区域清洁、整洁,无杂物和障碍物。
二、操作过程中的注意事项
1. 穿戴好劳动防护用具,包括头盔、安全鞋、手套等;
2. 严禁酒后驾驶或疲劳驾驶;
3. 保持注意力集中,严禁操作人员在操作过程中用手机或进行其他分散注意力的活动;
4. 作业过程中禁止在设备运转时进行维修、清理等动作;
5. 禁止擅自调整设备的各项参数,如需调整应由经过培训的操作人员进行。
三、操作后的清理和维护
1. 按照操作手册的要求进行设备的清洁和维护,保持设备的良好工作状态;
2. 将设备归位并妥善保管,确保设备的安全性。
四、事故处理
1. 如果发生设备故障或意外情况,应立即停止操作并通知相关人员进行处置;
2. 在事故处理过程中,严禁随意破坏现场,应按照相关规定进
行处置。
以上是电缆线押出机安全操作规程,希望每位操作人员严格遵守,并将安全作为第一位的原则,确保设备的正常运转和人员的安全。
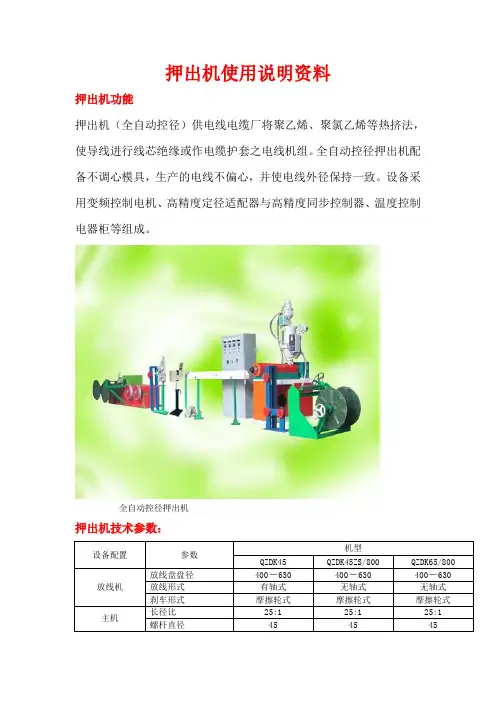
押出机使用说明资料押出机功能押出机(全自动控径)供电线电缆厂将聚乙烯、聚氯乙烯等热挤法,使导线进行线芯绝缘或作电缆护套之电线机组。
全自动控径押出机配备不调心模具,生产的电线不偏心,并使电线外径保持一致。
设备采用变频控制电机、高精度定径适配器与高精度同步控制器、温度控制电器柜等组成。
全自动控径押出机押出机技术参数:押出机配置:(1)无轴升降放线架WF630型(2)水平进线架一付(3)挤塑机SJ45型一台(5.5kw变频调速,四道温控、塑料上料机,干燥机)(4)全自动高精度控制线径及变频同步控制柜一台。
(5)冷水槽二米一节二套。
(6)水平架一付。
(7)吹干机CG30型一台。
(8)YZ型印字机一台。
(9)高精度定径适配器。
(10)不调心模具(1、1.5、2.5、4.0、6.0mm2单芯)。
(11)双牵双收一体机SS400/630型一台(2.2kw变频调速)。
押出机相关配置的作用1、无轴升降放线机的作用:为提高生产效率,把导体线芯所用的导体复绕在盘具上,再把盘具安装在放线架上,使线芯导体快速引出,提高生产电线电缆每分钟的出线速度。
2、水平进线架的作用:从无轴升降放线机盘具上引出的线芯导体、经水平进线架时,使线芯导体在水平架的导轮上复绕校直,并使水平进线架与模具、水平架三点成一直线,保证线芯导体与模具在一水平位置上,使生产出的电线电缆线芯导体在中心位置。
3、电线机组的核心机器挤塑机的作用:是把所要生产的电线电缆所用塑料制品(如聚氯乙烯PVC、聚乙烯PE、聚炳烯PP料和复合型塑料),经外加热、内压热、磨擦热等诸多因素,把塑料制品熔化后包覆在线芯导体的外表面。
4、温度控制电器柜的作用:温度控制电器柜以核心机器挤塑机上的电器部分为主要控制对象,使挤塑机生产电线电缆产品所需的塑料制品,经熔化后包覆在线芯导体的外围,并使电线电缆产品外观美观、有光亮度,若达到以上的要求,温度控制电器柜是必不可少的核心电器元件,塑料温度的高低、挤塑机转速的快慢,牵引收线的相互配合,都由温度控制电器柜来调节。


