新焊接工艺规程表word版本
- 格式:doc
- 大小:76.50 KB
- 文档页数:4
![焊接工艺设计规程[WPS]](https://uimg.taocdn.com/e0eef9170912a216147929b6.webp)
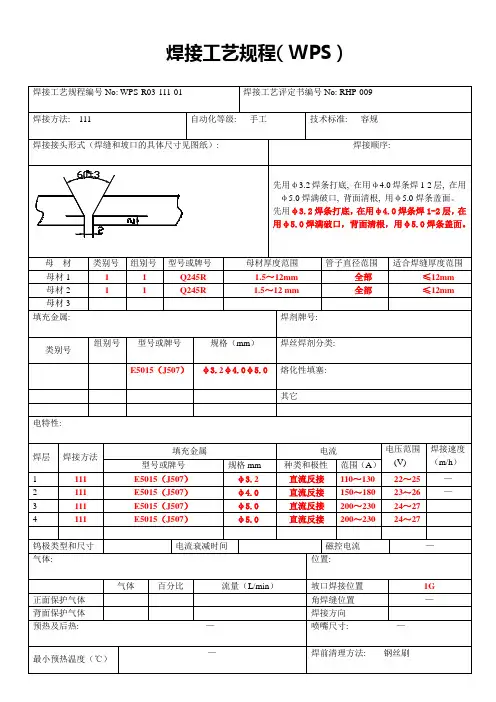
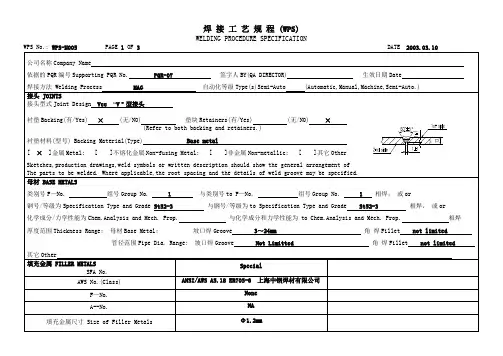
WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)WELDING PROCEDURE SPECIFIATION焊接工艺规程(WPS)。
焊接工艺规范及操作规程1.目的和适用范围1.11.2 本规范适用于各类铁塔结构、桁架结构、多层和高层梁柱框架结构等工业与民用建筑和一般构筑物的钢结构工程中,钢材厚度≥4mm的碳素结构钢和低和金高强度结构钢的焊接。
适用的焊接方法包括:手工电弧焊、气体保护焊、埋弧焊及相应焊接方法的组合。
2.本规范引用如下标准:JGJ81-2002《建筑钢结构焊接技术规程》GB50205-2001《钢结构工程施工质量验收规范》GB50017-2003《钢结构设计规范》3.焊接通用规范3.1 焊接设备3.1.1 焊接设备的性能应满足选定工艺的要求。
3.1.2 焊接设备的选用:CO2气体保护焊选用KRⅡ-500型、HKR-630型焊机埋弧自动焊选用ZD5(L)-1000型焊机3.2 焊接材料3.2.1 焊接材料的选用应符合设计图纸的要求,并应具有钢厂和焊接材料厂出具的质量证明书或检验报告;其化学成份、力学性能和其它质量要求必须符合国家现行标准规定。
3.2.23.2.3 焊丝应符合现行国家标准《熔化焊用钢丝》(GB/T14957)、《气体保护电弧焊用碳钢、低合金钢焊丝》(GB/T8110)及《碳钢药芯焊丝》(GB/T10045)、《低合金钢药芯焊丝》(GB/T17493)的规定。
3.2.4 埋弧焊用焊丝和焊剂应符合现行国家标准《埋弧焊用碳钢焊丝和焊剂》(GB/T5293)、《低合金钢埋弧焊用焊剂》(GB/T12470)的规定。
3.2.5 气体保护焊使用的CO2气体应符合国家的现行标准《焊接用二氧化碳》(HG/T2537)的规定,大型、重型及特殊钢结构工程中主要构件的重要焊接节点采用的CO2气体质量应符合该标准中优等品的要求,即其CO2含量(V/V)不得低于99.9%,水蒸气与乙醇总含量(m/m)不得高于0.005%,并不准检出液态水。
3.2.6 焊缝金属应与主体金属相适应。
当不同强度的钢材连接时,可采用与低强度钢材相适应的焊接材料。
焊接工艺规程完整手工电弧焊焊接工艺规程目录:1.用途及说明2.焊接设备及工辅具3.焊接材料4.焊工5.焊接工艺6.焊接质量检验1.用途及说明本工艺规程适用于专业厂、生产车间生产的手工电弧焊总成,同时也是技术科、检查科、生产车间进行工艺设计、焊接质量检查及产品验收的依据。
