铸造
- 格式:doc
- 大小:50.00 KB
- 文档页数:4
铸造概念:将液态金属浇注到具有与零件形状、尺寸相适应得型腔中,待其冷却凝固以获得的毛坯或零件的生产方法,称为铸造。
优越性:1.可制成形状复杂特别是具有复杂内腔的毛坯,如:箱体、气缸体2.适用范围广:工业上常用的金属材料都可以铸造,而铸铁件只能用铸造方法获得。
机器设备占70%-80%3.铸造可直接利用成本低廉的废机件和切屑,设备费用较低且铸造加工余量小,节省金属,减少切削加工量,从而降低制造成本。
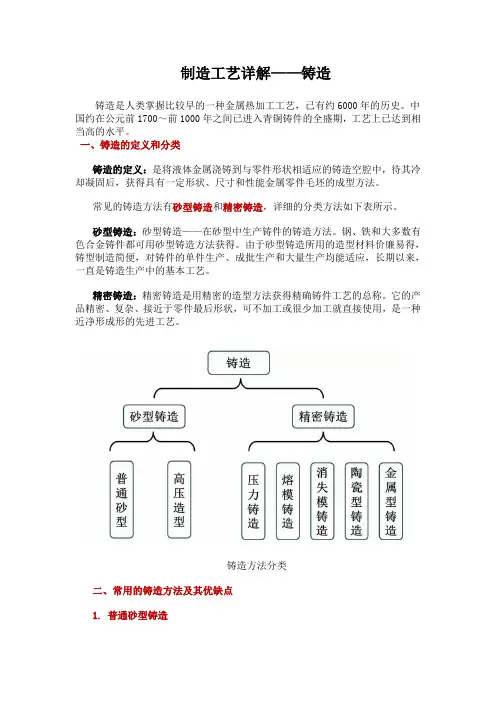
铸造的实质是液态成型分类:砂型铸造—占90%特种铸造:熔模铸造、金属型铸造、压力铸造、离心铸造等。
1.1液态合金的充型液态合金填充铸型的过程简称充型。
液态合金充满铸型型腔,获得形状完整,轮廓清晰铸件的能力,称为液态合金的充型能力。
一、合金的流动性液态合金本身的流动能力,称为合金的流动性,是合金主要铸造性能之一。
合金的流动性愈好,充型能力愈强,愈便于浇注出轮廓清晰、薄而复杂的铸件。
同时有利于非金属夹杂物和气体的上浮与排除。
还有利于补缩。
试验表明:灰铸铁、硅黄铜的流动性最好,铸铁的流动性最差。
影响因素:1.浇注条件浇注温度有决定性影响!浇注温度愈高,合金的粘度下降,且回过热度高,合金在铸型中保持流动的时间长,故充型能力足够的前提下,浇注温度不宜过高。
2.充型能力压力愈大,充型能力愈好。
3.铸型填充条件铸型阻力将影响合金的流动的速度,而铸型与合金鉴的热交换将影响合金保持流动的时间。
a.铸型材料:若导热系数和比热容愈大,对液态合金的激冷能力愈强,和金的充型能力就愈差。
如金属型铸造较砂型铸造易产生浇不足和冷隔。
b.铸型温度:由于减缓了金属液的冷却速度,故使充型能力提高。
c.铸型中的气体:在金属液的热作用下,铸型(砂型)将产生大量的气体,如果铸型排气能力差,则逐渐升高的气体将阻碍液态合金的充型。
所以应使铸型具有良好的透气性,并在远离浇口的最高部位开设浇口。
二、铸件的凝固和收缩铸件的收缩:合金从浇注、凝固直至冷却到室温,其体积和尺寸缩减的现象称为铸件的收缩。
它是缩孔、缩松、裂纹、变形等铸造缺陷产生的根源。
经历三个阶段:液压收缩(体积收缩)、凝固收缩(体积收缩)、固态收缩(尺寸上的收缩)1. 铸件的缩孔和缩松形成由于容积缩减的不足补充,在铸件最后凝固的部位形成一些孔洞。
按孔洞的大小和分布,可将其分为缩孔和缩松两类。
缩孔:集中在铸件上部或最后凝固部位容积较大的孔洞,在表面呈现凹坑。
当合金的液压收缩和凝固收缩愈大,浇注温度愈高,铸件愈厚,缩孔的容积愈大。
缩松:分散在铸件某区域内的细小的缩孔,称为缩松。
形成原因:由于铸件最后的凝固区域的收缩未能得到补充,或者同合金呈糊状凝固,被树枝状晶体分割开的小液体区难以得到补缩阶段。
逐层凝固合金(纯金属、共晶合金或结晶温度范围窄的合金)的缩孔倾向大,缩松倾向小,反之,糊状凝固的合金缩孔倾向虽小,但极易产生缩松。
2、防止缩孔、缩松都使铸件的力学性能下降,缩松还可使铸件因渗漏而破坏,必须防止。
实现顺序凝固原则,也可获得没有缩孔的致密铸件。
