包头钢铁集团有限责任公司
- 格式:doc
- 大小:881.00 KB
- 文档页数:12

包钢的行业相关资料有那些包钢的行业相关资料有哪些1. 包钢简介包钢(包头钢铁集团有限责任公司)是中国最早建立的一家大型钢铁企业之一,成立于1954年。
包钢总部位于内蒙古包头市,是中国重要的钢铁生产基地之一。
包钢以高端钢铁产品为主导,涵盖了多个领域,如汽车制造、建筑、机械制造等。
2. 包钢的产品与产能包钢拥有多条高效、先进的生产线,能够提供多种类型的钢铁产品。
其中包括:钢板:包括常规结构用钢板、低合金高强度结构钢板等。
线材:包括普通线材、耐候钢线材、盘螺纹钢筋等。
型钢:包括角钢、H型钢、工字钢等。
钢管:包括无缝钢管、焊接钢管等。
包钢的总产能位居全球前列,年产钢铁约1000万吨。
产品广泛应用于国内外市场,并享有较高的声誉。
3. 包钢的供应链包钢拥有完善的供应链管理体系,确保原材料的供应和成品的销售。
其主要包括以下环节:原材料采购:包钢从国内外的矿山、炼钢厂采购铁矿石、焦炭、铜等原材料。
炼钢过程:原材料经过高炉冶炼、碳还原等工艺过程变为钢铁产品。
库存管理:包钢通过严格管理库存,确保供应链的稳定和及时交付客户。
销售与物流:包钢销售团队负责产品的销售,并组织物流运输,确保产品按时交付客户。
4. 包钢的技术创新与研发实力包钢一直致力于技术创新与研发,拥有一支强大的技术团队。
其主要包括以下方面:新材料研发:包钢通过研发新的材料,提高产品的性能和品质。
工艺改进:包钢通过改进生产工艺,提高生产效率和资源利用率。
环保技术:包钢积极推广绿色环保技术,减少对环境的影响。
智能制造:包钢引入智能制造技术,提高生产线的自动化水平。
5. 包钢的市场前景包钢作为中国重要的钢铁企业之一,具有良好的市场前景。
以下是包钢的市场前景分析:国内市场需求:随着国内经济的快速发展,钢铁产品的市场需求量持续增加。
政府支持:中国政府一直鼓励钢铁行业的技术升级和结构调整,对包钢的发展给予积极支持。
国际市场机遇:中国作为全球最大的钢铁生产和消费国,包钢有着广阔的国际市场机遇。
包头钢铁(集团)有限责任公司质量、环境、职业健康安全管理体系运行现状 2015-08—26 2015年08月3日—7日历时5天,国金恒信管理体系认证公司由审核部部长王恩亮任组长的13人审核组,对包头钢铁(集团)有限责任公司的质量、环境、职业健康安全管理体系进行了现场审核。
在双方的密切配合下,审核组圆满完成了预定的任务,公司的质量、环境、职业健康安全管理体系顺利通过现场认证审核. 2014年以来,包钢公司包钢积极主动适应经济新常态,以三体系运行为基础,以创全国质量奖为动力,全面提升管理水平.采用“模拟法人运行机制”和“产供销运研运用快速联动机制”,公司、二级单位层层传导市场压力,初步建立起快速响应市场的新型管理机制。
深化精益管理,全面推开精益车间创建活动,实施全流程的准时化拉动,稳定生产过程,提高过程效率;通过公司干部员工的努力,生产经营保持了稳定,管理体系运行符合性、适宜性、有效性得到了进一步提高。
公司重点抓了“三标一体化”管理体系的常态化和持续改进工作,促进管理体系有效性的不断提升.及时将无取向硅钢生产线、化检中心和招标中心纳入公司“三标一体化”管理体系,创新开展了受控部门自检为主、公司管理部门内审为辅的体系分级管理和控制模式。
公司“三标一体化”管理体系进行了分系统、分阶段的内部审核,内审重点关注体系管理目标、工序控制要求和实际控制水平的变化和提升,保持了较好的公司持续改进机制。
公司组织制(修)订了34个技术质量管理办法,强化质量责任考核、落实质量责任追究,修订完善了质量考核与质量责任追究相关制度;倡导“把事情一次做正确”的理念,树立“零缺陷”的意识,对质量指标评价体系进行了完善与改进,将指标分为考核指标与评价指标两大类进行管理,从原料到钢轧各工序都制定了一次合格率指标;大力开展技术质量攻关活动,突破影响经济技术指标和满足顾客要求的限制性环节和因素,促进产品质量的改进与经济技术指标的提升.原料系统在保证高炉稳定顺行、保证铁水质量满足炼钢需求的基础上,以稳定铁水P、S为重点开展原燃料质量攻关,钢轧系统继续围绕提升重点产品经济技术指标、降低非定尺率、稳定产品质量开展攻关, 2015年上半年攻关效益累计达4200多万元。