2.焊接设备及工辅具2.1 手工电弧焊电源种类常用型号有交流弧焊机(BX-500、BX1-300、BX3-300等)、旋转式直流弧焊发电机(AX1-500、AX3-300等)、弧焊整流器(ZXG1-250、ZXG1-400等)和逆变弧焊整流器(ZX7-250、ZX7-315等)。
2.2 对设备的性能要求2.2.1 要求弧焊电源具有良好的动特性及徒降的外特性。
2.2.2 应有较高的空载电压,使焊接过程中电弧燃烧稳定。
2.2.3 按GB8118-87规定要求,应具有一定的焊接电流可调围。
2.3 设备的选择依据2.3.1 选择设备时要以产品图作为依据,根据焊接金属材质、焊条类型、焊接结构来选择弧焊电源的类型。
2.3.2 根据焊接结构所用材料、板厚围、结构形式等因素确立所需弧焊电源的容量,然后参照弧焊电源技术数据,选用相应的设备。
2.4 设备使用要求2.4.1 使用新焊机或者用已长期停用的焊机时,应仔细观察焊机有无损坏处,在使用前必须按产品说明书进行检验。
2.4.2 焊机的供电回路,焊接回路的接头应可靠合格。
2.4.3 直流电焊机试车时的转向,如与标记方向相反,应将电动机三相进入线中的任意相交换,以改换转向,电机刚起动后,不可立即拉闸断电。
2.5 工具、辅具的要求手工电弧焊工具、辅具包括电缆线、钳焊、面罩、清理工具及劳动保护用品等。
电缆线的长度和导线截面积应根据最大焊接电流来选择,具体见表1.表1:电缆线长度(mm)导线截面积(mm)最大焊接电流(A)200 15 30300 30 50400 50 60600 50 80100 45 603.焊接材料根据焊接结构和要求,选择适当的焊条和辅助材料。
焊接工艺守则一、总则本通用工艺适用于我公司采用手工电弧焊、CO2气体保护焊工艺的各类钣金件的焊接。
二、焊前准备1、全面检查电源、焊机、焊枪、供气系统、工装等设备是否正常。
2、确认焊条、焊剂、焊丝牌号、规格及质量是否符合要求。
3、检查焊件的装配质量和坡口情况。
4、焊接的坡口形式和基本尺寸以及装配公差必须符合产品图纸要求及技术工艺文件的规定,坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。
5、坡口表面及两侧20mm范围内的水分、铁锈、油污等有害杂质应清理干净。
6、不锈钢及其复合钢板复层坡口两侧各100mm范围涂白垩粉或防溅剂,以防止沾附焊接飞溅。
7、按工艺文件要求对焊条实施预热,要保持预热的均匀性,确认达到预热温度后才能施焊。
三、焊接材料1、根据产品图纸或技术要求选用相应的焊接材料。
2、焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准规定,经验收或复验合格后方可使用。
3、焊条存放处必须干燥,焊条应堆放整齐,分类、分牌号存放,避免混乱。
4、焊条、焊剂使用前应按说明书规定进行烘烤,焊条领用时须用焊条筒存放,随取随用。
