第二章机械制造基础
- 格式:ppt
- 大小:491.00 KB
- 文档页数:67
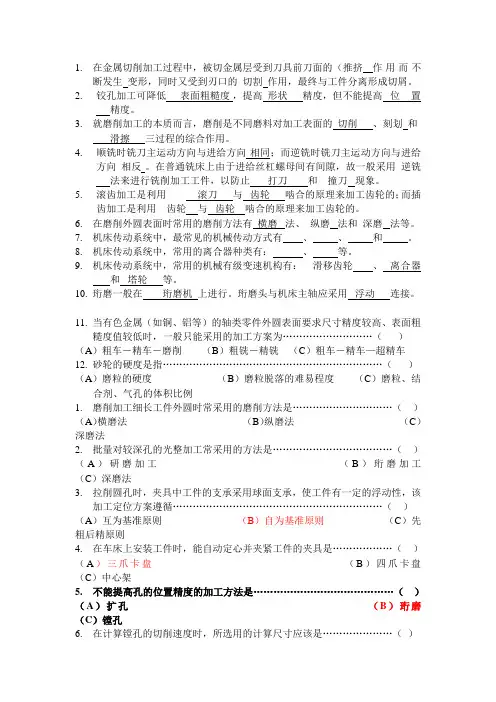
1.在金属切削加工过程中,被切金属层受到刀具前刀面的(推挤作用而不断发生变形,同时又受到刃口的切割作用,最终与工件分离形成切屑。
2.铰孔加工可降低表面粗糙度,提高形状精度,但不能提高位置精度。
3.就磨削加工的本质而言,磨削是不同磨料对加工表面的切削、刻划和滑擦三过程的综合作用。
4.顺铣时铣刀主运动方向与进给方向相同;而逆铣时铣刀主运动方向与进给方向相反。
在普通铣床上由于进给丝杠螺母间有间隙,故一般采用逆铣法来进行铣削加工工件,以防止打刀和撞刀现象。
5.滚齿加工是利用滚刀与齿轮啮合的原理来加工齿轮的;而插齿加工是利用齿轮与齿轮啮合的原理来加工齿轮的。
6.在磨削外圆表面时常用的磨削方法有横磨法、纵磨法和深磨法等。
7.机床传动系统中,最常见的机械传动方式有、、和。
8.机床传动系统中,常用的离合器种类有:、等。
9.机床传动系统中,常用的机械有级变速机构有:滑移齿轮、离合器和塔轮等。
10.珩磨一般在珩磨机上进行。
珩磨头与机床主轴应采用浮动连接。
11.当有色金属(如铜、铝等)的轴类零件外圆表面要求尺寸精度较高、表面粗糙度值较低时,一般只能采用的加工方案为………………………()(A)粗车-精车-磨削(B)粗铣-精铣(C)粗车-精车—超精车12.砂轮的硬度是指…………………………………………………………()(A)磨粒的硬度(B)磨粒脱落的难易程度(C)磨粒、结合剂、气孔的体积比例1.磨削加工细长工件外圆时常采用的磨削方法是…………………………()(A)横磨法(B)纵磨法(C)深磨法2.批量对较深孔的光整加工常采用的方法是………………………………()(A)研磨加工(B)珩磨加工(C)深磨法3.拉削圆孔时,夹具中工件的支承采用球面支承,使工件有一定的浮动性,该加工定位方案遵循………………………………………………………()(A)互为基准原则(B)自为基准原则(C)先粗后精原则4.在车床上安装工件时,能自动定心并夹紧工件的夹具是………………()(A)三爪卡盘(B)四爪卡盘(C)中心架5.不能提高孔的位置精度的加工方法是……………………………………()(A)扩孔(B)珩磨(C)镗孔6.在计算镗孔的切削速度时,所选用的计算尺寸应该是…………………()(A)镗孔前直径(B)镗孔后直径(C)图样标注的孔的直径7.扩孔钻扩孔时的背吃刀量(切削深度)等于………………………………()(A)扩孔钻直径(B)扩孔钻直径的1/2 (C)扩孔钻直径与扩前孔径之差(D)扩孔钻直径之差的1/28.车削时,切削热传出的途径中所占比例最大的是………………………()(A)刀具(B)工件(C)切屑(D)空气介质9.钻削时,切削热传出的途径中所占比例最大的是………………………()(A)刀具(B)工件(C)切屑(D)空气介质1.当有色金属(如铜、铝等)的轴类零件要求尺寸精度较高、表面粗糙度值较低时,不能采用磨削加工的方法,而只能采用超精车的工艺方法。
