锅炉再热器安装作业指导书
- 格式:doc
- 大小:266.50 KB
- 文档页数:16

(#5炉锅炉再热器组合安装)工程作业指导书审批表再热器组合安装作业指导书1、项目工程概况及工程量国电双鸭山电厂三期2×600MW机组工程#5锅是哈尔滨锅炉厂有限公司根据英国MITSUI BABCOCK公司技术设计、制造的,本期工程装设两台600MW燃煤发电机组,锅炉为超临界压力、循环泵式启动系统、前后墙对冲低NOx轴向旋流燃烧器、一次中间再热、单炉膛平衡通风、固态排渣、全钢构架的变压本生直流炉。
锅炉最大连续蒸发量1900t/h,过热蒸汽出口温度为571℃,再热器蒸汽出口温度为569℃,给水温度为283.8℃。
锅炉型号为HG-1900/25.4-YM3。
锅炉采用全钢结构构架,高强螺栓连接,连接件接触面采用喷沙处理工艺,提高了连接结合面的摩擦系数。
锅炉呈“п”型布置方式,设计有固定的膨胀中心,受热面采用全悬吊结构,炉膛上部布置有屏式过热器、末级过热器、末级再热器。
尾部为双烟道,前烟道布置有低温再热器和省煤器,后烟道布置有低温过热器和省煤器,水平低温过热器和再热器采用水冷吊挂结构。
后烟道下布置有两台三分仓再生式回转空气预热器。
锅炉炉膛断面尺寸为22187.3mm×15632.3mm,炉膛46659mm标高一下采用螺旋水冷壁,上部为垂直膜式水冷壁。
启动循环系统选用一台循环泵,锅炉在启动和停炉工况低于本生负荷时需投入循环泵。
顶部受热面各部分间采用大口径连接管连接。
锅炉采用单炉膛,前后墙对冲布置低NOx轴向旋流燃烧器。
共三层三十只,配有六台中速磨煤机,OFA燃尽风喷嘴布置在燃烧器上方,前后墙共十支,采用二级高能点火系统,每台燃烧器配有一只油枪,油枪采用机械雾化喷嘴,点火枪和油枪均为可伸缩式,油枪最大出力按30%B-MCR工况设计。
炉膛调温方式,过热蒸汽主要靠调节煤水比和一、二级喷水减温器调温。
再热蒸汽主要靠烟气挡板调温,在再热器进口导管上装有两只喷水减温,主要作事故喷水用。
锅炉配有炉膛安全监视系统(FSSS),炉膛火焰电视监视装置,启动循环控制系统及吹灰程控装置等,自动化水平较高。

1、工程概况新疆建设兵团农一师阿拉尔盛源热电厂2*350MW 超临界空冷机组,锅炉型号:SG-1181-M4430,最大连续蒸发量1181t/h,为超临界变压运行螺旋管圈直流炉,单炉膛、一次再热、采用四角切圆燃烧方式、平衡通风、紧身封闭、固态排渣、全钢结构、全悬吊结构Ⅱ型锅炉。
再热器安装属于重要施工项目,再热器分为低温再热器和末级再热器两部分。
从汽机高压缸排气口排出的蒸汽进入低温再热蒸汽进口联想,经低温再热器进口过渡段、低温再热器水平蛇形管屏、低温再热器出口过渡段进入低温再热器出口联箱,再经联络管汇集到末级再热器进口集箱,经末级再热器管束进入末级再热器出口联箱。
低温再热器布置在后烟井上部,由低再进口过渡段、低再水平蛇形管组和低再出口过渡段组成。
低再蛇形管组分为水平上下管组,共90组,每组管屏间距为324mm,垂直段管组共布置45排;末级再热器布置在水冷壁后墙垂帘管前部,水冷壁折焰角上部,由末级再热器进出口集箱、末级再热器管屏及集箱散管组成,共27排,管屏安装间距540mm,与侧墙间隙432.省煤器布置在后烟井下部,由下向上分为省煤器进口集箱、下部蛇形管管系、上部蛇形管管系、省煤器中间集箱、省煤器悬吊管、省煤器出口集箱。
其中上、下级蛇形管管系均采用为ф48*7.5管材质SA-210C,省煤器悬吊管采用ф70*12,共135根。
上、下级蛇形管系各137片,管屏间距为96mm.省煤器下部管屏与上部管屏、上部管屏与中间集箱均通过吊板连接,吊挂形式为8片管屏支吊和7片管屏支吊。
省煤器中间集箱通过省煤器悬吊管与出口集箱连接,同时省煤器出口集箱与省煤器悬吊管通过单独的吊挂装置生根在顶板梁。
省煤器进口集箱由生根在省煤器灰斗上的支撑装置固定。
再热器主要工程量序号设备型号型号规格材质数量重量(Kg)标高焊口1 低再进口过渡段Ф63.5*4 SA-210C 450根6706 组合450高空4502 低再水平管组下级Ф63.5*6 SA-210C/115CrMoG45组144879组合450 Ф63.5*43 低再水平管组上级Ф63.5*6Ф63.5*415CrMoG/12CrMoV45组146183 组合4504 低再出口过渡段Ф60*4Ф60*4SA213-T9112Cr1MoVG90组31653 高空180高空2707 低再进口集箱Ф457*22L=17704SA106-C 1 4523 434008 低再出口过集箱Ф610*30L=1465412Cr1MoVG1 6576 646609 