连续使用的焊剂应过筛,除去其中的尘土和粉末。
5、焊丝表面应无铁锈、氧化皮、油污等污物。
6、焊接用保护气体的纯度必须达到规定的标准要求,有含水量要求的要严格控制其含水量。
四、焊缝坡口形式与基本尺寸采用手工焊的坡口形式和基本尺寸规定如下:1、工件厚度为1-3mm时,两件同一平面对缝焊接,一般采用一面焊接,缝间距为0-1.5mm.。
2、工件厚度为3-6mm时,两件同一平面对缝焊接,一般采用两面焊接,缝间距为0-2.5mm.。
3、工件厚度为1-3mm时,两件L型对缝焊接,一般采用一面焊接,缝间距为0-2mm.。
4、工件厚度为3-6mm时,两件L型对缝焊接,一般采用两面焊接,缝间距为0-2mm.。
5、工件厚度为1-6mm时,两件T型对缝焊接,一般采用两面焊接,缝间距为0-2mm.。
6、工件厚度超过6mm时,必须破口焊接,通常采用V型对称破口,具体破口方法应根据焊件的具体要求进行。
山西西龙池抽水蓄能电站尾水系统土建及钢管制作安装标合同号XLC-CC-04焊接工艺作业指导书编制:审核:审批:水电四局西龙池工程项目部2006年2月10日焊接工艺作业指导书一、工程简介:西龙池抽水蓄能电站尾水压力钢管共布置四条,分别为1#~4#尾水钢管;每条钢管分别由上、下平直段、下弯段、斜直段和上弯段组成,钢管设计内径4.3m,材质为SUMITEN510-TMC(日本产),板厚分别为16、18、24mm,加劲环和止水环板厚分别为20、24mm,钢管的制安工程量总共为2566.769t。
二、编制依据:1、水电四局西龙池工程项目部《焊接工艺评定报告》2、《压力钢管制造安装及验收规范》(DL5017-93)3、北京国电《尾水系统钢衬装配图(1/3-3/3)》(图号:BJ55S-H4-16-1~3)4、北京国电《西龙池抽水蓄能电站尾水隧洞尾水钢管制造和安装技术要求》5、参考文件:(1)《钢制压力容器焊接规范》(JB/T4709-2000)6、施工组织设计及其他的技术资料三、焊接材料准备:1、焊接材料的选用按母材的抗拉强度选用焊接材料,焊接材料必须符合国标的相关要求,其熔敷金属力学性能和化学性能的各项指标,符合图纸技术要求和相关的标准。
(1)手工电弧焊:选用E5015型焊条,直径φ3.2mm、φ4.0mm、φ5.0mm;(2)埋弧自动焊:选用H08MnA型焊丝,直径φ4.0mm,HJ431焊剂。
(3)CO2气保焊(焊接加劲环):选用THQ50—6型焊丝,直径φ1.2mm;2、材料的保管:焊接材料应符合相应的国家标准,所有焊材在入库时要有出厂质量证明书和使用说明书,焊接材料需存放在干燥通风的仓库架子上,架子离地面高度的距离不小于30cm,离墙壁的距离不小于30cm,焊接材料在堆放时应按种类、牌号、批次、规格、入库时间分类堆放,并作好标识,避免混乱,同时做到先入库的焊条先用。