任课教师:胡迎春 班级:13级车、铣、钳 日期:4.28第二章锻压单元计划目的要求 1、掌握锻造的分类及工艺过程。
2、了解锻造的特点及应用。
3、掌握冲压的分类、特点及应用。
4、能够准确的判断锻造缺陷及产生的原因。
重点 1、锻造的分类及工艺过程。
2、冲压的分类。
3、锻造中的缺陷及产生的原因。
难点 自由锻与模锻的区别、冲压的不同工序。
课时安排 概述(1个课时)金属的加热和锻件冷却(1个课时)自由锻(2个课时)模锻(1个课时)冲压(1个课时)复习(1个课时)讲解习题册(1个课时)任课教师:胡迎春 班级:13级车、铣、钳 日期:4.29课程名称 机械制造工艺基础授课内容 教材对应位置 审批:压力加工 章 节二 1授课时数 1 授课时间 第二周 授课方式 讲授法教学目标认 知 目 标 掌握锻压的定义分类。
掌握锻造、冲压的定义及分类。
了解锻造、冲压的特点。
了解其他的压力加工的方法。
情 感 目 标 开拓思维,全面灵活的考虑、处理问题专业能力目标 锻压的定义及分类。
锻造冲压的定义分类。
教学重难点 教学重点 锻压的定义及分类。
锻造冲压的定义分类。
教学难点 压力加工的工序突破方法 通过观看锻压的加工视频、例举常见的锻压零件的实例加强理解。
自主探究 学生自行讨论在实际中所见到的锻压。
教 具 多媒体教学过程 主要内容及步骤组织教学 维持秩序、清点人数导入新课 把原材料制成毛坯是零件加工的前提,通常是由热加工工序来完成。
确定零件的结构时,必须与毛坯制造的工艺特点相适应,机械加工常用的毛坯有铸件、锻件、焊件和型材。
本章着重介绍应用普遍的锻压。
讲授新课 第二章 锻压§2-1 压力加工锻压:对坯料施加外力,使其产生塑性变形、改变尺寸、形状及改善性能,用以制造机械零件、工件或毛坯的成形加工方法。
一、锻造教学过程 主 要 教 学 内 容 及 步 骤讲授新课锻造:在加压设备及工(模)具的作用下,使金属坯料或铸锭产生局部或全部的塑性变形,以获得一定几何形状、尺寸和质量的锻件的加工方法。

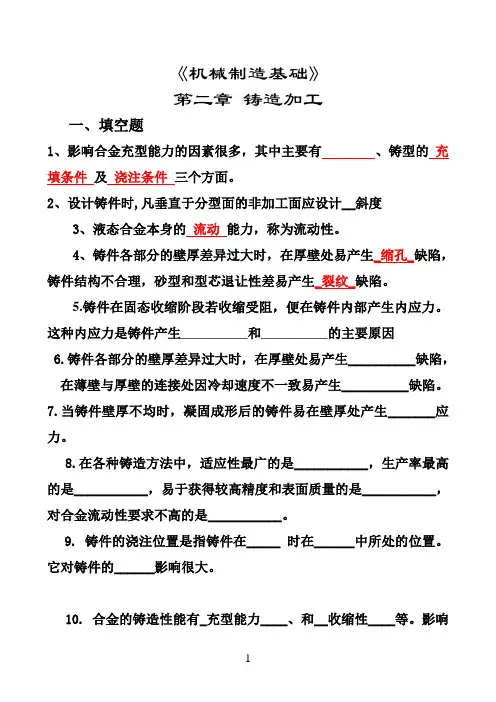
《机械制造基础》第二章铸造加工一、填空题1、影响合金充型能力的因素很多,其中主要有、铸型的充填条件及浇注条件三个方面。
2、设计铸件时,凡垂直于分型面的非加工面应设计__斜度3、液态合金本身的流动能力,称为流动性。
4、铸件各部分的壁厚差异过大时,在厚壁处易产生_缩孔_缺陷,铸件结构不合理,砂型和型芯退让性差易产生_裂纹_缺陷。
5.铸件在固态收缩阶段若收缩受阻,便在铸件内部产生内应力。
这种内应力是铸件产生__________和__________的主要原因6.铸件各部分的壁厚差异过大时,在厚壁处易产生__________缺陷,在薄壁与厚壁的连接处因冷却速度不一致易产生__________缺陷。
7.当铸件壁厚不均时,凝固成形后的铸件易在壁厚处产生_______应力。
8.在各种铸造方法中,适应性最广的是___________,生产率最高的是___________,易于获得较高精度和表面质量的是___________,对合金流动性要求不高的是___________。