末级再热器进口管段фФ60*4Ф70*512Cr1MoVG45根5601 高空91010 末级再热器Ф60*4 多种材质27片61847 高空40511 末级再热器出口管段Ф70*5Ф54*4.5ф51*4.5ф44.5*4.5Ф48*4.5SA-213T91405根4572 高空40512 末级再热器进口集箱Ф508*30L=1530412Cr1MoV1 5412 64520 高空40513 末级再热器出口集箱Ф559*35L=19704SA—335P911 8912 6465014 低温再热器进口集箱悬吊管Ф54*9 15CrMoG 60 4689省煤器主要工程量序号设备名称型号规格材质数量重量标高焊口1 省煤器进口短管Ф48*7.5 SA-210C 411根4622 高空4112 省煤器蛇形管下组Ф48*7.5 SA-210C 137片372530.2 4113 省煤器蛇形管上组Ф48*7.5 SA-210C 137片367908.5 4114 省煤器悬吊管Ф70*12 SA-210C 135根38823 4055 省煤器防磨装置6 省煤器防震隔板1套102537 省煤器进口集箱Ф508*80L=16025SA-106C 1只14333 33340 高空4118 省煤器中间集箱I Ф273*60L=14670SA-106C 1只5095 42530 高空焊口137+459 省煤器中间集箱ⅡФ273*60L=14670SA-106C 1只5095 42530 高空焊口137+4510 省煤器中间集箱ⅢФ273*60L=14670SA-106C 1只5095 42530 高空焊口137+4511 省煤器中出口集箱Ф324*50L=14904SA-106C 1只5283 50160 高空135只省煤器特殊设备(根据集箱和设备尺寸组合)省煤器蛇形管组组件尺寸:11900*14904 数量:137件单件重量:7128Kg吊装最大件省煤器进口集箱重量14.333t, 规格为Ф508*80 L=16025再热器特殊设备(根据集箱和设备尺寸组合)序号组件名称几何尺寸数量总重量1 低再水平段管屏9300*14418 45 2912722 末级再热器管屏13896*2436 27 618573 低再进口集箱177048457 1 45234 低再出口集箱14654*610 1 65765 末再进口集箱15304*30 1 113336 末再出口集箱19704*559 1 14775再热器吊装特殊设备低温再热器单组最大重量即最大起吊重量为6450Kg,末级再热器单片管屏重量为2291Kg,末级再热器出口集箱14775Kg.工程特点省煤器及再热器安装质量要求高,施工面广,投入人力、物力多;各专业工种配合作业多,施工周期长、机具使用多;高空立体作业交叉多、危险性大,自然条件如大风、大雾、雷雨、霜冻等天气影响多,高峰期施工人员多,安群管理难度大。
锅炉再热器安装作业指导书目录1.编制依据 (3)2.目的和适用范围 (3)2.1目的 (3)2.2适用范围 (3)3.施工范围及工作量 (3)4.资源配置 (4)4.1施工人员的要求: (4)4.2所需机工具及设备 (4)5.施工程序和施工方法 (5)5.1应具备的条件 (5)5.2施工流程图: (6)5.3施工方法 (7)6.质量标准及控制 (8)7.安全要求和注意事项 (8)1.编制依据1.1锅炉厂再热器图纸及安装说明书1.2《火电施工质量检验及评定标准》锅炉篇1.3《电力建设施工质量及验收技术规范》锅炉机组篇电力行业标准1996-01-04发布1.4 《电力建设安全工作规程》火力发电厂部分电力行业标准1996-02-21 发布2.目的和适用范围2.1目的规定再热器的安装工艺和质量要求,以指导再热器的安装工作,并说明了必配的机工具及应注意的安全事项。
2.2适用范围本作业指导书适用于工程项目的锅炉再热器系统的安装。
3.施工范围及工作量本工程为2X325MW电厂工程,锅炉为锅炉厂生产的两台1197t/h亚临界压力控制循环、微正压燃烧油/气锅炉。
再热器系统由低温再热器、高温再过热器组成。
高温再热器布置在炉膛上部(顶部过热器下方、高温过热器上方),由112片蛇行管束组成,管子规格为直径57×4,材质为SA210-A1,由12Cr1MoVG、SA-213 T91两种合金钢材质的管子拼接而成,现场安装焊缝为12Cr1MoVG。
低温再热器布置在后烟井上部(顶棚过热器下方、省煤器上方),由112片蛇行管组成,管子规格为直径63×4,材质为12Cr1MoVG。
再热器系统的流程为经汽机中压缸排出的蒸汽先进入低温再热器升温升压,再经过高温再热器升温升压,最后进入汽机低压缸。
