第二章2(机械制造基础)
- 格式:doc
- 大小:124.50 KB
- 文档页数:5



机械制造基础课程教案授课时间 第周星期第节课次 授课方式理论课□√讨论课□实验课□习题课□ 其他□课时 (请打√)8安排授课题目(教学章、节或主题) : 第 2 章 铸造成形教学目的、要求(分掌握、熟悉、了解三个层次) : 1. 熟悉合金的铸造性能及其对铸件质量的影响。
2. 掌握砂型铸造和常用特种铸造方法的特点,对典型铸件具有较合理地选用铸造方法的能力。
3. 熟悉砂型铸造浇注位置、分型面及铸造工艺参数的选择,能绘制典型铸件的铸造工艺简图。
4. * 了解铸铁的石墨化及其对铸件组织和性能的影响,了解常用铸造合金的获得方法及铸造特 点。
5. 具有分析零件铸造结构工艺性的初步能力。
6. 了解铸造新工艺、新技术及其发展趋势。
教学重点及难点:重点:浇注位置和分型面的选择,铸造工艺图。
合金的铸件性能和影响因素。
铸铁件生产的基本原理和工艺要求。
铸件结构设计要求,常用合金铸件的结构特点 难点:浇注位置和分型面的选择;铸造工艺图教 学 基 本 内 容方法及手段一、什么是液态成型(铸造生产)将液态金属浇注到与零件形状相适应的铸型型腔中,待其冷却凝固,以获得毛坯或零件的生产方法。
二、砂型铸造的工艺过程型砂铸铸 模型型落检铸造合零砂 工 熔化浇冷却件 、 验艺 箱件图清图凝固型理芯 盒芯砂芯课程教案(续)教学基本内容方法及手段三、铸造生产的特点1.可生产形状任意复杂的制件,特别是内腔形状复杂的制件。
如汽缸体、汽缸盖、蜗轮叶片、床身件等。
2.适应性强:( 1)合金种类不受限制;( 2)铸件大小几乎不受限制。
3.成本低:(1)材料来源广;(2)废品可重熔;(3)设备投资低。
4.废品率高、表面质量较低、劳动条件差。
1金属液态成型工艺基础§1-1 液态金属的充型能力与流动性充型能力——液体金属充满铸型型腔,获得尺寸精确、轮廓清晰的成形件的能力。
充型能力不足时,会产生浇不足、冷隔、夹渣、气孔等缺陷。
一、液态合金的流动性合金的流动性是:液态合金本身的流动能力。
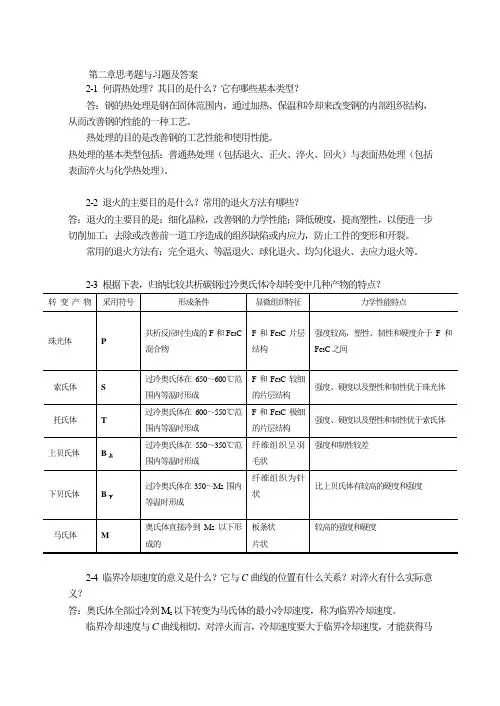
第二章思考题与习题及答案2-1何谓热处理?其目的是什么?它有哪些基本类型?答:钢的热处理是钢在固体范围内,通过加热、保温和冷却来改变钢的内部组织结构,从而改善钢的性能的一种工艺。
热处理的目的是改善钢的工艺性能和使用性能。
热处理的基本类型包括:普通热处理(包括退火、正火、淬火、回火)与表面热处理(包括表面淬火与化学热处理)。
2-2 退火的主要目的是什么?常用的退火方法有哪些?答:退火的主要目的是:细化晶粒,改善钢的力学性能;降低硬度,提高塑性,以便进一步切削加工;去除或改善前一道工序造成的组织缺陷或内应力,防止工件的变形和开裂。
常用的退火方法有:完全退火、等温退火、球化退火、均匀化退火、去应力退火等。
2-3 根据下表,归纳比较共析碳钢过冷奥氏体冷却转变中几种产物的特点?2-4 临界冷却速度的意义是什么?它与C曲线的位置有什么关系?对淬火有什么实际意义?答:奥氏体全部过冷到M s以下转变为马氏体的最小冷却速度,称为临界冷却速度。