包钢股份投资价值报告—资源独特成长可期、包钢股份简况公司是由包头钢铁(集团)有限责任公司作为主发起人,联合其他家公司共同发起组建。
包头钢铁(集团)有限责任公司将其拥有的轧钢系统生产主体单位(包括轨梁、无缝、线材、带钢四个分厂)的经营性净资产投入股份公司,后经重组与集团公司实施资产置换,将线材厂和带钢厂出售给集团,并先后收购了集团公司二炼钢、薄板连铸连轧生产线和连轧管生产线。
目前公司生产热轧薄板、冷轧薄板、重轨、大型工槽钢、无缝钢管等产品,公司是目前全国钢铁企业中钢材产品品种最多的钢铁企业之一。
公司年月份在上海交易所上市,年月份公司发行亿元可转换债券,可转换债券募集资金投资建设冷轧薄板项目。
经公司申请,上海证券交易所核准,内蒙古包钢钢联股份有限公司决定自年月日起将公司股票简称由“钢联股份”变更为“包钢股份”。
目前公司总股本亿股,流通股亿股。
公司现有生产能力钢产量万吨,钢材万吨。
截至年月底,公司总资产亿元,净资产亿元,实现主营业务收入亿元,实现利润总额亿元,净利润亿元,净资产收益率。
、包钢股份股改方案包钢股份股改方案具体内容,参加本次股权分置改革的非流通股股东为获得所持股份的流通权而向流通股股东执行的对价安排为以下两种形式之一:(一)如果包钢股份满足权证上市的条件时,对价安排为"送股送权证"形式。
公司全体非流通股股东向本次方案实施股权登记日登记在册的流通股股东,按照每股流通股支付股股份。
包钢集团向本次方案实施股权登记日登记在册的流通股股东按每股无偿派发期限年,采用股票给付结算方式的份欧式认购权证和份欧式认沽权证。
其中,每份认购权证可以按元的价格,向包钢集团购买股包钢股份的股份;每份认沽权证可以按元的价格,向包钢集团出售股包钢股份的股份。
(二)如果包钢股份未能满足权证上市条件时,对价安排为"送股"形式。
公司全体非流通股股东向本次方案实施股权登记日登记在册的流通股股东按照每股流通股支付股股份。

推进廉洁文化“进岗位”筑牢拒腐防变思想防线作者:张亚东岑耀东来源:《实践·思想理论版》 2014年第4期文张亚东岑耀东企业廉洁文化是企业文化建设的重要组成部分,其核心内容是廉洁从业、爱岗敬业。
包头钢铁集团有限责任公司作为自治区命名的首批“全区企业廉洁文化建设示范点”,曾荣获全区反腐倡廉宣传教育工作先进单位、包头市反腐倡廉宣传教育工作标兵单位等称号。
近年来,包钢始终坚持以廉洁文化建设为抓手,筑牢拒腐防变思想防线,按照深入推进全公司廉洁文化“四进”,即“进头脑、进班子、进岗位、进企业价值观”的要求,结合各单位、各部门特点,丰富廉洁文化内涵,从认识、制度、活动等方面积极推进廉洁文化“进岗位”工作,着力加强廉洁文化“落地”,使廉洁文化渗入到岗位,提高了企业文化软实力。
一、推进廉洁文化“进岗位”的重要意义开展廉洁文化“进岗位”活动,深入研究企业廉洁文化理论,以点带面,挖掘总结企业廉洁文化建设的好思路、好做法、好经验,分析提出企业廉洁文化建设的基本构想,为推动公司实现从制度与文化相结合的反腐机制新跨越提供科学依据及方法借鉴。
(一)推进廉洁文化“进岗位”,是企业廉洁工作“落地”的具体体现。
大力加强廉洁文化建设,广泛传递廉洁知识、廉洁要求、廉洁理念等价值取向,有利于提高公司各级领导和广大职工的思想境界、文化素养和道德情操,通过发挥党组织在企业中的政治核心作用,弘扬党的优良传统和作风,用廉洁文化引导基层岗位人员特别是基层关键岗位人员遵纪守法、崇尚廉洁,保持和发展党的先进性,营造公司持续稳定发展的良好企业文化氛围。
(二)推进廉洁文化“进岗位”,是企业健康、持续、和谐发展的内在要求。
可以为企业的发展提供精神动力和文化支持,加强企业文化建设,凝聚人心和调动职工的积极性,焕发昂扬向上的朝气、一往无前的锐气、清廉节俭的正气,促进企业科学经营管理、和谐发展。
(三)推进廉洁文化“进岗位”,是实施企业战略目标、树立诚信负责任国有大企业形象、赢得市场和社会认可、促进企业全面进步的客观要求。

一、实习背景与目的2023年夏季,我有幸来到我国著名的钢铁企业——八钢集团进行为期一个月的实习。
八钢集团,全称包头钢铁集团有限责任公司,是我国重要的钢铁生产基地之一。
此次实习旨在让我深入了解钢铁行业的工作环境、生产工艺和企业管理,将所学理论知识与实际操作相结合,提高自己的专业素养和实践能力。