5.2施工流程图:再热器安装流程图省煤器安装流程图5.3施工方法5.3.1再热器集箱划线,以管接座平面为基准,找出其最高点,并以筒体周长的四分之一弧长划出中心线,以铳眼示出,并用黄油漆作出标识。
目录1.依据图纸、文件、标准 (2)2.工程概况及特点 (2)3.主要焊接工作量 (3)4.施工进度计划 (3)5.焊接施工作业条件 (3)6.劳动力计划 (4)7.机工具配备 (4)8.焊接材料配置 (4)9.焊前准备及要求 (4)10.施工工序关键控制点 (6)11.操作工艺流程图 (6)12.焊接作业程序、方法 (6)13.质量验收标准 (9)14.安全文明管理 (10)15.附表 (11)锅炉再热器系统管道焊接1.依据图纸、文件、标准1.1.《火力发电厂焊接技术规程》(DL/T869-2004)。
1.2.《火电施工质量检验及评定标准》(焊接篇 1996版)。
1.3.《电力建设施工及验收技术规范》(锅炉机组篇 DL/T5047-95)。
1.4.《火电施工质量检验及评定标准》(锅炉篇 1996版)。
1.5.《火电施工质量检验及评定标准》(管道篇 2000版)。
1.6.有关上海锅炉厂提供的锅炉安装图纸等。
1.7.《电力建设安全健康与环境管理工作规定》(2002-01-21实施)。
1.8.《电力建设安全工作规程》(火力发电厂部分DL5009.1-2002)。
1.9.焊接工艺评定。
1.10.焊接施工组织设计。
2.工程概况及特点再热器系统焊接包括包括了低温再热器小径管焊接,高温再热器小径管焊接、低温再热器至高温再热器大径管焊接。
再热器系统管道焊口材质有SA210-C、12Cr1MoV、15CrMoG 、15CrMoG /SA210-C、15CrMoG/12Cr1MoVG等钢种。
管壁厚度δ≥6mm 的焊口采用TIG/SMAW焊接;管壁厚度δ<6mm的焊口采用TIG焊接方法。
再热器管焊接主要为排管焊接,且施焊位置相对困难,难度系数较大,是焊接施工中的重点。
再热器系统管道焊口热处理工作主要是合金小径管的焊前预热、合金中、大径管焊前预热及焊后热处理。
具体参见:“热处理作业指导书”。
3.主要焊接工作量再热器系统焊接工程量统计4.施工进度计划再热器系统焊接施工进度根据锅炉项目施工进度安排,主要协调好焊工和钳工的工作安排,配合跟踪受热面班进行施工,必须保证钳工施工进度。
工程名称热电厂2×330MW新建工程单位工程锅炉本体安装分部工程#2机组再热器安装分项工程工程编号1-12施工内容及工程量1 施工内容1.1 再热器管排及附件清点、尺寸复查、通球试验。
1.2 壁式再热器管排地面组合。
1.3 中温再热器管组安装。
1.4 高温再热器管组安装。
1.5 再热器连接管安装。
1.6 再热器减温器安装。
1.7 再热器附件安装。
1.8 整体验收。
2 工程量总重量:230.31吨(包括再热器集箱及再热器减温器);组合、安装焊口3240个。
施工依据1 东方锅炉股份有限公司提供的再热器安装图纸2.热电厂#2机组安装工程的《锅炉专业施工组织设计》3.《电力建设安全工作规程》(火力发电厂部分) DL5009.1-20024.《电力建设施工及验收技术规范》(锅炉机组篇) DL/T5047-955.《火电建设施工质量验收及评价规程》(锅炉部分)DL/T5210.2-2009施工准备1 施工人员熟悉施工图纸,参加技术交底。
2 施工人员根据图纸及发货清单对设备进行清点、编号、倒运,仔细检查设备有无损伤及缺件,发现设备缺陷及时上报处理,并做好每一项相关环节的施工记录。
3 受热面组合场地组合支架制作完毕,并经验收合格。
4 参与受热面吊装的施工机具经检查完好,能满足施工要求,所有吊装索具、吊具,施工工器具均已准备就序。
5 锅炉设备合金部件均经光谱检查,与设计相符,受热面的光谱分析、通球试验在吊装前必须完成。
6 施工人员熟悉、领会作业指导书内容,对施工技术要领、质量控制点、安全技术要求等做到心中有数。
7 现场电源已接通,现场照明充足。
8 钳工用工具:割炬、皮带、盘尺、钢板尺、安全电源盘、榔头、玻璃管水平仪、铁水平、电动工具等配置齐全。
9 施工人员安全防护用品配置齐全。
中间工序交接1 设备到货齐全,检查无缺陷。
2 现场起吊设施能满足施工要求。
3 组合场地平整,无积水现象。
4 炉顶吊挂装置安装、验收完毕。
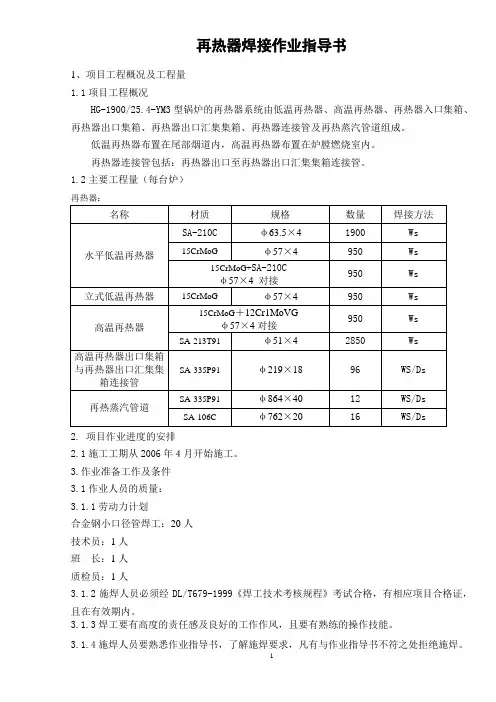
再热器焊接作业指导书1、项目工程概况及工程量1.1项目工程概况HG-1900/25.4-YM3型锅炉的再热器系统由低温再热器、高温再热器、再热器入口集箱、再热器出口集箱、再热器出口汇集集箱、再热器连接管及再热蒸汽管道组成。
低温再热器布置在尾部烟道内,高温再热器布置在炉膛燃烧室内。