即在铸件上可能出现缩孔的厚大部位通过安放冒口等工艺措施,使铸件远离冒口的部位先凝固,最后才是冒口本身的凝固,从而将缩孔转移到冒口之中。
冒口是多余部分,在铸件清理时予以切除。
同时,还可在铸件上某些厚大部位增设冷铁,使冷部位最先凝固。
所以冷铁仅是加快某些部位的,以控制铸件的凝固顺序,但本身并不起补缩作用。
(1)安放冒口,耗费许多金属和工时,加大了铸件成本。
(2)但顺序凝固扩大了铸件各部位的温度差,促进了铸件的变形和裂纹倾向。
因此,主要用于必须补缩的场合,如铝青铜、铝硅合金和铸钢件等。
三、铸造内应力铸件在凝固之后的继续冷却过程中,其固态收缩若受到阻碍,铸件内部将产生内应力,这些内应力有时是在冷却过程中暂存的,有时则一直保留到室温,后者称为残余内应力。
铸造内应力是铸件产生变形和裂纹的基本原因。
1.内应力的形成按照内应力的产生原因,分为热应力和机械应力。
①热应力由于铸件壁厚不均匀,各部分的冷却速度不同,以致在同一时期内铸件各部分不一致而引起的。
实验表明:热应力使铸件的厚壁或心部受拉伸,薄壁或表层受压缩,铸件的壁厚差别越大,合金线收缩率愈高,弹性模量愈大,热应力愈大。
预防:尽量减少各部位间的温度差,使其均匀冷却--同时凝固原则。
其缺点:铸件的心部容易出现缩孔和缩松。
主要用于灰铸铁、锡青铜等。
②机械应力合金的固态收缩受到铸型和芯型的机械阻碍而形成的内应力。
其在压铸件落砂之后便可自行消除。
其在铸件冷却过程中可与热应力共同作用,应力促进了了铸件的裂纹倾向。
不允许发生变形的重要机件,必须进行时效处理:(1)自然时效(2)加热到550-650摄氏度进行去应力退火—人工时效。
2. 铸件的变形与防止自发的通过变形来减缓其内应力,以便趋于稳定状态。
显然,只有原来受拉伸部分产生压缩变形,受压缩部分产生拉伸变形,才能使残余应力减小或消除。
所以,1.设计时尽可能使铸件的壁厚均匀,形成对称。
2.工艺上:采用同时凝固原则,以使冷却均匀采用反变形法(长而易变形的铸件)3.重要机件进行时效处理自然时效人工时效:加热550-650℃,进行去应力退火。
3. 铸件的裂纹与防止当铸造内应力超过金属的强度极限时,使产生裂纹。
热裂在高温下形成。
特征:缝隙宽、形状曲折、缝内呈氧化色主要影响因素:(1)合金的结晶温度范围愈宽,液、固两相区的绝对收缩量愈大,合金的热裂倾向也愈大。
例:灰铸铁、球墨铸铁热裂倾向小;铸钢、铸铝、可锻铝热裂倾向大;钢铁中含S愈高,倾向愈大。
(2)铸型的退让性好,机械应力愈小,热裂倾向小冷裂在低温下形成。
特征:裂纹细小,呈连续直线状,有时缝内呈轻微氧化色,现在形状复杂的受拉伸部位,尤其是应力集中处(夹角、孔洞)所以,塑性好的合金,冷裂倾向小,脆性大的合金,冷裂倾向大。
防止:除降低内应力外,还应控制钢铁中P的含量。
四、常用铸造合金的铸造特点1. 铸铁的铸造特点:⑴灰口铸铁:特点低,流动性好,凝固温度范围小,凝固收缩小,所以具有良好的铸造性能。
⑵可锻铸铁:熔点较灰口高,凝固温度范围较大,流动性差,所以提高贴水的浇注温度,防止冷隔、浇不足,采用顺序凝固原则,防止缩孔、缩松、裂纹。
⑶球墨铸铁:铸铁性能介于灰口与可锻之间。
提高铁水的出炉温度防止冷隔、浇不足。