二、实习时间与地点实习时间为2023年7月1日至7月31日,实习地点为八钢集团炼铁厂。
三、实习内容与过程1. 参观学习实习初期,我参观了八钢集团的整体布局,了解了企业的历史、文化和发展现状。
随后,在炼铁厂技术部领导的带领下,我参观了高炉、烧结、焦化等生产车间,了解了各个车间的生产工艺和设备运行情况。
2. 跟班实习在跟班实习期间,我分别在高炉、烧结、焦化等车间进行了实习。
在高炉车间,我学习了高炉的操作流程、炉况诊断和事故处理方法;在烧结车间,我了解了烧结矿的生产工艺、设备维护和操作要点;在焦化车间,我学习了焦炭的生产工艺、焦炉操作和环保措施。
3. 参与生产在实习过程中,我有机会参与到实际生产中。
在高炉车间,我跟随师傅学习如何操作高炉,了解如何调整炉况、控制温度和流量;在烧结车间,我参与了烧结矿的配料、烧结和冷却过程;在焦化车间,我参与了焦炭的装炉、炼焦和出焦工作。
4. 学习交流实习期间,我积极参加八钢集团组织的各类培训和学习活动,与技术人员、管理人员进行交流,了解钢铁行业的最新技术和发展趋势。
四、实习体会与收获1. 专业知识与实践相结合通过实习,我将所学理论知识与实际生产相结合,加深了对钢铁生产工艺的理解,提高了自己的专业技能。
2. 培养团队协作精神在实习过程中,我学会了与同事协作,共同完成工作任务,培养了良好的团队协作精神。
3. 提高沟通能力在实习期间,我与技术人员、管理人员进行交流,提高了自己的沟通能力,学会了如何更好地表达自己的想法和意见。
4. 增强职业素养通过实习,我了解了钢铁行业的职业道德和职业规范,提高了自己的职业素养。

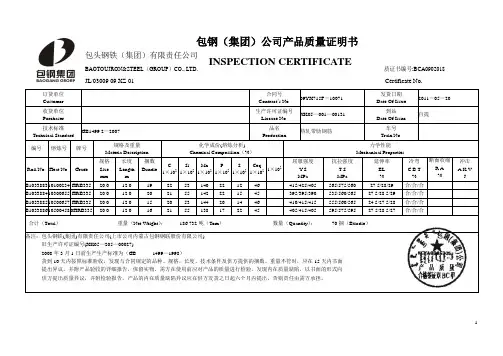
包钢(集团)公司产品质量证明书包头钢铁(集团)有限责任公司BAOTOUJRON&STEEL(GROUP)CO., LTD. 质证书编号:BCA0902018 JL/03009 09 XZ 01 Certificate No.订货单位Customcr合同号Contract’s No.09YX715F-10071发货日期Date Of Issue2011-05-20收货单位Purchaser 生产许可证编号Liccace No.XK05—001—00131到站Date Of Issnc自提技术标准Techuical Standard GB1499.2-2007品名Production热轧带肋钢筋车号Train No.编号熔炼号牌号规格及重量Materia Description化学成份(熔炼分析)Chemical Composilion(%)力学性能Mechanical PropcrtiesRoil No. Heat No. Grade 规格Sizemm长度Lengthm捆数BundleC1×102Si1×102Mn1×102P1×102S1×102Ceq1×1021×102屈服强度Y.SMPa抗拉强度T.SMPa延伸率EL%冷弯C.B.T%断面收缩R.A%冲击A.K.VJB1033883 10100234 HRB335 20.0 12.0 19 22 53 140 22 12 46 415/425/405 565/575/560 27.5/28/29 合/合/合B1033884 10300655 HRB335 20.0 12.0 20 21 55 142 22 15 45 395/395/390 535/560/565 27.5/28.5/29 合/合/合B1033885 10500657 HRB335 20.0 12.0 15 20 53 144 20 14 46 410/415/415 555/560/565 24.5/27.5/28 合/合/合B1033886 10500458 0HRB335 20.0 12.0 16 21 55 138 17 22 45 405/415/405 595/575/595 27.5/28.5/27 合/合/合合计(Total)重量(Net Weight):186.732吨(Tom)数量(Quantity):70捆(Btiudle)备注:包头钢铁(集团)有限责任公司(上市公司内蒙古包钢钢联股份有限公司)旧生产许可证编号(XK05—205—00027)2008年3月1日前生产生产标准为(GB 1499—1998)货到10天内按照标准验收,发现与合同规定的品种、规格、长度、技术条件及供方提供的捆数、重量不符时,应在15天内书面提出异议,并附产品验收的详细报告,保留实物。
