冲压基础知识
- 格式:ppt
- 大小:2.39 MB
- 文档页数:61
引言概述:正文内容:
一、材料的选择
1.1材料的基本分类
1.2材料的力学性能
1.3材料的成形性能
1.4材料的热处理性能
1.5材料的表面处理
二、冲压工艺参数的确定
2.1冲压速度与冲床动力
2.2冲头与冲模的几何参数
2.3弯曲半径与边距的选择
2.4冲头冲量与冲击力的计算
2.5模具工作面积与冲床额定力的匹配
三、冲床结构与工作原理
3.1冲床的基本组成部分
3.2冲床的工作原理
3.3储能式冲床与连续式冲床的区别
3.4冲床的运行稳定性与可靠性
3.5冲床操作安全与维护要点
四、模具设计
4.1冲裁模具与成形模具的区别
4.2模具的基本构造要素
4.3模具的设计流程
4.4模具材料的选择与热处理
4.5模具加工工艺与表面处理
五、冲压工艺的优化
5.1工艺可行性分析
5.2工艺参数的优化方法
5.3冲压过程中的问题与解决方案
5.4冲压工艺的过程控制与监测
5.5冲压工艺的质量评估与改进
总结:
通过本文对冲压基础知识培训课件的详细阐述,我们了解到冲压工艺学是一个涉及材料科学、力学、热处理、模具设计及加工等多个学科的综合性学科。
在冲压过程中,正确选择材料、合理确定冲压工艺参数、熟悉冲床结构与工作原理、良好的模具设计以及科学优化冲压工艺,将为冲压生产提供可靠的保障,提高生产效率和
产品质量。
希望本文能为读者提供实质性的帮助和指导,使其能够在实际工作中更好地运用冲压基础知识。
冲压工艺基础知识及质量保证培训一、冲压工艺基础知识1. 冲压工艺概述冲压工艺是一种利用模具将金属板材受力变形而成型的加工工艺。
冲压工艺广泛应用于汽车制造、家电制造、机械制造以及航空航天等领域,是实现多种金属零件批量生产的主要工艺之一。
2. 冲压工艺的原理冲压工艺的基本原理是通过模具将金属板材置于冲模和模具之间,施加压力将金属板材沿模具表面的凹凸部分形成所需的形状。
通过不同的模具设计和冲压工艺参数设置,可以得到不同形状和尺寸的金属零件。
3. 冲压工艺的优点冲压工艺具有高效、高质、低耗的特点,可以实现金属零件的批量生产,具有良好的经济效益和社会效益。
此外,冲压工艺还可以实现复杂形状的金属零件加工,提高了产品的设计自由度和外观质量。
4. 冲压工艺的分类根据冲压工艺的不同特点,可以将其分为冲裁、成形、冲粉、翻边等不同类型的工艺。
不同的工艺有不同的特点和适用范围,可以根据具体的产品要求选择合适的工艺。
二、质量保证培训1. 冲压工艺质量要求冲压工艺在应用过程中,需要保证产品的质量,提高产品的可靠性和稳定性。
因此,需要在冲压工艺中加强质量管理,把握好从材料选型到模具设计和操作过程中的每一个环节,确保产品的质量符合客户要求。
2. 质量保证体系建立健全的冲压工艺质量保证体系是保证产品质量的重要手段。
质量保证体系应该包括质量管理、质量控制、质量检验等多个方面的内容,形成一个完整的质量管理体系。
3. 质量保证培训为了提高员工的质量管理意识和技术水平,需要给冲压工艺的操作人员进行质量保证培训。
培训内容包括产品质量要求、质量管理体系、质量控制方法、质量检验技术等,通过培训提高员工的专业水平和质量意识。
4. 质量保证实施在冲压工艺的实施过程中,需要严格执行质量保证体系,确保各项管理制度得到有效执行。
此外,需要加强对不良品和质量问题的分析和处理,及时找出问题的原因和解决方案,及时采取有效的措施做好产品的质量保证。
三、总结冲压工艺作为一种重要的金属加工工艺,在工业生产中具有重要的地位和作用。
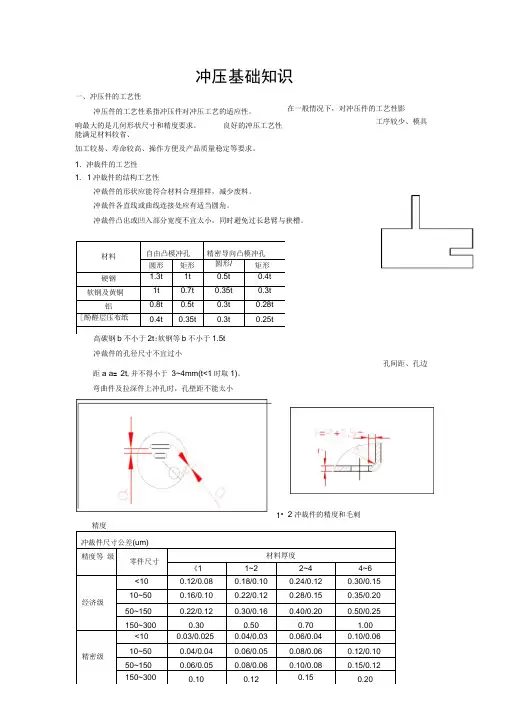
冲压基础知识一、冲压件的工艺性冲压件的工艺性系指冲压件对冲压工艺的适应性。
响最大的是几何形状尺寸和精度要求。
良好的冲压工艺性能满足材料较省、加工较易、寿命较高、操作方便及产品质量稳定等要求。
1. 冲裁件的工艺性1. 1冲裁件的结构工艺性冲裁件的形状应能符合材料合理排样,减少废料。
冲裁件各直线或曲线连接处应有适当圆角。
冲裁件凸出或凹入部分宽度不宜太小,同时避免过长悬臂与狭槽。