9. 铸件的浇注位置是指铸件在_____ 时在______中所处的位置。
它对铸件的______影响很大。
10. 合金的铸造性能有_充型能力____、和__收缩性____等。
影响它们的因素有_______、_______、_________等。
10. 液态收缩和凝固收缩是产生__缩孔____和___缩松____的原因; 固态收缩是铸件产生___变形___、__应力____和___裂纹__的原因。
13. 为了防止铸件变形, 再进行铸件结构设计时, 应力求壁厚_______, 形状________。
14. 当铸件收缩受阻时, 就可能发生______、_______等缺陷; 因此如轮形铸件的轮辐应设计为____数或做成__________形状。
15. 在铸件设计中,铸件垂直于分型面的侧壁应给出________,铸件壁的转角及壁间联接处均应考虑_______, 壁厚不仅要防止______, 而且要防止_____, 以防止_________________。


第二章思考题与习题及答案2-1何谓热处理?其目的是什么?它有哪些基本类型?答:钢的热处理是钢在固体范围内,通过加热、保温和冷却来改变钢的内部组织结构,从而改善钢的性能的一种工艺。
热处理的目的是改善钢的工艺性能和使用性能。
热处理的基本类型包括:普通热处理(包括退火、正火、淬火、回火)与表面热处理(包括表面淬火与化学热处理)。
2-2 退火的主要目的是什么?常用的退火方法有哪些?答:退火的主要目的是:细化晶粒,改善钢的力学性能;降低硬度,提高塑性,以便进一步切削加工;去除或改善前一道工序造成的组织缺陷或内应力,防止工件的变形和开裂。
常用的退火方法有:完全退火、等温退火、球化退火、均匀化退火、去应力退火等。
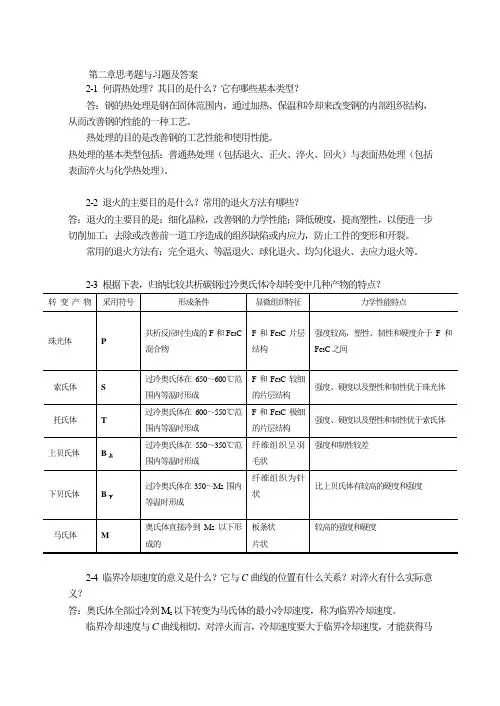
2-3 根据下表,归纳比较共析碳钢过冷奥氏体冷却转变中几种产物的特点?2-4 临界冷却速度的意义是什么?它与C曲线的位置有什么关系?对淬火有什么实际意义?答:奥氏体全部过冷到M s以下转变为马氏体的最小冷却速度,称为临界冷却速度。
临界冷却速度与C曲线相切。
对淬火而言,冷却速度要大于临界冷却速度,才能获得马氏体组织,否则,只能获得非马氏体组织。
2-5 正火与退火的主要区别是什么?如何选用?答:正火比退火的冷却速度要快些,得到的组织细一些,可获得索氏体组织,力学性能高于退火。
选用时主要应根据含碳量、使用性能以及经济性等来考虑。
正火可用于普通结构零件的最终热处理及重要零件的预备热处理。
过共析钢在球化退火前用正火来消除组织中的网状渗碳体。
正火也可用于改善低碳钢的切削加工性。
一般认为,金属材料的硬度在160~230HBW 范围内,切削加工性能较好,而低碳钢退火状态的硬度普遍低于160HBW,切削时易“粘刀”,零件的表面质量也较差,经正火后,可适当提高其硬度,改善切削加工性。
2-6 淬火的主要目的是什么?常用的淬火方法有哪些?答:淬火是使钢强化的最重要的方法,其主要目的是为了获得马氏体组织,提高钢的力学性能。