临界冷却速度与C曲线相切。
对淬火而言,冷却速度要大于临界冷却速度,才能获得马氏体组织,否则,只能获得非马氏体组织。
2-5 正火与退火的主要区别是什么?如何选用?答:正火比退火的冷却速度要快些,得到的组织细一些,可获得索氏体组织,力学性能高于退火。
选用时主要应根据含碳量、使用性能以及经济性等来考虑。
正火可用于普通结构零件的最终热处理及重要零件的预备热处理。
过共析钢在球化退火前用正火来消除组织中的网状渗碳体。
正火也可用于改善低碳钢的切削加工性。
一般认为,金属材料的硬度在160~230HBW 范围内,切削加工性能较好,而低碳钢退火状态的硬度普遍低于160HBW,切削时易“粘刀”,零件的表面质量也较差,经正火后,可适当提高其硬度,改善切削加工性。
2-6 淬火的主要目的是什么?常用的淬火方法有哪些?答:淬火是使钢强化的最重要的方法,其主要目的是为了获得马氏体组织,提高钢的力学性能。
生产上常用的淬火方法有单液淬火、双液淬火、分级淬火、等温淬火等。
《机械制造基础》第二章铸造加工一、填空题1、影响合金充型能力的因素很多,其中主要有、铸型的充填条件及浇注条件三个方面。
2、设计铸件时,凡垂直于分型面的非加工面应设计__斜度3、液态合金本身的流动能力,称为流动性。
4、铸件各部分的壁厚差异过大时,在厚壁处易产生_缩孔_缺陷,铸件结构不合理,砂型和型芯退让性差易产生_裂纹_缺陷。
5.铸件在固态收缩阶段若收缩受阻,便在铸件内部产生内应力。
这种内应力是铸件产生__________和__________的主要原因6.铸件各部分的壁厚差异过大时,在厚壁处易产生__________缺陷,在薄壁与厚壁的连接处因冷却速度不一致易产生__________缺陷。
7.当铸件壁厚不均时,凝固成形后的铸件易在壁厚处产生_______应力。
8.在各种铸造方法中,适应性最广的是___________,生产率最高的是___________,易于获得较高精度和表面质量的是___________,对合金流动性要求不高的是___________。
9. 铸件的浇注位置是指铸件在_____ 时在______中所处的位置。
它对铸件的______影响很大。
10. 合金的铸造性能有_充型能力____、和__收缩性____等。
影响它们的因素有_______、_______、_________等。
10. 液态收缩和凝固收缩是产生__缩孔____和___缩松____的原因; 固态收缩是铸件产生___变形___、__应力____和___裂纹__的原因。
13. 为了防止铸件变形, 再进行铸件结构设计时, 应力求壁厚_______, 形状________。
14. 当铸件收缩受阻时, 就可能发生______、_______等缺陷; 因此如轮形铸件的轮辐应设计为____数或做成__________形状。
15. 在铸件设计中,铸件垂直于分型面的侧壁应给出________,铸件壁的转角及壁间联接处均应考虑_______, 壁厚不仅要防止______, 而且要防止_____, 以防止_________________。