一、前言为了深入了解我国钢铁工业的发展现状,增强对我国钢铁企业的认识,提高自身的实践能力和综合素质,我们一行人于2023年X月X日至X月X日前往包头钢铁(集团)有限责任公司(以下简称“包钢集团”)进行了为期一周的社会实践活动。
通过此次实践,我们对包钢集团的发展历程、企业文化、生产流程等方面有了更为深入的了解,同时也对我国钢铁工业的发展有了更为全面的把握。
二、包钢集团简介包钢集团成立于1954年,是我国重要的钢铁生产企业之一,也是内蒙古自治区最大的工业企业。
集团总部位于包头市,占地面积约12平方公里,员工总数超过4万人。
包钢集团主要从事钢铁冶炼、钢材加工、矿山开采、房地产开发等业务,产品涵盖了建筑钢材、板材、管材、金属制品等多个领域。
三、实践内容1. 参观企业历史展览馆在实践的第一天,我们参观了包钢集团的历史展览馆。
通过丰富的图片、实物和文字资料,我们了解了包钢集团从建厂初期到如今的发展历程,感受到了包钢集团在半个多世纪的时间里,如何从一个初具规模的小厂发展成为我国重要的钢铁生产企业。
2. 走进生产车间接下来,我们深入到包钢集团的生产车间,实地了解了钢铁的生产流程。
从铁矿石的采选、炼铁、炼钢到钢材的轧制,每个环节都离不开严谨的操作和先进的设备。
我们看到了工人师傅们辛勤工作的身影,也感受到了钢铁生产的严谨性和科学性。
3. 座谈交流在实践过程中,我们还与包钢集团的相关领导和员工进行了座谈交流。
他们向我们介绍了包钢集团的发展战略、企业文化以及未来的发展方向。
通过座谈,我们了解到包钢集团在科技创新、人才培养、环境保护等方面取得的显著成果。
4. 实地考察为了更加全面地了解包钢集团,我们还对集团旗下的矿山、炼铁厂、炼钢厂等进行了实地考察。
在矿山,我们看到了现代化的开采设备;在炼铁厂,我们见证了铁水从炉内流出的壮观景象;在炼钢厂,我们感受到了高温作业的艰辛。
四、实践感悟1. 科技创新是企业发展的动力通过此次实践,我们深刻认识到科技创新在企业发展中的重要性。
包头钢铁(集团)有限责任公司,简称包头钢铁、包钢,建于1954年,是1998年由包头钢铁公司(1954年筹建)改制成立的国有企业,。
公司总部位于内蒙古自治区包头市河西工业区,中心厂区占地面积36平方公里。
从事生产钢铁、稀土及冶金焦炭等产品。
公司总部设在中国内蒙古包头。
它是中国重要的钢铁生产基地和最大的稀土研究生产基地,也是内蒙古重要的支柱企业。
包钢已经进入我国千万吨级钢铁企业行列。
拥有世界一流水平的冷轧和热轧薄板及宽厚板、无缝钢管、重轨及大型材、线棒生产线,是我国三大钢轨生产基地之一、品种规格最齐全的无缝钢管生产基地之一、西北地区最大的薄板生产基地。
包钢稀土产业在国内外具有举足轻重的地位。
稀土氧化物总量占全国市场份额的40%以上,钕铁硼、负极粉、抛光粉等功能材料产能占全国市场份额20%以上,稀土金属镨钕占全国市场份额的30%。
拥有我国的权威稀土科研机构——包钢稀土研究院、“瑞科稀土冶金及功能材料国家工程中心”,曾为美国“发现航天飞机阿尔法磁谱仪、我国“神舟”飞船和“嫦娥一号”运载火箭提供重要磁性材料。
包钢白云鄂博矿是世界瞩目的铁、稀土等多元素共生矿,稀土储量居世界第一位,铌储量居世界第二位,独特的资源优势形成包钢以钢铁和稀土为主业的产业优势。
目前,包钢钢铁产业已形成一、二炼钢两大体系,板、管、轨、线四条生产线的格局,具备年产钢850万吨以上的能力,钢铁产品包括冷轧薄板、热轧薄板、无缝钢管、重轨及大型材、高速线材等63个品种1970个规格,是全国三大钢轨生产基地之一和品种规格较为齐全的无缝钢管生产基地。
稀土产业具备年产稀土精矿10万吨、稀土产品折氧化物5.5万吨以上的生产能力,主要产品包括稀土精矿、稀土化合物与稀土金属、钕铁硼永磁体、稀土抛光粉、储氢粉等53个品种155个规格,是全国最大的稀土生产、科研基地和重要的稀土信息中心,钕铁硼、负极粉、抛光粉等功能材料产能占全国市场份额的20%以上,稀土氧化物总量占全国市场份额的40%。
包钢百科名片稀土氧化物总量占全国市场份额的40%以上,钕铁硼、负极粉、抛光粉等功能材料产能占全国市场份额20%以上,稀土金属镨钕占全国市场份额的30%。