生产上常用的淬火方法有单液淬火、双液淬火、分级淬火、等温淬火等。
《机械制造基础》第二章铸造加工一、填空题1、影响合金充型能力的因素很多,其中主要有、铸型的充填条件及浇注条件三个方面。
2、设计铸件时,凡垂直于分型面的非加工面应设计__斜度3、液态合金本身的流动能力,称为流动性。
4、铸件各部分的壁厚差异过大时,在厚壁处易产生_缩孔_缺陷,铸件结构不合理,砂型和型芯退让性差易产生_裂纹_缺陷。
5.铸件在固态收缩阶段若收缩受阻,便在铸件内部产生内应力。
这种内应力是铸件产生__________和__________的主要原因6.铸件各部分的壁厚差异过大时,在厚壁处易产生__________缺陷,在薄壁与厚壁的连接处因冷却速度不一致易产生__________缺陷。
7.当铸件壁厚不均时,凝固成形后的铸件易在壁厚处产生_______应力。
8.在各种铸造方法中,适应性最广的是___________,生产率最高的是___________,易于获得较高精度和表面质量的是___________,对合金流动性要求不高的是___________。
9. 铸件的浇注位置是指铸件在_____ 时在______中所处的位置。
它对铸件的______影响很大。
10. 合金的铸造性能有_充型能力____、和__收缩性____等。
影响它们的因素有_______、_______、_________等。
10. 液态收缩和凝固收缩是产生__缩孔____和___缩松____的原因; 固态收缩是铸件产生___变形___、__应力____和___裂纹__的原因。
13. 为了防止铸件变形, 再进行铸件结构设计时, 应力求壁厚_______, 形状________。
14. 当铸件收缩受阻时, 就可能发生______、_______等缺陷; 因此如轮形铸件的轮辐应设计为____数或做成__________形状。
15. 在铸件设计中,铸件垂直于分型面的侧壁应给出________,铸件壁的转角及壁间联接处均应考虑_______, 壁厚不仅要防止______, 而且要防止_____, 以防止_________________。
机械制造基础第⼆章习题及答案第⼆章习题及答案2-1晶体和⾮晶体的主要区别是什么?答:晶体是指其原⼦呈周期性规则排列的固态物体。
晶体具有周期性规则的原⼦排列,主要是由于各原⼦之间的相互吸引⼒与排斥⼒相平衡的结果。
晶体还具有固定的熔点和各向异性的特征。
⾮晶体则原⼦排列⽆规则,没有固定的熔点,且各向同性。
2-2试述纯⾦属的结晶过程。
答:纯⾦属的结晶过程是在冷却曲线上平台所对应的时间内发⽣的,实质上是⾦属原⼦由不规则排列过渡到规则排列⽽形成晶体的过程,它是⼀个不断形成晶核和晶核不断长⼤的过程。
1)形核当液态⾦属的温度下降到接近T1时,液体的局部会有⼀些原⼦规则地排列起来,形成极细⼩的晶体,这些⼩晶体很不稳定,遇到热流和振动就会消失,时聚时散,此起彼伏。
当低于理论结晶温度时,稍⼤⼀点的细⼩晶体,有了较好的稳定性,就有可能进⼀步长⼤成为结晶核⼼,称为晶核。