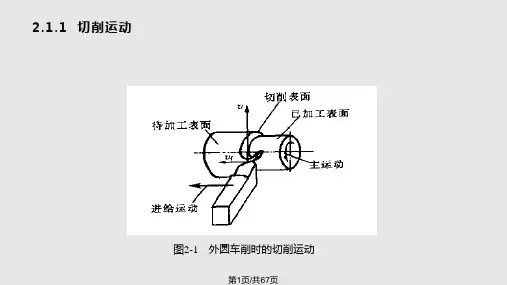
第一章金属切削过程及其控制1-1什么是切削用量三要素?在外圆车削中,它们与切削层参数有什么关系?答:切削用量是指切削速度 v c 、进给量 f (或进给速度 v f )、背吃刀量 a p 三者的总称,也称为切削用量三要素。
它是调整刀具与工件间相对运动速度和相对位置所需的工艺参数。
(一)切削速度 v c切削刃上选定点相对于工件的主运动的瞬时速度,在计算时应以最大的切削速度为准,如车削时以待加工表面直径的数值进行计算,因为此处速度最高,刀具磨损最快。
(二)进给量 f工件或刀具每转一周时,刀具与工件在进给运动方向上的相对位移量。
进给速度 v f 是指切削刃上选定点相对工件进给运动的瞬时速度。
(三)背吃刀量 a p通过切削刃基点并垂直于工作平面的方向上测量的吃刀量。
1-2怎样划分切削变形区?第一变形区有哪些变形特点?答:根据切削时试验时制作的金属切削层变形图片,绘制出金属切削过程中的滑移线和流线示意(流线表示被切削金属的某一点在切削过程中流动的轨迹),可将切削变形区划分为第一变形区、第二变形区、第三变形区。
第一变形区的变性特点有:沿滑移线的剪切变形以及随之产生的加工硬化1-3什么是积削瘤?它对加工过程有什么影响?如何控制积削瘤的产生?(李金德)答:在加工过程中,由于工件材料是被挤裂的,因此切屑对刀具的前面产生有很大的压力,并摩擦生成大量的切削热。
在这种高温高压下,与刀具前面接触的那一部分切屑由于摩擦力的影响,流动速度相对减慢,形成“滞留层”。
当摩擦力一旦大于材料内部晶格之间的结合力时,“滞流层”中的一些材料就会粘附在刀具靠近刀尖的前面上,形成积屑瘤。
可采用耐磨性好的刀具,减小刀具的前角和主偏角,降低切削速度等措施。
以及对材料进行热处理等。
1-4常用的切屑形态有哪几种?它们一般都在什么情况下生成?怎样对切屑形态进行控制?答:带状切屑,挤裂切屑,单元切屑,崩碎切屑。
带状切屑一般在切削塑性较高的金属材料时产生,挤裂切屑在切削黄铜或用低速切削钢产生,单元切屑在切削铅或用很低的速度切削钢时产生,崩碎切屑在切削脆性金属时产生。
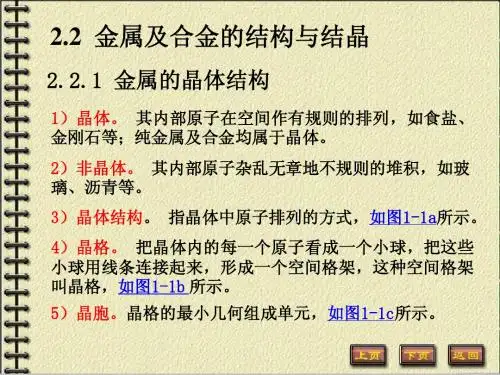
机械制造基础第⼆章习题及答案第⼆章习题及答案2-1晶体和⾮晶体的主要区别是什么?答:晶体是指其原⼦呈周期性规则排列的固态物体。
晶体具有周期性规则的原⼦排列,主要是由于各原⼦之间的相互吸引⼒与排斥⼒相平衡的结果。
晶体还具有固定的熔点和各向异性的特征。
⾮晶体则原⼦排列⽆规则,没有固定的熔点,且各向同性。
2-2试述纯⾦属的结晶过程。
答:纯⾦属的结晶过程是在冷却曲线上平台所对应的时间内发⽣的,实质上是⾦属原⼦由不规则排列过渡到规则排列⽽形成晶体的过程,它是⼀个不断形成晶核和晶核不断长⼤的过程。
1)形核当液态⾦属的温度下降到接近T1时,液体的局部会有⼀些原⼦规则地排列起来,形成极细⼩的晶体,这些⼩晶体很不稳定,遇到热流和振动就会消失,时聚时散,此起彼伏。
当低于理论结晶温度时,稍⼤⼀点的细⼩晶体,有了较好的稳定性,就有可能进⼀步长⼤成为结晶核⼼,称为晶核。