再热器连接管包括:再热器出口至再热器出口汇集集箱连接管。
1.2主要工程量(每台炉)再热器:2. 项目作业进度的安排2.1施工工期从2006年4月开始施工。
3.作业准备工作及条件3.1作业人员的质量:3.1.1劳动力计划合金钢小口径管焊工:20人技术员:1人班长:1人质检员:1人3.1.2施焊人员必须经DL/T679-1999《焊工技术考核规程》考试合格,有相应项目合格证,且在有效期内。
3.1.3焊工要有高度的责任感及良好的工作作风,且要有熟练的操作技能。
3.1.4施焊人员要熟悉作业指导书,了解施焊要求,凡有与作业指导书不符之处拒绝施焊。
3.1.5焊接技术员在开工前要及时交底,使焊工了解焊接方法及工艺要求,且要及时解决现场发生的技术问题。
3.1.6焊接质检员要持证上岗,要经常深入施工现场,严把质量关,督促焊工做好自检工作及自身的二级检查工作。
3.1.7焊接检验及热处理人员要有相应专业的有效合格证书,才能进行相应的焊接检验及热处理工作。
3.2作业机械、工具、仪器、仪表的要求3.2.1工机具计划:3.2.2电焊机要性能良好、运转正常,电焊机的电流表、电压表要检验合格,接地装置良好。
3.2.3电焊机要集中布置,焊机的二次线要连接牢固,统一布置,走线规范。
3.2.4氩气表检验合格,氩弧焊把及氩气带无泄露,氩气带内部要保持干燥不能受潮。
氩弧焊枪导电端接触良好,氩气压力正常,气流畅通。
3.2.5电焊带应无裸漏之处,如有损坏要用黑胶布包好或更换新的。
3.2.6电焊机要有防护棚,保证其工作环境良好,保证焊接工作正常进行。
3.2.7电焊把钳随焊工习惯选用。
西北电力建设第一工程公司NO.1 ENGINEERING COMPANY OF NORTHWEST POWER CONSTRUCTION洛阳万基发电有限公司2×300MW 热电联产机组工程#5机组作业指导书文件编号:LYWJ5--ZY--GL—011名称:#5炉再热器组合安装编制:审核:批准:西北电力建设第一工程公司新安项目部#5再热器组合安装作业指导书 LYWJ5-ZY-GL-011 1编制依据1.1哈尔滨锅炉厂墙式再热器图纸、屏式再热器图纸、末级再热器图纸以及管件支撑与密封图纸。
1.2《电力建设施工及验收技术规范》(锅炉篇)DL/T5047-95。
1.3《电力建设施工质量检验及评定标准》(锅炉篇)1996版。
1.4《电力建设安全工作规程》(火电部分)DL/5009.1-2002。
1.5《工程建设标准强制性条文》(电力工程部分2006版)1.6《河南万基铝业有限公司2×330MW锅炉说明书第Ⅷ卷》(锅炉安装2009年四月)2,工作概况及工作量洛阳万基发电有限公司2×300MW 热电联产机组工程#5机组,锅炉岛为哈尔滨锅炉有限责任公司生产的HG-1198/17.4-YM1型亚临界参数、中间再热、四角切圆燃烧、固态排渣、全钢结构的自然循环燃煤锅炉。
受热面采用悬吊式结构。
再热器按流程可分为墙式再热器-屏式再热器-末级再热器;墙式再热器布置前、左和右两侧水冷壁上部组件上,且已和水冷壁上部组件组合出厂;屏式再热器布置在炉膛出口后墙水冷壁折烟角上部;末级再热器布置在后墙水冷壁悬吊管和排管之间。
安装方式:墙式再热器随水冷壁上部组件一起安装,屏式和末级再热器在地面和炉顶支撑装置组合成筐吊装与吊杆连接就位。
屏式再热器出口与末级再热器入口是由480根再热器交叉管连接的。
吊装管屏前需提前临放屏式再热器入口集箱与末级再热器出口集箱。
工作量:再热器安装工作量附表53作业必备条件3.1人员配备:钳工6人、焊工4人、起重工3人、架子工4人;参加施工人员的资格和要求:施工人员应具有一定受热面安装经验,经现场三级安全教育,并考试合格;经医生诊断患有精神病、高血压等疾病者,不得进行吊装作业。
目录1. 工程概况1.1工程(系统或设备)概况1.2工程量和工期2. 编制依据3. 作业前的条件和准备3.1技术准备3.2作业人员3.3作业工机具3.4材料和设备3.5安全器具3.6工序交接3.7其它4. 作业程序、方法4.1 施工方案4.2 施工工艺流程4.3 施工方法及要求5. 质量控制点的设置和质量通病预防5.1质量目标5.2 质量通病预防5.3 作业过程中对控制点的设置5.4 质量标准及要求6. 作业的安全要求和环境条件6.1作业的安全危害因素辨识和控制6.2环境条件7. 附录(包括记录表样、附表、附图等)末级再热器组合、安装作业指导书要点1. 工程概况及工程量1.1工程(系统或设备)概况简明扼要的将本项目所包含的作业项目和施工范围,设备的结构特点和布置,设备的供货情况,组件划分情况,以及作业环境和施工机械的配置等情况进行介绍。