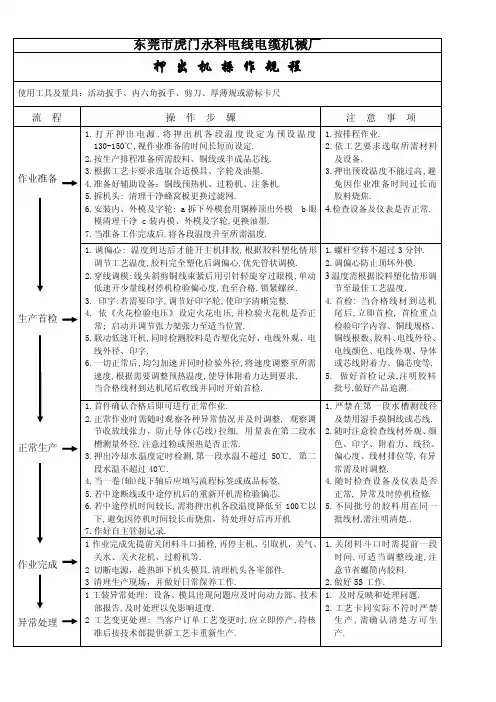
线材押出机安全操作规程(ISO9001-2015/ISO45001-2018)1.0目的1.1在绞合芯线或导体表面,注塑一层适当厚度之光滑塑胶绝缘层。
1.2为押出机的正确操作提供依据,确保产品质量。
2.0设备组成A 放线架B 张力架C 押出主机D 控制箱E 储线架F 冷却水槽G 火花试验机H 引取机I 卷取机3.0操作方法3.1 温度设定3.1.1 打开押出机总电源,再把预热开关全部打开;3.1.2 根据原料设定相应温度;3.2 备料3.2.1 依生产单备料及作相应的准备;A. 工具准备:如:活动扳手、固定扳手、内六角扳手、螺丝刀、剪刀、钢针等;B.依生产需求准备原材料;C依生产令领取工艺卡;D.在模具管理员处领出所需之内、外模于机头旁备用;3.2.2 备料前设备检查:A.核对原材料规格及数量;B. 检查料桶过滤网内有无杂屑;C.押出机马达皮带运转是否正常;D. 查看押出机预热电流表、温度表、电感加热片等有无异常;E.检查引取机傅动皮带是否太松;F.引起部位是否正常;G.断线装置是否良好;3.2.3 将经确认的线材(或导体)轴装在放线架上并固定;3.3 机头装卸3.3.1戴好手套,看温度是否达到预热点;3.3.2 当温度升到预热点后,关闭眼模加热,装进内模,然后再把外模装在固定柱上,并锁紧螺丝;3.3.3 套上外模;3.3.4 依照工艺卡要求调整内、外模距离;3.3.5 若需换规格时,应先停机再放松法兰盘,打开押出开关把机身内之残留物押出来,用活动扳手松开内模,再用木柄将外模轻轻打出来;3.4 预热系统3.4.1 把押出机控制面板上的电源总开关打开,再把各段温度设定表打开,并依材料所需温度将其设定好;3.4.2 胶料预热:A.把备好胶料加入料斗,(约80%满)并关住料斗使其不能漏出5.1每日/周对设备进行定期保养,并认真填写《设备保养记录》;;B.打开料斗控制面板上的电源开关,设定料斗预热温度75℃;3.5 押出系统3.5.1 打开料斗开关使料流进机身;3.5.2 预热温度,当机温到达设定温度,保温15分钟,调整押出调速旋钮,使料慢慢押出;3.5.3 观察押出料的胶化及软硬度,确认塑化完全后,装上过滤网;3.5.4锁上机头,用活动扳手将法兰盘螺丝锁紧;3.5.5 慢速押出,观察流出料软硬度是否良好;3.5.6 用内六角扳手调整四个调模螺丝,使内模恰好在外模的中心;3.5.7 从放线架上拉过半成品线,用剪刀将线头修整成锥形,再从内模中穿过;3.5.8 加快押出速度,使料漏出速度加快,检查有无麻点;3.5.9 若料正常,则可打开引取开关,将速度调整至最佳处;3.6冷却系统3.6.1 冷却水槽水位以浸没电线为准;3.6.2 冷却水槽水位应保持循环流动,以确保冷却效果;3.6.3 把经押出后产品从冷却水槽中拉过,使其冷却;3.6.4 调整水槽中的过线轮,使之与机头眼模的中心处于同一水平线上;3.6.5打开各冷却点风冷开关,用风冷加速冷却;3.7 印字3.7.1 调整印字架脚上的四颗螺丝,使印字架处于水平位置;3.7.2 