晶核的形成有两种⽅式:⼀种为⾃发形核,即如前所述的,液态⾦属在过冷条件下,由其原⼦⾃⼰规则排列⽽形成晶核;⼀种为⾮⾃发形核,即依靠液态⾦属中某些现成的固态质点作为结晶核⼼进⾏结晶的⽅式。
⾮⾃发形核在⾦属结晶过程中起着⾮常重要的作⽤。
2)长⼤晶核形成之后,会吸附其周围液体中的原⼦不断长⼤,在晶核长⼤的同时,液体中⼜会产⽣新的晶核并长⼤,直到液态⾦属全部消失,晶体彼此接触为⽌。
2-3何谓为过冷度?影响过冷度⼤⼩的因素是什么?答:实际结晶温度低于理论结晶温度的现象,称为过冷现象。
理论结晶温度与实际结晶温度的差值,称为过冷度。
过冷度与⾦属液体的冷却速度有关,冷却速度越⼤,过冷度越⼤。
2-4晶粒粗细对⾦属的⼒学性能有何影响?细化晶粒可采取哪些措施?答:晶粒越细⼩,晶界越多、越曲折,晶粒与晶粒之间相互咬合的机会就越多,越不利于裂纹的传播和发展,增强了彼此间的结合⼒。
不仅使强度、硬度提⾼,⽽且塑性、韧性也越好。
为了能够获得细晶组织,实际⽣产中常采⽤增⼤过冷度⊿T、变质处理和附加振动等⽅法。
《机械制造基础》第二章铸造加工一、填空题1、影响合金充型能力的因素很多,其中主要有、铸型的充填条件及浇注条件三个方面。
2、设计铸件时,凡垂直于分型面的非加工面应设计__斜度3、液态合金本身的流动能力,称为流动性。
4、铸件各部分的壁厚差异过大时,在厚壁处易产生_缩孔_缺陷,铸件结构不合理,砂型和型芯退让性差易产生_裂纹_缺陷。
5.铸件在固态收缩阶段若收缩受阻,便在铸件内部产生内应力。
这种内应力是铸件产生__________和__________的主要原因6.铸件各部分的壁厚差异过大时,在厚壁处易产生__________缺陷,在薄壁与厚壁的连接处因冷却速度不一致易产生__________缺陷。
7.当铸件壁厚不均时,凝固成形后的铸件易在壁厚处产生_______应力。
8.在各种铸造方法中,适应性最广的是___________,生产率最高的是___________,易于获得较高精度和表面质量的是___________,对合金流动性要求不高的是___________。
9. 铸件的浇注位置是指铸件在_____ 时在______中所处的位置。
它对铸件的______影响很大。
10. 合金的铸造性能有_充型能力____、和__收缩性____等。
影响它们的因素有_______、_______、_________等。
10. 液态收缩和凝固收缩是产生__缩孔____和___缩松____的原因; 固态收缩是铸件产生___变形___、__应力____和___裂纹__的原因。
13. 为了防止铸件变形, 再进行铸件结构设计时, 应力求壁厚_______, 形状________。
14. 当铸件收缩受阻时, 就可能发生______、_______等缺陷; 因此如轮形铸件的轮辐应设计为____数或做成__________形状。
15. 在铸件设计中,铸件垂直于分型面的侧壁应给出________,铸件壁的转角及壁间联接处均应考虑_______, 壁厚不仅要防止______, 而且要防止_____, 以防止_________________。