提高铸型的刚度,增设冒口防止缩口、缩松;严格控制型砂的水分,提高型砂的透气性防止气孔。
2. 铸钢的铸造特点具有流动性好,收缩性大,易吸气和氧化等特点。
影响收缩的因素:化学成分(C越高,收缩率越高,灰铸铁, C、Si越高,S越低,收缩率越低)浇注温度铸件的结构、铸型条件1.2铸造方法分类一、砂型铸造1. 砂型铸造就是将液态金属注入砂型的铸造方法。
型砂通常是由石英砂,粘土(或其它粘性材料)和水按一定的比例混制而成的。
应具有“一强三性”,一定强度,透气性,耐热性和退让性。
砂型可用于手工制造,也可用机器造型。
2. 砂型铸造工艺过程,如图2.53. 分类:手工造型:表2.4机器造型:用机器来完成填砂、坚实和起模等造型过程。
4. 砂型铸造常见的缺陷有缩孔、铸件变形、热裂纹、浇不足、冷隔二、特种铸造区别于砂型铸造的其它铸造方法统称为特种制造。
1. 熔模制造用易熔材料制成模样,造型将模样熔化,排出型外,从而获得五分型面的型腔。
用于成批生产形状复杂、精度要求高或难以进行切削加工的小型零件。
如汽轮机叶片、叶轮、大模数滚刀等。
2. 金属型铸造---永久性铸造是将液态金属注入金属铸型,以获得铸件的铸造方法。
主要适用于大批量生产形状简单的有色合金铸件,如:铝活塞、气缸体、缸盖、油泵壳体以及铜合金轴瓦、轴套等。
3. 压力铸造是将熔融的金属在高压下,快速压入金属型,并在压力下凝固,以获得铸件的方法。
主要用于生产低熔点合金的中小型铸件。
4. 低压铸造介于金属型铸造和压力铸造之间的一种方法。
广泛用于大批量生产铝合金和镁合金铸件。
如:发动机的缸体和缸盖、内燃机活塞、带轮、粗砂锭翼等。
5. 离心铸造是将熔融金属浇入高速旋转的铸型中,使其在离心力作用下填充铸型和结晶,从而获得铸件的方法。
主要用于生产空心回转件铸件,如:铸铁管、气缸套、活塞环、及滑动轴承等,也可用于双金属铸件。
1.3铸造结构工艺性结构工艺性指零件的的本身结构应符合铸造生产的要求,既便与整个工艺过程的进行,又利于保证产品质量。
一、从简化铸造工艺过程分析1. 铸造外型应尽量简单2. 铸造内腔结构应符合铸造工艺内腔尽量少采用型芯来形成。
如:必须要便于下芯,安装、固定及排气和清理3. 铸件的结构斜度铸件上垂直于分型面的不加工最好具有一定的结构斜度,以利于起模时便于使用砂垛代替型芯,以减少型芯数量。
对不允许有结构斜度的铸件,应在模样上留出拔模斜度。
4. 组合铸件的应用先设计成若干个小铸件进行生产,切削加工后,用螺栓联接或焊接成整体。
二、铸件结构应利于避免产生铸造缺陷1. 壁厚合理最小壁厚应受到限制(表2.2),保证不产生其它缺陷的前提下,尽量减小铸件壁厚,为了保证铸件的强度,可采用加强筋等结构2. 铸件厚度力求均匀3. 铸件壁的正确连接铸件不同壁厚的连接应逐渐过渡和转变。
拐弯和交接处应采用较大的圆角连接,避免锐角连接,以避免应力集中而产生开裂。
4. 避免较大水平面,尽量用倾斜的结构代替。
三、计算机在铸造生产中的应用简介世界上发达国家已基本上实现了以大型计算机对铸造生产全过程的检测和控制。
在铸造生产过程中,常常要对某些物理量(如温度、压力、成分等)进行检测,经判断后采取相应的调节和控制措施,可利用计算机系统的快速取样,分析和控制能力来实现这一需要。