1.2工程量和工期1.2.1 工程量描述本项工作中都包含哪些设备和系统,并依据厂家图纸及设备清单,列出施工范围内主要设备的名称、规格、外形尺寸、重量(单件或组件)、材料的种类、数量等相关技术数据。
设备统计表1.2.2 施工工期本内容为完成此项工作所需的绝对施工工期。
从设备清点、检查开始,到组合、安装、验收结束至计算工期。
2. 编制依据目的:说明本项目作业指导书是根据哪些文件、规定和要求编制的。
3. 作业前的条件和准备3.1技术准备施工技术准备应包含:施工图纸会审、施工方案的确定审批、施工措施的设计审批、施工材料设备预算编制、外委外购件的委托、作业指导书编制、施工技术交底、上道工序具备的技术条件等,以及其他相关的技术准备工作。
针对施工具体情况提出要求和达到的标准。
3.2作业人员3.2.1 作业人员配置、资格表中各类作业人员的工种、数量、资质,应根据项目的作业内容、工作量大小、工期、作业难度等条件进行相应的配置。
3.2.2 作业人员职责分工和权限3.3作业工机具施工作业工机具统计表根据施工内容的需要进行工器具的配置。
1、施工范围东方锅炉厂生产的锅炉低温再热器布置在后竖井尾部前侧烟道内,二、三、四级管组主要悬挂在前包墙和中隔墙上,一级管组悬挂在前包墙和中隔墙下集箱上。
低温再热器分水平段和垂直出口段,为顺列布置,蒸汽与烟气逆流换热。
水平段共四级,有6根管子绕成,共274排,管排横向节距114.3;垂直段管排由水平段的两排管合成一排管,起降低烟速、减少磨损作用,管子Ф50.8×4.5 mm、SA-213T23,横向节距228.6mm,共137排,水平管组边缘管距中隔墙、前墙管中心间隙为71.7mm,距左右墙管中心间隙为111.6mm。
二、三、四级管组一排一共有12个挂勾,考虑到空中就位难度较大,地面只将二、三、四及管组组合成整体、274排,单片吊装;一级管组两排为一组,共137组,单组吊装。
吊装时先就位一级管组,形成平台后,再进行二、三、四级管组的整片吊装。
低再垂直段待出口集箱就位并找正固定后,采用散件吊装。
2、编制依据2.1施工图号2.1.1低温再热器一级管组14S22112.1.2低温再热器一级管组14S22122.1.3低温再热器一级管组14S22132.1.4低温再热器一级管组14S22142.1.5低温再热器垂直段14S22152.1.6沁北工程《锅炉专业施工组织设计》2.2标准规范2.2.1《电力建设施工及验收技术规范》锅炉机组篇1996年版2.2.2《火力发电厂焊接技术规程》 DL/T869-2004版2.2.3《电力施工质量验收及评价规程》(锅炉机组)DL/T 5210-20092.2.4《电力建设安全工作规程》火力发电厂部分2002年版2.2.5《电力建设安全健康与环境管理工作规定》2002年版2.2.6工程建设标准强制性条文( 电力工程部分)2006年版3、施工准备3.1 材料设备3.1.1 低温再热器、集箱、散管和附件等设备清点结束,到货齐全。
3.1.2 组合架搭设所需材料槽钢 [14 730m角钢∠50×50×5 230m钢板δ=10mm 18m2螺纹钢ф10 200m3.2施工机械3.2.1 FZQ2400型附臂吊 1台3.2.2 履带吊 50t 1台3.2.3 龙门吊 40T 1台3.2.4 CD1型电动葫芦 20t 1台3.2.5 空压机 1台3.2.6 平板运输车 20t 2辆3.3 技术资料3.3.1 锅炉厂所供图纸及说明书3.3.2 低温再热器组合架图3.3.3 低温再热器组合、安装作业指导书3.3.4 厂家设计变更单及甲方技术核定单3.3.5 有关验评及规范表格3.3.6 技术交底记录3.3.7 通球记录及签证3.3.8计量器具应经过校验合格,在有效期内,并经过报审3.3.9特种作业人员岗位资格证书报审3.4计量器具及特殊工具3.4.1 盘尺 50m 1件3.4.2 弹簧称 15kg 2件2河南第二火电建设公司华能沁北电厂三期工程#6机组3.4.3 玻璃管水平仪 50m 1套3.4.4 铁水平尺 L=400mm 2件3.4.5 游标卡尺 L=250mm 1件3.4.6 钢板尺 L=150mm 3件3.4.7 钢卷尺 L=5m 4件3.4.8 倒链 2T 10台10T 10台3.4.9 角向磨光机ф100 10台3.4.10 电磨头机 10台3.4.11 火焊切割工具 8套4、施工工序4.1流程第3页,共18页4.2工序方法4.2.1施工准备:4.2.1.1施工前,应分配好施工人员和管理人员,应分工明确,组织合理;4.2.1.2施工前,技术人员应组织全体施工人员认真学习图纸及《低温再热器组合安装作业指导书》,并进行技术交底和安全交底,应着重熟悉图纸上的细节要求和施工工艺,以免施工过程中出现失误,造成窝工返工;4.2.1.3设备到达现场后,先查明包装箱代号,再进行整理取出,以防弄乱(开箱检验时首先会同甲方、供应科等相关人员对设备进行检查。