拥有我国的权威稀土科研机构——包钢稀土研究院、“瑞科稀土冶金及功能材料国家工程中心”,曾为美国发现号航天飞机阿尔法磁谱仪、我国“神舟”飞船运载火箭和“嫦娥一号”运载火箭提供重要磁性材料。
包钢始终致力于科技进步和自主创新CSP和高速钢轨领域的两项技术成果获国家科技进步二等奖。
是德国西马克公司亚洲第一家、世界第二家CSP技术培训基地,是意大利Pomini公司在中国唯一的磨床培训中心,薄板的生产、管理和无缝管生产技术等实现对国外输出。
包钢始终致力于提高品质和打造名牌热轧薄板、无缝钢管等产品通过国际权威机构认证,钢轨和无缝钢管被授予“中国名牌产品”称号,无缝钢管被国家质检总局确定为“免检产品”,“白云鄂博”牌稀土系列产品享誉国内外。
与宝钢签署战略联盟框架协议,不断加强与国内外原燃料供应商的战略伙伴关系。
产品销售网络遍布全国各地,在13个省市设有包钢的销售分公司或售后服务网点,在日本、美国等国家设有销售分支机构。
始终以高度的社会责任感节约资源、保护环境在行业内首家实现高炉全干法除尘,率先建设全国示范生态工业园区,被列为全国首批循环经济试点单位之一,在我国2007年首次评比的“中国能源绿色企业50佳”中,包钢位列第一。
秉承“坚韧不拔,超越自我”的企业精神“十一五”末计划实现销售收入和资产总值双百亿美元。
我们将坚持以结构调整为主线,实现由侧重规模向“精品+规模”发展的转变;坚持以开放合作为动力,实现由侧重自我滚动式发展向开放式发展的转变;坚持以科技和管理创新为支撑,实现由侧重硬件装备水平提升向注重硬件与“软实力”提升并重的转变;坚持以节能减排为重点,实现由初见成效向全面系统改进转变。
在我国由钢铁大国向钢铁强国转变的进程中,包钢愿以大草原特有的热情和开放结交四海朋友,共创美好未来。
mirror II2007-05-26 17:03 国内外部分钢厂中英文名称对照呵呵,整理了部分国内外钢厂的中英文名称,仅供参考,排名不分先后1. 安赛乐米塔尔钢铁公司Arcelor Mittal2. 新日铁公司Nippon Steel Corporation3. JFE钢公司JFE Steel Corporation4. 浦项钢铁公司Pohang Iron and Steel Corporation (POSCO)5. AK钢公司AK Steel Corporation6. 纽柯钢铁公司Nucor Corporation7. 美国钢公司United States Steel Corporation8. 阿勒格尼技术公司Allegheny Technologies Inc.9. 钢动态公司Steel Dynamics. Inc.10. Gerdau S.A. Company11. 蒂森克虏伯集团ThyssenKrupp Group12. 克鲁斯集团Corus Group13. 优劲不锈钢与合金公司Ugine Stainless & Alloys Inc.14. 奥托昆普不锈钢公司Outokumpu Stainless Steel Company15. 阿赛里诺克斯公司Acerinox S.A. Company16. 马格尼托哥尔斯克钢铁公司(俄马钢)Magnitogorsk Iron & Steel Works(MMK)17. 谢韦尔钢公司Severstal Joint-Stock Company18. Evraz集团Evraz Group19. 神户制钢公司Kobe Steel Ltd.20. 东京制钢公司Tokyo Steel Manufacturing Co. Ltd.21. 住友金属工业公司Sumitomo Metal Industries Ltd.22. 东国制钢公司Dongkok Steel Company23. 现代制钢公司Hyundai Steel Company24. 中国钢铁公司(台湾)China Steel Corporation25. 塔塔钢铁公司Tata Steel Co. Ltd.26. 印度钢铁管理局有限公司Steel Authority of India Limited (SAIL)27. 金达莱集团Jindal Organization28. 泰诺不锈钢公司Thainox Stainless Public Company Limited29. 