晶核的形成有两种⽅式:⼀种为⾃发形核,即如前所述的,液态⾦属在过冷条件下,由其原⼦⾃⼰规则排列⽽形成晶核;⼀种为⾮⾃发形核,即依靠液态⾦属中某些现成的固态质点作为结晶核⼼进⾏结晶的⽅式。
⾮⾃发形核在⾦属结晶过程中起着⾮常重要的作⽤。
2)长⼤晶核形成之后,会吸附其周围液体中的原⼦不断长⼤,在晶核长⼤的同时,液体中⼜会产⽣新的晶核并长⼤,直到液态⾦属全部消失,晶体彼此接触为⽌。
2-3何谓为过冷度?影响过冷度⼤⼩的因素是什么?答:实际结晶温度低于理论结晶温度的现象,称为过冷现象。
理论结晶温度与实际结晶温度的差值,称为过冷度。
过冷度与⾦属液体的冷却速度有关,冷却速度越⼤,过冷度越⼤。
2-4晶粒粗细对⾦属的⼒学性能有何影响?细化晶粒可采取哪些措施?答:晶粒越细⼩,晶界越多、越曲折,晶粒与晶粒之间相互咬合的机会就越多,越不利于裂纹的传播和发展,增强了彼此间的结合⼒。
不仅使强度、硬度提⾼,⽽且塑性、韧性也越好。
为了能够获得细晶组织,实际⽣产中常采⽤增⼤过冷度⊿T、变质处理和附加振动等⽅法。
《机械制造基础》第二章铸造加工一、填空题1、影响合金充型能力的因素很多,其中主要有、铸型的充填条件及浇注条件三个方面。
2、设计铸件时,凡垂直于分型面的非加工面应设计__斜度3、液态合金本身的流动能力,称为流动性。
4、铸件各部分的壁厚差异过大时,在厚壁处易产生_缩孔_缺陷,铸件结构不合理,砂型和型芯退让性差易产生_裂纹_缺陷。
5.铸件在固态收缩阶段若收缩受阻,便在铸件内部产生内应力。
这种内应力是铸件产生__________和__________的主要原因6.铸件各部分的壁厚差异过大时,在厚壁处易产生__________缺陷,在薄壁与厚壁的连接处因冷却速度不一致易产生__________缺陷。
7.当铸件壁厚不均时,凝固成形后的铸件易在壁厚处产生_______应力。
8.在各种铸造方法中,适应性最广的是___________,生产率最高的是___________,易于获得较高精度和表面质量的是___________,对合金流动性要求不高的是___________。
9. 铸件的浇注位置是指铸件在_____ 时在______中所处的位置。
它对铸件的______影响很大。
10. 合金的铸造性能有_充型能力____、和__收缩性____等。
影响它们的因素有_______、_______、_________等。
10. 液态收缩和凝固收缩是产生__缩孔____和___缩松____的原因; 固态收缩是铸件产生___变形___、__应力____和___裂纹__的原因。
13. 为了防止铸件变形, 再进行铸件结构设计时, 应力求壁厚_______, 形状________。
14. 当铸件收缩受阻时, 就可能发生______、_______等缺陷; 因此如轮形铸件的轮辐应设计为____数或做成__________形状。
15. 在铸件设计中,铸件垂直于分型面的侧壁应给出________,铸件壁的转角及壁间联接处均应考虑_______, 壁厚不仅要防止______, 而且要防止_____, 以防止_________________。