再热器焊接施工作业指导书1、工程概况XX电厂三期2×600MW级工程#5机组为AA股份有限公司生产的DG2100/25.4-II2型复合变压运行的超临界本生直流锅炉,一次再热、单炉膛、尾部双烟道结构、采用烟气挡板调节再热汽温,固态排渣,全钢构架、全悬吊结构, 平衡通风、露天布置,前后墙对冲燃烧锅炉,焊接工程设备采用美国ASME标准。
再热器系统分为低温再热器和高温再热器;低温再热器布置在后竖井前烟道内,高温再热器布置在水平烟道内。
1.1、低温再热器设计压力为5.59Mpa,设计温度T= ℃。
低再蛇形管排由水平段和垂直段两部分组成,根据烟温的不同和烟气系统阻力的要求,低温再热器不同位置的管组采用了不同的节距和管径。
水平段分三组,水平布置于后竖井前烟道内,由6 根管子绕制而成。
低再横向节距114.3mm,沿炉宽方向共布置192 排。
下两组管子规格Φ57×4.5,管排的纵向节距76mm,材质SA-210C。
上组管子分两部分,下部管子规格Φ57×4.5,材质12Cr1MoVG;上部管子规格Φ51×4.5,材质12Cr1MoVG。
低再出口垂直段由两片相邻的水平蛇形管合并而成,横向节距228.6mm,横向排数96 排,管子规格Φ51×4.5,材质12Cr1MoVG。
1.2、高温再热器。
设计压力为5.4Mpa,设计温度T= ℃,高再蛇形管屏共96片,每片管屏由10根管子并联绕成U字形,管子规格为Φ50.8×4,横向节距228.6mm,纵向节距70mm,炉内受热面管材为SA-213TP347H。
进口集箱管接头材质SA-213T23, 出口集箱管接头材质SA-213T91。
再热器共有焊口总数10038道,其中低温再热热器焊口8088道,高温再热器焊口1950道,需要焊后热处理的焊口980道,其中材质为SA-213T91的焊口980道。
2、编制依据2.1、《火力发电厂焊接技术规程》DL/T869-20042.2、《焊工技术考核规程》DL/T679-19992.3、《焊接工艺评定规程》DL/T868-20042.4、《火力发电厂施工质量检验及评定标准》焊接篇2.5、《焊接工艺评定(SA-213T23钢管Φ57×4.5,45°斜固定对接焊)》(HPR-003)2.6、《焊接工艺评定(SA-213T91钢管Φ38×5.6,45°斜固定对接焊》(HPR-006)2.7、《焊接工艺评定(12Cr1MoVG钢管Φ42×5,45°斜固定对接焊)》(HPR-008)2.8、《钢制承压管道对接焊接射线检验技术规程》DL/T820-20022.9、《电力建设安全施工管理规定》2.10、东方锅炉(集团)股份有限公司提供的锅炉安装图2.11、《工程建设标准强制性条文》电力工程部分2006年版2.12 、施工组织总设计2.13 、焊接施工组织设计其它:相关法律、法规,电力行业、建设部及有关标准、规范。
1.目的指导国投湄洲湾第二发电厂2X 1000MW机组工程B标段#1锅炉末级再热器安装工作,保证施工过程的安全,确保安装工作能够优质、高效的开展。
2.适用范围适用于国投湄洲湾第二发电厂2X 1000MW机组工程B标段#1锅炉末级再热器安装工作。
3.编制依据3.1.《国投湄洲湾第二发电厂 2 X 1000MW机组工程B标段施工组织设计》。
3.2.《国投湄洲湾第二发电厂 2 X 1000MW机组工程B标段#1锅炉专业施工组织设计》。
3.3.国投湄洲湾第二发电厂2X 1000MV机组工程B标段#1锅炉末级再热器图纸及相关技术文件。
3.4.《电力建设安全工作规程》(第1部分:火力发电)DL5009.1-2014。
3.5.《电力建设施工及验收技术规范》(锅炉机组篇)DL5190.2-2012。
3.6.《电力建设施工质量验收及评价规程》(第二部分:锅炉机组篇)DL/T5210.2-2009。
3.7.《电力建设施工质量验收及评价规程》(第七部分:焊接篇)DL/T5210.7-2010。
3.8.《火力发电厂焊接技术规程》DL/T869-2012。
3.9.《工程建设强制性条文》(电力工程部分)2011年版。
3.10.中国能建安徽电建二公司企业标准:《锅炉施工工艺导则》。
4.工程概述4.1.国投湄洲湾第二发电厂2X 1000MW机组工程B标段#1锅炉为上海锅炉(集团)股份有限公司生产的超超临界参数变压运行直流炉,单炉膛、一次中间再热、双切圆燃烧方式、平衡通风、干式固态排渣、全钢悬吊结构、n型、露天布置燃煤锅炉;锅炉型号:SG-2989/28.25-M7007。