哥伦布不锈钢公司Columbus Stainless (Pty) Ltd.30. BlueScope钢公司BlueScope Steel Limited31. 新利佩茨克钢铁股份有限公司(俄新钢)Novolipetsk Iron & Steel Corporation (NLMK)32. 新日铁住金不锈钢公司NSSC33. 日新制钢公司Nisshin Steel Corporation34. 乌塔姆镀锌钢公司Uttam Galva Steels Ltd.35. 伊斯帕特工业公司Ispat Industries Company36. 里瓦钢铁公司Ilva37. 俄罗斯联合冶金公司United Metallurgical Company (OMK)38. 史尼索钢铁工业有限公司Schnitzer Steel Industries, INC.39. 通用不锈钢和合金制品公司Universal Stainless & Alloy Products Inc.40. 东部制钢公司Dongbu Steel Companymirror II2007-05-26 17:041 首钢总公司Shougang2 天津钢管集团有限公司Tianjin Steel Pipes3 天津天钢集团有限公司Tianjin Steel4 天津天铁冶金集团有限公司Tianjin Tiantie Steel5 天津荣程联合钢铁集团有限公司Tianjin Rockcheck Steel Group6 唐山钢铁集团有限责任公司Tangshan Iron & Steel Group6-2 宣钢Xuanhua Steel6-3 承钢Chengde Steel7 邯郸钢铁集团有限责任公司Handan Iron & Steel Group7-1 舞阳钢铁有限责任公司Including: Wuyang Steel8 新兴铸管股份有限公司Xinxing Ductile Pipes9 石家庄钢铁有限责任公司Shijiazhuang Steel10 邢台钢铁有限责任公司Xingtai Steel11 唐山建龙实业有限公司Tangshan Jianlong Industrial Co.11-1 抚顺新钢铁有限责任公司Fushun Steel12 河北津西钢铁股份有限公司Hebei Jinxi Steel13 唐山国丰钢铁有限公司Tangshan Guofeng Steel14 德龙钢铁有限公司Delong Steel15 河北敬业企业集团Hebei Jingye Steel16 邯郸纵横钢铁集团有限公司Yandan Zonghe Steel17 河北东山冶金工业有限公司Hebei Dongshan Metallurgy Industry Co.18 河北普阳钢铁有限公司Hebei Puyang Steel19 太原钢铁(集团)有限公司Taiyuan Iron & Steel Group19-1 新临钢钢铁有限公司New Linfen Steel20 长治钢铁(集团)有限公司Changzhi Steel26 北台钢铁公司Beitai Steel27 东北特殊钢集团有限责任公司Dongbei Special Steel28 凌源钢铁集团有限责任公司Lingyuan Steel29 通化钢铁集团有限责任公司Tonghua Steel30 西林钢铁集团有限公司Xilin Steel31 宝钢集团有限公司Baoshan Iron & Steel Group31-1 宝山钢铁股份有限公司Baosteel Holding32 南京钢铁集团有限公司Nanjing Steel33 江苏沙钢集团Jiangsu Shagang33-1 淮钢Huaiyin Steel34 江阴兴澄特种钢铁有限公司Jiangyin Xingcheng Special Steel35 江苏苏钢集团有限公司Jiangsu Suzhou Steel36 江苏锡钢集团有限公司Jiangsu Wuxi Steel37 常州中天钢铁有限公司Changzhou Zenith Steel38 江苏永钢集团Jiangsu Yonggang39 江苏锡兴集团公司Jiangsu Xixing Steel40 杭州钢铁(集团)公司Hangzhou Steelmirror II2007-05-26 17:06 41 