四、焊接及检测人员的筹备:1、焊工从事钢管一、二类焊缝焊接的焊工必须持有劳动部门颁发的锅炉、压力容器焊工考试合格证书或通过能源部、水利部颁发的适用于水利水电工程压力钢管制造、安装的焊工考试规则规定的考试,并持有有效合格证书,并经山西省电力局特种设备管理委员会复试合格的人承担。
(完整word版)焊接作业指导书及焊接⼯艺1.⽬的:明确⼯作职责,确保加⼯的合理性、正确性及可操作性。
规范安全操作,防患于未然,杜绝安全隐患以达到安全⽣产并保证加⼯质量。
2.范围:2.1.适⽤于钢结构的焊接作业。
2.2.不适⽤有特殊焊接要求的产品及压⼒容器等。
3.职责:指导焊接操作者实施焊接作业等⼯作。
4. ⼯作流程 4.1作业流程图4.2.基本作业:4.2.1.查看当班作业计划:按作业计划顺序及进度要求进⾏作业,以满⾜⽣产进度的需要。
4.2.2.阅读图纸及⼯艺:施焊前焊⼯应仔细阅读图纸、技术要求及焊接⼯艺⽂件,明⽩焊接符号的涵义。
确定焊接基准和焊接步骤;⾃下料的要计算下料尺⼨及⽤料规格,参照⼯艺要求下料。
有半成品分件的要核对材料及尺⼨,全部满⾜合焊图纸要求后再组焊。
4.2.3.校准:组焊前校准焊接所需⼯、量具及平台等。
4.2.4.⾃检、互检:所有焊接件先⾏点焊,点焊后都要进⾏⾃检、互检,⼤型、关键件可由检验员配合检验,发现问题须及时调整。
4.2.5.⾸件检验:在批量⽣产中,必须进⾏⾸件检查,合格后⽅能继续加⼯。
4.2.6.报检:⼯件焊接完成后及时报检,操作者需在图纸加⼯⼯艺卡⽚栏及施⼯作业计划上签字。
(外加⼯件附送货单及⾃检报告送检)。
5.⼯艺守则:5.1.焊前准备5.1.1.施焊前焊缝区(坡⼝⾯、I型接头⽴⾯及焊缝两侧)母材表⾯20~30mm宽范围内的氧化物、油、垢锈等彻底清理⼲净,呈现均匀的⾦属光泽。
5.1.2.检查被焊件焊缝(坡⼝形式)的组对质量是否符合图纸要求,对保证焊接质量进⾏评估,如有疑义应向有关部门联系,以便采取相应⼯艺措施。
5.1.3. 按被焊件相应的焊接⼯艺要求领取焊接材料,并确认焊接牌号⽆误。
5.1.4. 检查焊接设备是否运转正常,各仪表指数是否准确可靠,然后遵照本⼯艺提供的⼯艺规范参数预调焊接电流、电压及保护⽓体流量。
5.1.5.合焊前应先⾏组对点焊,点焊的焊材应与正式施焊焊材相同,点焊长度⼀般应为10-15mm(可视情况⽽定),点焊厚度应是焊脚⾼度的1/2(⾄少低于焊脚⾼度)。
接头制备要求:1、管道采用火焰或等离子切割,加工后使用砂轮机打磨除去氧化皮,保证无裂纹、重皮、毛刺、凸凹、缩口、熔渣等现象。
2、焊件坡口及内外表面在焊接前要求进行清理,。
3、坡口组对:内壁错边量不超过管壁厚度的10%,且不应大于2mm 。
4、定位焊缝:应采用与根部焊道相同的焊接材料和工艺;定位焊缝的长度、厚度和间距应能保证焊缝在正式焊接过程中不致开裂。
焊接的工卡具其材质宜与母材相同或同一类别号,拆除工卡具时不应损伤母材,拆除后应将残留焊疤打磨修整至与母材表面齐平。
熔渣及影响焊接的表面层打磨平整。
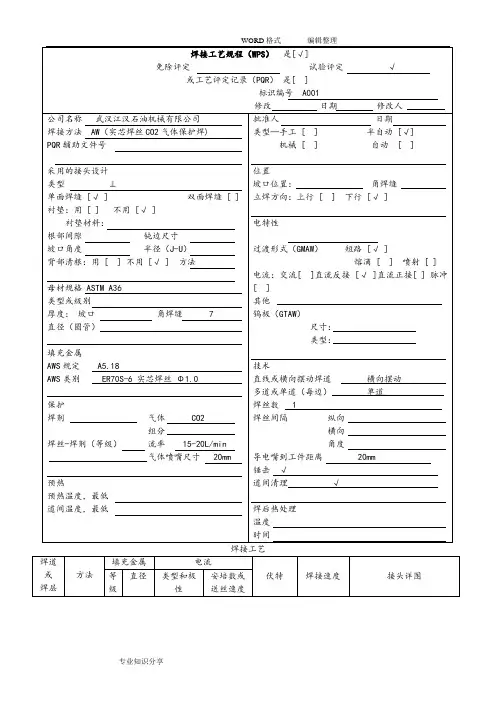