4.2.本工程末级再热器(以下简称末再)位于水平烟道沿炉前后方向顺流布置,末再进口集箱分左、右两段,重量分别为13428kg、13237Kg,安装标高+79100mm末再出口集箱分为左右两件,重量分别为25923Kg 26541Kg,安装标高+79100mm末再管排沿炉宽方向共133片,单片管屏重为1621kg,管子规格© 57X4,进口段材质分为SA-213TP347HFG 出口段为SA213TP310HCb和SA213-SUPER304两种,出口过渡段为SA213-T92末再安装焊口共计3990只4.3.安装计划5. 作业准备5.1.人员配备5.1.1.项目经理1人,熟悉末级再热器安装工艺及规范。
锅炉过热器组合与安装作业指导书批准审核编制2021年5月301、工程概况此项目系上海锅炉厂设计制造的SG-475/13.9-M562型超高压中间再热循环流化床汽包炉,高温旋风分离、高温回灰全钢架支吊结构。
过热系统由末级过热器、屏式过热器、包墙过热器、顶棚过热器组成,末过蒸汽出口压力为13.9Mpa,再热蒸汽出口温度为540°C;锅炉最大蒸发量为475T/H。
1.1设备简介过热器由末级过热器、屏式过热器、包墙过热器、顶棚过热器组成.1.1.1末级过热器:末级过热器由3段水平管排及两段散管和进出口集箱组成,位于后墙及隔墙之间,纵向布置,每段各有106管排;散管主要是连接上段管排与上联箱,以及连接下段管排与下联箱,过热器管子规格为①51X6mm,材质为15CrMo,下集箱规格为①325X35mm,材质为12CrlMoV,上集箱规格为①324X52mm,材质为12CrlMoV。
1.1.2屏式过热器:屏式过热器又分为屏式冷段和屏式热段,冷热段都由管排与散管以及进出口集箱组成。
屏式过热器布置于炉膛正上方,其下部穿前水而过,上部穿前顶棚而过,总共16片管排,管子规格冷段为①45X4.5mm材质为15CrMo;热段为①45X5.5mm,材质为12CrlMoV。
上集箱共有4个,分别为:冷段入口集箱规格为①273X36mm,材质为SA-106B;冷段出口集箱和热段进出口集箱规格为①324X35mm,材质为12Cr1MoV。
中间集箱规格为①273X36mm,材质为12CrlMoV。
1.1.3包墙过热器:包墙过热器分为前包、后包、左、右包墙、中隔墙,前后左右包墙围成一个长方体形成后烟井,而中隔墙又将后烟井分为两个部分,前侧和后侧。
前侧布置再热器,后侧布置过热器与省煤器。
各包墙管子规格为①45X5mm,材质为20G,隔墙管子规格为①51X6mm,材质为20G。
所有集箱规格①273X36mm。
侧包管排分上下段,共12片形式供货;后包管排分上下段,共10片形式供货;前包分上下段,共8片管排和2组环形集箱(集箱分成4段)供货。
1#锅炉过热器组合、安装作业指导书1、工程概述1.1山西国金电力有限公司2×350MW超临界循环流化床锅炉为东方锅炉(集团)股份有限公司生产。
锅炉型号:DG1215/25.4-II1。
锅炉为超临界直流锅炉,单炉膛,M形布置、平衡通风、一次中间再热,固态排渣,循环流化床燃烧方式,全钢结构。
1.2二级中温过热器布置于前炉膛,共6片管屏。
二级中温过热器焊口1290道;二级中温过热器管屏管子规格为:Φ63.5mm×11.5mm,材质为:SA-213T91。
1.3高温过热器布置于前炉膛,共6片管屏。
高温过热器焊口1290道;高温屏式过热器管屏管子规格为:Φ63.5mm×12mm,材质为:SA-213T91与SA-213TP347H。
1.4低温过热器和一级中温过热器布置在后竖井后包墙内,通过管排自身挂钩固定在尾部包墙上,随包墙一起膨胀。
在低温过热器和一级中温过热器蛇形管上设计有防止烟气磨损的防磨装置。
低温过热器和一级中温过热器由进、出口集箱、两层蛇形管排以及进、出口过渡段管子组成,管排按竖井宽度方向布置,每层146片管排,共584片管屏。
低温过热器蛇形管规格为φ51×7.5mm,一、二级管组材质为15CrMoG,焊口2190道,一级中温过热器蛇形管规格为φ45×7mm,一、二级管组材质为15CrMoG与12Gr1MoVG,焊口2920道。
1.5低温过热器重量为297333kg,一级中温过热器重量为284075kg,二级中温过热器重量为143608kg,高温过热器重量为151141kg,过热器固定装置重量为7007kg,过热器防磨装置重量为19824kg,合计重量为902988kg,过热器小口径焊口合计7690道。