马钢(集团)控股有限公司Maanshan Iron & Steel Group41-1 马钢股份有限公司Magang Holding42 新余钢铁有限责任公司Xinyu Steel43 南昌钢铁有限责任公司Nanchang Steel44 萍乡钢铁有限责任公司Pingxiang Steel45 福建三钢(集团)有限责任公司Fujian Sanming Steel46 济南钢铁集团总公司Jinan Steel46-1 山东石横特钢集团有限公司Shandong Shiheng Special Steel47 莱芜钢铁集团有限公司Laiwu Steel48 青岛钢铁控股集团有限责任公司Qingdao Steel49 山东泰山钢铁集团有限责任公司Shandong Taishan Steel50 山东潍坊钢铁集团公司Shandong Weifang Steel51 安阳钢铁集团有限责任公司Anyang Steel52 河南济源钢铁(集团)有限公司Henan Jiyuan Steel53 武汉钢铁(集团)公司Wuhan Iron & Steel Group53-1 武汉钢铁股份有限公司Wuhan Steel Holding53-2 武钢集团鄂城钢铁有限责任公司Echeng Steel54 湖北新冶钢有限公司Hubei Xinye Steel55 湖南华菱钢铁集团有限责任公司Hunan Valin Group55-1 湘潭钢铁集团有限公司Xiangtan Steel55-2 涟源钢铁集团有限公司Lianyuan Steel55-3 湖南衡阳钢管(集团)有限公司Hunan Hengyang Steel Pipe56 冷水江钢铁总厂Lengshuijiang Iron & Steel Plant57 广州钢铁企业集团有限公司Guangzhou Steel58 广东韶关钢铁集团有限公司Guangdong Shaoguan Steel59 广西柳州钢铁(集团)公司Guangxi Liuzhou Steel60 重庆钢铁(集团)有限责任公司Chongqing Steel60-1 东华特殊钢有限责任公司Donghua Special Steelmirror II2007-05-26 17:07 61 攀枝花钢铁(集团)公司Panzhihua Steel61-1 攀钢集团有限责任公司Panzhihua Steel61-2 攀钢集团成都钢铁有限责任公司Chengdu Steel61-3 攀钢集团四川长城特殊钢有限责任公司Sichuan Changcheng Special Steel62 四川川威钢铁集团有限公司Sichuan Chuanwei Steel63 四川达州钢铁集团有限责任公司Sichuan Dazhou Steel64 水城钢铁(集团)有限责任公司Shuicheng Steel65 贵阳特殊钢有限责任公司Guiyang Special Steel66 昆明钢铁集团有限责任公司Kunming Steel67 陕西略阳钢铁有限责任公司Shanxi Lueyang Steel68 陕西龙门钢铁(集团)有限责任公司Shanxi Longmen Steel69 酒泉钢铁(集团)有限责任公司Jiuquan Steel70 西宁特殊钢集团有限责任公司Xining Special Steel71 新疆八一钢铁集团有限责任公司Xinjiang Bayi Steel72 营口中板厂Yingkou Medium Plate Plant。
芜湖新兴铸管有限公司
三山工业区轧钢高线工程
轧线导卫订货单
芜湖新兴铸管有限责任公司
2011年12月
编制:审核:会签:批准:
一、工程概况
1. 建设规模
本车间建设规模为年产120万吨合格光面高速线材。
车间同跨内平行布置A、B两条高速线材生产线,其中A线:55万吨/年,B线:65万吨/年。
2. 产品方案
(1)钢种:
A线:低合金钢、碳素结构钢、优质碳素结构钢、焊条钢等。
B线:优质碳素结构钢、碳素结构钢、焊条钢、冷镦钢、易切削钢、弹簧钢、轴承钢等。
(2)产品规格:A线:∅5.5~20mm光面高速线材;B线:∅5.0~22mm光面高速线材。
盘卷外径:∅1250mm;盘卷内径:∅850mm;
盘卷重量:2500kg;盘卷高度:1700~2000mm(压紧)。
3. 坯料