冲裁件的孔径尺寸不宜过小孔间距、孔边冲裁件尺寸公差(um)精度等级零件尺寸材料厚度《1 1~2 2~4 4~6经济级<10 0.12/0.08 0.18/0.10 0.24/0.12 0.30/0.1510~50 0.16/0.10 0.22/0.12 0.28/0.15 0.35/0.2050~150 0.22/0.12 0.30/0.16 0.40/0.20 0.50/0.25150~300 0.30 0.50 0.70 1.00精密级<10 0.03/0.025 0.04/0.03 0.06/0.04 0.10/0.0610~50 0.04/0.04 0.06/0.05 0.08/0.06 0.12/0.1050~150 0.06/0.05 0.08/0.06 0.10/0.08 0.15/0.12150~300 0.10 0.12 0.15 0.20在一般情况下,对冲压件的工艺性影工序较少、模具材料自由凸模冲孔精密导向凸模冲孔圆形矩形圆形/ 矩形硬钢 1.3t 1t 0.5t 0.4t软钢及黄铜1t 0.7t 0.35t 0.3t铝0.8t 0.5t 0.3t 0.28t[酚醛层压布纸0.4t 0.35t 0.3t 0.25t距a a= 2t,并不得小于3~4mm(t<1时取1)。
弯曲件及拉深件上冲孔时,孔壁距不能太小• 2冲裁件的精度和毛刺2.弯曲件的工艺性2.1弯曲件的结构工艺弯曲件的圆角半径应适宜(不可小于最小弯曲半径,也不宜过大)最小弯曲半径弯曲件的弯边长度不宜过小弯曲线不应位于零件宽度突变处,以免撕裂。
冲压基础必学知识点
冲压是指将金属板料通过冲压设备进行加工,以得到所需形状和尺寸
的零部件或成品。
以下是冲压基础必学的知识点:
1. 冲压工艺:冲压工艺包括模具设计、模具加工、冲裁、弯曲、拉伸等。
了解和掌握冲压工艺可以提高产品质量和生产效率。
2. 材料选择:冲压加工可使用的材料包括钢板、铝板、黄铜等。
根据
产品的要求和应用场景选择合适的材料,可以提高产品的耐磨性、强
度和耐腐蚀性。
3. 模具设计:模具是冲压加工的关键工具,其设计要考虑到产品的形状、尺寸和材料特性。
模具的设计应遵循原则,如最小化材料的损耗、提高生产效率和降低成本等。
4. 冲床操作:冲床是冲压加工的主要设备,操作冲床需要掌握安全注
意事项和操作规程。
了解冲床的性能和参数,可以更好地控制冲压加
工的质量和效率。
5. 金属材料力学性能:冲压过程中,需要了解材料的力学性能,如屈
服强度、延伸率、断裂韧性等。
了解材料的力学性能有助于选择合适
的材料和预测冲压过程中可能出现的问题。
6. 表面处理:冲压产品的表面处理可以提高其美观性、耐腐蚀性和耐
磨性。
常见的表面处理方法包括镀锌、喷涂、电镀等。
7. 质量控制:冲压加工中,需要进行质量控制来确保产品的质量符合
要求。
质量控制的方法包括检验、抽样等。
8. 环境保护:冲压过程中会产生废水、废气和废渣等污染物,需要采取相应的环保措施来避免对环境造成负面影响。
以上是冲压基础必学的知识点,通过学习和掌握这些知识,可以提高冲压加工的技术水平和生产效率。

《冲压基础知识综合性概述》一、引言冲压作为一种重要的金属加工方法,在现代工业生产中占据着举足轻重的地位。
从汽车制造到电子产品,从航空航天到日常用品,冲压工艺的应用无处不在。
本文将对冲压基础知识进行全面的阐述与分析,涵盖基本概念、核心理论、发展历程、重要实践以及未来趋势等方面,为读者提供一个系统而深入的了解。
二、冲压的基本概念1. 定义冲压是利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。
冲压通常在室温下进行,故也称为冷冲压。
2. 特点(1)高效性:冲压生产效率高,可实现高速自动化生产,适用于大批量生产。
(2)精度高:通过模具的精确设计和制造,可以获得高精度的零件。
(3)材料利用率高:冲压过程中材料的变形较为合理,能够充分利用材料,减少浪费。
(4)可加工复杂形状:能够加工出各种复杂形状的零件,满足不同产品的需求。
3. 冲压工艺的分类(1)分离工序:使材料沿一定的轮廓线分离,如剪切、冲裁等。
(2)成形工序:使材料产生塑性变形,如弯曲、拉深、胀形等。
三、冲压的核心理论1. 材料的塑性变形理论冲压过程中,材料在模具的作用下发生塑性变形。
塑性变形的本质是材料内部晶体的滑移和孪生。
了解材料的塑性变形规律对于合理设计冲压工艺和模具至关重要。
2. 应力与应变分析在冲压过程中,材料受到各种应力的作用,如拉应力、压应力、剪应力等。
通过应力与应变分析,可以确定材料的变形程度和变形方式,为模具设计提供依据。
3. 模具设计理论模具是冲压工艺的核心,模具的设计直接影响到冲压零件的质量和生产效率。
模具设计需要考虑零件的形状、尺寸、精度要求、材料性能以及生产批量等因素。
同时,还需要考虑模具的结构强度、耐磨性、寿命等问题。
四、冲压的发展历程1. 古代冲压技术早在古代,人类就已经开始使用冲压技术。
例如,中国古代的青铜器制造中就采用了冲压工艺。
古代的冲压技术主要依靠手工操作,生产效率低,精度也不高。