2、编制依据《电力建设施工及验收技术规范第2部分:锅炉机组》DL 5190.2-2012《电力建设施工质量验收及评价规程》第2部分:锅炉机组DL/T 5210.2-2009《电力建设安全工作规程第1部分:火力发电厂》DL/T 5009.1—2002《电力建设安全健康与环境管理工作规定》(2002-01-21)《火力发电建设工程启动及验收规程》DL/T5437--2009《电力工业锅炉压力容器监察规程》DL162—1996《火力发电厂金属技术监督规程》DL438—2000《工程建设标准强制性条文》2011版电力工程部分中的有关规定《低温过热器施工图纸》《中温过热器施工图纸》《高温过热器施工图纸》《过热器集箱施工图纸》3、施工前的准备3.1 过热器组合平台布置于龙门吊下方。
1.目的指导国投湄洲湾第二发电厂2×1000MW机组工程B标段#1锅炉末级再热器安装工作,保证施工过程的安全,确保安装工作能够优质、高效的开展。
2.适用范围适用于国投湄洲湾第二发电厂2×1000MW机组工程B标段#1锅炉末级再热器安装工作。
3.编制依据3.1.《国投湄洲湾第二发电厂2×1000MW机组工程B标段施工组织设计》。
3.2.《国投湄洲湾第二发电厂2×1000MW机组工程B标段#1锅炉专业施工组织设计》。
3.3.国投湄洲湾第二发电厂2×1000MW机组工程B标段#1锅炉末级再热器图纸及相关技术文件。
3.4.《电力建设安全工作规程》(第1部分:火力发电)DL5009.1-2014。
3.5.《电力建设施工及验收技术规范》(锅炉机组篇)DL5190.2-2012。
3.6.《电力建设施工质量验收及评价规程》(第二部分:锅炉机组篇)DL/T5210.2-2009。
3.7.《电力建设施工质量验收及评价规程》(第七部分:焊接篇)DL/T5210.7-2010。
3.8.《火力发电厂焊接技术规程》DL/T869-2012。
3.9.《工程建设强制性条文》(电力工程部分)2011年版。
3.10.中国能建安徽电建二公司企业标准:《锅炉施工工艺导则》。
4.工程概述4.1.国投湄洲湾第二发电厂2×1000MW机组工程B标段#1锅炉为上海锅炉(集团)股份有限公司生产的超超临界参数变压运行直流炉,单炉膛、一次中间再热、双切圆燃烧方式、平衡通风、干式固态排渣、全钢悬吊结构、π型、露天布置燃煤锅炉;锅炉型号: SG-2989/28.25-M7007。
4.2.本工程末级再热器(以下简称末再)位于水平烟道沿炉前后方向顺流布置,末再进口集箱分左、右两段,重量分别为13428kg、13237Kg,安装标高+79100mm;末再出口集箱分为左右两件,重量分别为25923Kg、26541Kg,安装标高+79100mm,末再管排沿炉宽方向共133片,单片管屏重为1621kg,管子规格φ57×4,进口段材质分为SA-213TP347HFG,出口段为SA213TP310HCbN和SA213-SUPER304H两种,出口过渡段为SA213-T92,末再安装焊口共计3990只。
1、施工范围本作业指导书主要针对屏式过热器、高温过热器和高温再热器进行编制。
沁北电厂(2×1000MW)机组6#炉锅炉由东方锅炉厂生产,其屏式过热器布置在炉膛正上方,共38片,每片重约7.8T。
从前往后布置2排,每排19片,每片由24根管圈绕制成U形,管排从上至下均匀布置6件翻身夹,以保证管排的平整性,现场组装完毕后拆除。
按蒸汽流程可将屏式过热器分为2组,每组19片管排,共用一个屏式过热器进口和出口集箱,分别由进出口混合集箱引入和引出。
管子主要规格为Ф45×9.2,Ф45×8.1,Ф45×9.1,Ф45×10.2,Ф50.8×9.1,Ф50.8×11.4。
管子材质多种,包括HR3C、SA-213TP347HFG和SUPER304H。
为了保证纵向节距,管间装有高铬镍耐热钢滑动块,其他参数见图纸。
高温再热器悬吊在水平烟道正上方,共68片,每片重约2T。
高温再热器管屏以炉膛中心线左右对称布置,每片由14根管圈绕制成U形,管排从上至下均匀布置4件翻身夹,以保证管排的平整性,现场组装完毕后拆除。
管子主要规格为Ф50.8×3.5,Ф50.8×4.5,管子材质多种,包括SA-213TP347HFG、12Cr1MoVG、SA-213T92、SUPER304H和HR3C。
为了保证纵向节距,管间装有高铬镍耐热钢滑动块。
其他参数见图纸。
高温再热器集箱主要包括进口汇集集箱、出口混合集箱和进出口分配集箱,进口汇集集箱分左右两段,且两端分别布置过渡段引入连接管,集箱规格Ф812.8×55,材质为12Cr1MoVG;进口分配集箱规格Ф298.5×30,材质为12Cr1MoVG,集箱中心标高为76600mm;出口分配集箱规格298.5×34,材质为12Cr1MoVG;出口混合集箱分左、中、右三段,且两段布置过渡段与连接管连接,集箱规格965.2×70,材质为SA-335P91,集箱中心线标高为77800。