连铸坯规格为:180mm×180mm×10000mm,单重2527kg。
二、供货设备组成:
1.粗轧机组导卫
位置:在粗轧机组各机架的入口和出口处。
组成:由入口导卫、出口导卫、导卫盒等组成。
供货范围:A、B线粗轧机的入、出口导卫均为导卫厂家设计供货。
2.中轧机组导卫
位置:在中轧机组各机架的入口和出口处。
组成:由入口导卫、出口导卫、导卫盒等组成。
供货范围:A、B线中轧机的入、出口导卫均为导卫厂家设计供货。
3.预精轧机组导卫
位置:在预精轧机组各机架的入口和出口处。
组成:由入口导卫、出口导卫、导卫盒等组成。
供货范围:A、B线预精轧机的入、出口导卫,均为导卫厂家设计供货。
4、精轧机组导卫
位置:在精轧机组各机架的入口和出口处
供货范围:A、B线精轧机轧机的入、出口导卫,均为导卫厂家设计供货。
5、减定径机导卫
位置:在减定径机机组各机架的入口和出口处
供货范围:B线减定径机机组轧机的入、出口导卫均为导卫厂家设计供货。
6、夹送辊进出口导卫
位置: A线吐丝机前夹送辊入、出口;B线精轧机前夹送辊入、出口导卫装置;B线吐丝机前夹送辊入、出口导卫装置
7、A、B两线所有规格的空过架次的导管
8、提供导卫在线安装对中装置、导卫离线调整装置的使用方法。
三、设备配置:
导卫制造厂向业主提供A线∅5.5~20mm,B线∅5.0~22mm线材导卫,线材的导卫配置表详见附表(初步配置)。
其他规格产品的导卫根据孔型系统图配置(相同机架导卫型式形同,仅根据孔型不同导辊、导板等易损件不同)。
供导卫招标用孔型系统图见附件
交货要求如下:
1.导卫设备材质要求如下:
•导辊材质:Cr12MoV(或以上材质)
•导板材质:粗中轧区ZG50CrMoV(或以上材质)、精轧区ZG2Cr13(或以上材质)
•粗中轧(2、4、6、8、10)导卫轴承采用人本轴承,预精轧、精轧导卫(17以后)轴承采用SKF轴承。
2.导卫设备润滑要求如下:
粗轧、中轧、预精轧滚动导卫均采用油气润滑
3.导卫设备交货时应在每件设备上铸上标记,导卫易损件应铸有相应标记,
导卫外表层应涂有面漆。
并提供相应的验货清单。
四、导卫装置的设计要求:
1、正确设计导卫装置的形状和尺寸,保证导卫作用的正常实现;
2、确定合理的结构和外形尺寸,使其安装拆卸简便,定位准确,固定可靠,
在使用中不移动、不变形,并且调整灵活;
3、根据使用部位选择合适的材质,达到耐磨、长寿命、低消耗、低成本的
目的;
4、尽量采用通用件和标准件,具有良好的共用性,减少备件储备量;
5、滚动导卫均采用油气润滑方式,设计制造时要适应油气润滑特点。
确保
油路通畅,设计合理。
6、导卫厂家必须具有良好的工艺整合能力,负责对全线工艺进行整合。
7、滑动导卫一次轧制量达到150000吨以上,粗中轧滚动导卫一次轧制量达
到250000吨以上,预精轧精轧滚动导卫一次轧制量达到80000吨以上。
8、导轮一次轧制量要求:粗轧达到25000吨以上,中轧达到20000吨以上,
预精轧精轧达到6500吨以上。
9、粗中轧导卫和高速区导卫应分开报价。
厂家须提供每个规格每一项导卫
及备件的分项报价。
10、采取合理的冷却方式。
五、资料交付:
甲方须向导卫制造厂提供如下技术资料:
1.轧机布置图。
(合同签订后一周内)
2.粗中轧各规格轧机导卫横梁的接口尺寸图纸。
(合同签订后一周内)
3.供导卫招标用孔型系统图。
(见导卫招标文件附图)
4.所有规格产品的孔型图和轧件尺寸表。
(合同签订后一周内)
5.粗中轧机轧辊图
6.预精轧导卫安装资料图
7.精轧机导卫接口图
8.夹送辊导卫接口图(一份)
9.辊环图
导卫制造厂须向业主方提供如下技术资料:
1.所有规格产品的导卫配置表(含空过导管)。
2.供货的轧机导卫装配图(可供导卫招标使用)和易损件图,图纸形式为
CAD电子版,文字版一式二份交付业主。
3.所有规格产品配辊所需的导卫资料(主要是粗、中轧机、预精轧机组前2
架的导卫半宽)。
资料交付时间为:合同签订后1周内。
4.需提供导卫使用的水及油气的接点位置、数量和接口尺寸资料。
资料交付
时间为:合同签订后1周内。
附表2:芜湖高线B线导卫配置表
附件1 A线粗中轧、预精轧孔型系统图
附件2 A线精轧孔型系统图
10
附件3 B线粗中轧、预精轧孔型系统图
11
附件4 B线精轧孔型系统图
12。