依生产令领取相应印字轮,并检查印字轮表面有无斑点;3.7.3 将印字轮套在固定螺丝上,并将螺母锁紧;3.7.4 装好压力片,然后加入印油,用手转动印字轮使其表面沾上印油;3.7.5 再装上对应的压线轴,并与印字轮上的印字内容对齐;3.7.6 打开冷却吹风,将线身水份吹干,然后正常印字;3.8 火花试验机3.8.1 通过火花试验可以检验出芯线的偏心、破皮等不良情形;3.8.2 将芯线穿过火花试验机的串珠中间;3.8.3 先盖上串珠盖,再盖上火花试验机外的保险盖;3.8.4 打开火花试验机的总电源,再根据线材要求拨动高电压或低电压选择键;3.8.5按工艺卡要求对火花机高压值进行设置;3.8.6检查火花机是否可靠接地;3.8.7火花机必须处于手动状态;3.9 引取系统、卷取系统3.9.1 先拉线材经过计数轮;3.9.2将检查为良品的线拉至引取轮,与事先系好的引线紧紧扎在一起;3.9.3 启动押出、引取,并将速度调整至最佳处;3.9.4检查线径、中心外观及印字状况是否良好;3.10 收线3.10.1 将调机过程中的废线清除,放入不良品袋(或桶)中;3.10.2 经确认为良品时,则可用铁轴线框装好或直接成卷;3.10.3 正常生产时,操作员每五分钟应作一次质量检查;3.10.4 用厚薄规确认外径,并依品质部有关检验规范,检查产品质量,同时应认真做好自检报表的填写;3.10.5 当铁轴满时,须剪断接头,并检查芯线或导体是否缺少;3.10.6 在经检验为良品的铁轴或产品上,将写好相应标签贴上,置于待检区;4.0注意事项4.1 在操作过程中必须戴好手套;4.2 押出时所选用线芯(或导体)是否正确;4.3 押出时所选用胶料是否正确;4.4 所押完成品外径是否符合《工艺卡》(或《生产令》)要求,有无偏心情形;4.5所押完成品颜色是否符合《生产令》要求;若有注条时,其是否清楚且无时断时续情形;4.6 所押完成品之印字内容、字高及印字方向,其清晰度是否合适;4.7 所押线材有无刮伤、起粒或粗糙现象;4.8 装线铁轴是否清洁;5.0保养须知5.1每日/周对引取机、卷取机、火花试验机等设备进行定期保养,并认真填写《设备保养记录》;5.2经常清理水槽;5.3 经常用布擦拭机身等,以确保机台清洁。
操作图示核准:审核:制表:1.开启控制箱电源开关,会有相应指示灯亮起,检查温控表、吸料机、散热机是否正常。
2.依照《设备点检保养记录表》点检机器且在表 单项目中记录相应点检结果。
3.依据《作业指导书》要求设定好温度,检查储 线张力架,放线张力架状态,检查打卷机状态4.依工单换好物料,装好半成品5.打开水龙头,拆开机头,清理干净蜂巢板及机 头,装上模具,排出胶料并装上干净的滤网, 锁紧机头,校对内外模具同心度6.装好印字治具(印字轮,刮片),调好油墨浓 度,打开气阀7.启动机台,调好线径,外观,正常量产作业员 需认真填写《首件检验记录表》和《生产日报 表》,需留首件检验品给品保确认8.押出线材依要求或轴装,或落桶后打卷/裁条,或直接打卷9.需过火花实验的必须经过火花机,依据《作业 指导书》标准设定火花电压10.