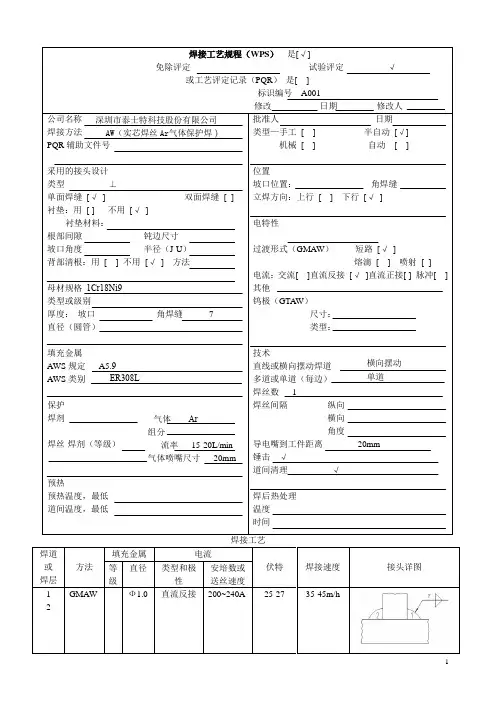
焊接工艺规程页数 1 of 3工程名称:产品名称(施焊部位) 工艺管道 产品设计温度范围 - 产品工作介质 -焊接工艺规程(WPS )编号 WPS20201-201-GY-004 版次 - 日期2021.04.24 所依据的焊接工艺评定报告(PQR )编号PQR2020063 版次 - 日期2020.12.16焊接方法 GTAW+SMAW 操作类型(手工,自动,半自动) 手工 焊接施工执行标准 GB/T50236-2011 其他 无 焊接接头:接头型式 对接 简图 (接头型式、坡口形式和尺寸、焊层/焊道布置及顺序示意图): 衬垫(有) 无 (无) 衬垫材质、型式及规格 --母材:材料标准号 GB/T9948-2013 型号或牌号 20,ANTI-SCC 与 材料标准号 GB/T9948-2013 型号或牌号 20,ANTI-SCC 相焊 厚度范围:坡口焊 7.04mm-14.08mm 角焊 母材厚度不限 管道直径范围:坡口焊 不限 角焊 不限 其他 无填充金属焊接材料标准号 NB/T47018.3-2017NB/T47018.3-2017型号 ER50-G E4315 牌号CHG-SHA CHE427SHA 尺寸Φ2.5 Φ3.2/Φ4.0烘干温度/时间 - 按照焊材说明书进行烘烤。
焊缝熔敷金属厚度 0~5mm 0~9mm 其他GTAWSMAW焊接位置:坡口对接焊缝位置 45°固定焊(6G ) 角焊缝位置 全位置 焊接方向(向上、向下) 向上其他 无 预热:最小预热温度 20℃(室温) 最大层间温度 250℃ 后热温度和时间 -加热方式及其他 -焊接工艺规程页数 3 of 3 3、焊接操作注意事项:焊件表面不得有电弧擦伤,并不得在焊件表面引弧和试验电流;焊接时应采取合理的施焊方法和施焊顺序;焊接过程中应保证起弧和收弧处的质量,收弧时应将弧坑填满;焊缝多层多道焊时,焊接接头应错开;焊接过程中,焊丝的加热端应置于保护气体中;需预拉伸或预压缩的管道焊缝,组对时所使用的工卡具应在整个焊缝焊接完毕并经检验合格后方可卸载。
(单位名称)焊接工艺规程规程编号:WPS14-2011产品编号:项目:用户:位号:图号:CL1100-440/1.5L名称:滴液分离器焊接接头编号表产品名称滴液分离器产品型号高度1496 Ф798 体积0.1M3 产品编号WPS14-20116.施焊完毕,清理焊渣及飞溅物。
7. 在规定位置打上焊工钢印,作好施焊记录。
8.交检。
预热温度层间温度焊后热处理焊接位置施焊技术℃℃平焊焊接规范参数层次焊接方法焊材牌号规格极性电流(A) 电压(V) 速度(mm/s) 烘烤温度℃保温时定位焊SMAW A302 4 交流140~160 24~26 150℃ 11 SMAW A302 4 交流160~180 24~26 4~6 150℃ 12 SMAW A302 4 交流160~180 24~26 4~6 150℃ 1焊接工艺卡焊接工艺卡编号WPS14-2011-6 接头名称筒体+接管接头编号D2、D6 母材SUS304 规格焊接过程接头简图 1.按图示组对定位接头。
2.清理接头两侧20mm内的水、油污、铁锈、氧化皮等杂物。
3.焊条按规定烘干、保温,并置于保温筒内待用。
4.按规范施焊定位焊缝,定位焊缝长度10mm,对称2-3处。
5.按规范施焊焊缝,第一层焊接时应注意反面成形,保证焊透,焊后用角磨机清理坡口,发现缺陷去除,第二层焊缝应将坡口填满。
6.施焊完毕,清理焊渣及飞溅物。
7. 在规定位置打上焊工钢印,作好施焊记录。
8.交检。
预热温度层间温度焊后热处理焊接位置施焊技术℃℃平焊焊接规范参数层次焊接方法焊材牌号规格极性电流(A) 电压(V) 速度(mm/s) 烘烤温度℃保温时定位焊SMAW A102 3.2 交流90~130 22~24 150℃ 11 SMAW A102 3.2 交流90~130 22~24 3~5 150℃ 1 2-4 SMAW A102 3.2 交流90~130 22~24 3~5 150℃ 1焊接工艺卡焊接工艺卡编号WPS14-2011-7 接头名称换热管+管板接头编号D3母材S22053 厚度焊接过程接头简图 1.按图示组对定位接头。
KM-H12-05-1
T1
210±10
2
1.8热 熔 200~22080.3~1.3
1451.5781.8202342
冷却压力(MPa)冷却时间(S)环境温度(℃)熔融对接时间(S)
焊接方法
熔体流动速率,g/10min
材料牌号材料等级ME3440
吸热压力(MPa)切换时间(S)增压时间(S)卷边高度(㎜)
焊接工艺卡编号
图 号接头名称降至零后,方可拆卸;6、检查和确认接头翻边圆周平滑对称性;翻边最低深度1.5㎜ ;接头对正性错边量≤1.4㎜; 接 头 焊 接 工 艺 卡
D1~Dn
1、清理焊接管接头及热熔管件接头连接表面,达到整洁无杂质、污物,表面无缺陷;
2、将焊接管接头及热熔管件接头分别装在左右夹具上连接,使两连接管头中心线保持一致;中间留有铣刀间距;
3、铣削焊接面并保证连接面的表面对接精度;
接头编号
BW-J-D
KMRQ-HP-PE-02
4、设定加热板温度,依据各项控制参数操作和控制并适当调整进行焊接;加热、切换和对接时间要达到下表中规定参焊接持证项目
焊接工艺评定报告编号翻边切除应确认翻边是实心园,下侧无杂质、小孔、扭曲缺陷;背弯试验无开裂、缝和接缝处露有熔合线等缺陷;7、对检查和确认质量记录。
焊环高度(㎜)
材料规格
De(㎜)SDR 160
11
卷边压力(MPa)吸热时间(S)焊接温度(℃)焊环宽度(㎜)拖动压力(MPa)加热板温度(℃)开闭模时间(S)
热 熔 对 接 焊 接焊接压力(MPa)
焊 接 工 艺 程 序
PE80数精度要求;5、对接达到下表规定的冷却时时间后,压力材料材质。