依要求对装轴或打卷及裁条包装后的线材贴 上标签,需清楚注明料号,品名规格,数量, 日期及生产人姓名等11.生产结束后,未用完的半成品用PE膜包好贴 上标签卸下放到指定地点;拆开机头,卸下模 具并清理干净模具和机头及蜂巢板;排尽螺缸 里余料,锁上机头12.未用完胶料或用胶桶装好盖上桶盖放置于物 料区,或装入胶袋封存起来(注意袋面上料号 注明需与袋子里面胶料相符)13.关闭水,电,气开关,清洁机台,清扫周边 环境押出机设备操作指导书操作说明图片说明文件编号:版本:A/0页次:1/1检查控制箱多功能键检查温控表状态,设定温度检查吸料机状态检查张力架,打卷机状态打开电源总闸换料,装半成品装好印字治具,调好油墨,开气阀开启机台量产关闭水,电,气打开水龙头,清机装模并校对同心度打开机头排尽螺缸里的残料,清理蜂巢板,清理机头,拆下模具电源开关电源指示灯散热机指示灯温控表,电压表及开关放线张力架储线张力架打卷机主机机头料桶,吸料机吸料料桶冷却水槽水龙头冷却水槽线径检测镭射仪印字机引取水箱计米器火花机水龙头。
【涨知识】电线电缆挤出机操作方法介绍••电线电缆挤出机是一种主要用于电源线、电力电缆等电线电缆芯线挤出的电线电缆设备。
正确合理地使用挤出机,可充分发挥机器的效能,保持良好的工作状态,延长机器的使用寿命。
那么,电线电缆挤出机怎样操作呢?电线电缆挤出机的操作方法挤出不同塑料制品的操作方法是各不相同的,但也有其相同之处。
下面简要介绍挤出各种制品时相同的操作步骤和操作时应注意的事项。
一、开车前的准备工作1、用于挤出成型的塑料。
原材料应达到所需要的干燥要求,必要时需作进一步干燥。
并将原料过筛除去结块团粒和机械杂质。
2、检查设备中水、电、气各系统是否正常,保证水、气路畅通、不漏,电器系统是否正常,加热系统、温度控制、各种仪表是否工作可靠;辅机空车低速试运转,观察设备是否运转正常;启动定型台真空泵,观察工作是否正常;在各种设备滑润部位加油润滑。
如发现故障及时排除。
3、装机头及定型套。
根据产品的品种、尺寸,选好机头规格。
按下列顺序将机头装好。
① 机头应装配在一起,整体安装在挤出机上。
② 装配机头前,应擦去保存时涂上的油脂,仔细检查型腔表面是否有碰伤、划痕、锈斑,进行必要的抛光,然后在流道表面涂上一层硅油。
③ 按顺序将机头各块板装配在一起,螺栓的螺纹处涂以高温油脂,然后拧上螺栓和法兰盘。
④ 将多孔板安放在机头法兰之间,以保证压紧多孔板而不溢料。
⑤ 在未拧紧机头与挤出机联接法兰的紧固螺栓前应调整口模水平位置,可用水平议调方形机头水平,圆形机头则以定型模型胶底面为基准用机头口模底面调平。
⑥ 上紧连接法兰螺栓,拧紧机头紧固螺栓,安装加热圈和热电偶,注意加热圈要与机头外表面贴紧。
⑦ 安装定型套并调整就位,检查主机,定型套与牵引机的中心线是否对准。
调整后,紧固固定螺栓。
连接定型套各水管和真空管。
⑧ 开启加热电源,对机头、机简均匀加热升温。
同时打开加料斗底部和齿轮箱的冷却水及排气真空泵的进水阀门。
加热升温时各段温度先调到140℃,待温度升到140℃时保温30-40min,然后再将温度升到正常生产时的温度。