PCBA产品过程流程图模板
- 格式:xlsx
- 大小:39.51 KB
- 文档页数:2
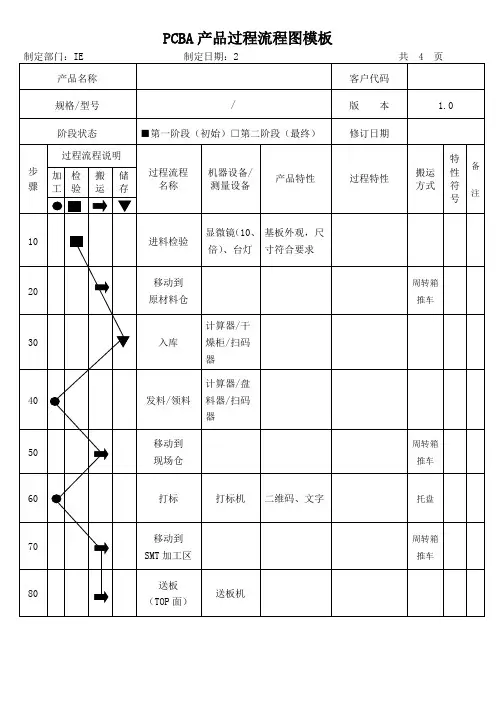
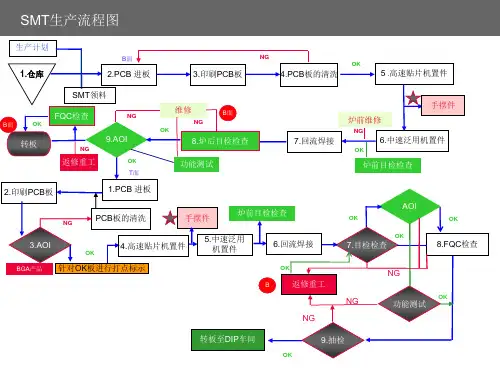

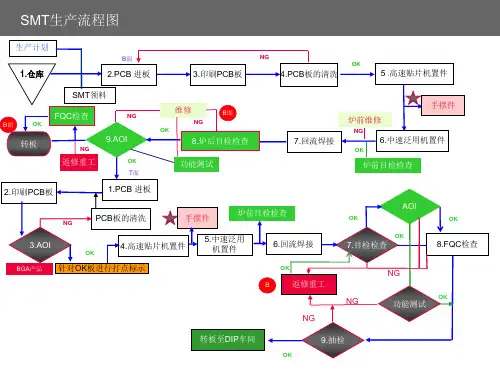



页数: 2 / 5 .工具/ 辅料部品编号,规格与BOM一致部品检查外观无破损、污、伤全数(PP<100)目视部品仕样书IQC检查结果及处理报告IQC 联络采购,共通来料检查部品尺寸与部品尺寸图一致AQL(LOT>100)测量IQC检查基准书ULA00101技术卡尺, 千分尺或 投影仪N=5/ LOT温度工作场所:22℃±5℃共通保管部品放置危险品仓:5℃~30℃温湿度计4次/日目视工场环境管理规定环境管理记录表货仓湿度无尘车间内:45~60%RHUSB00100USB00104联络上级2~6F无尘车间外:45~70%RH 1F :45~75%RH部品管理先入先出001机种区分标识做机种区分标识位置、内容在基板板边写上当前生产的机种名黑色油性笔全数作业标准书SMT 联络上级确认无误、无漏印刷机001-1印刷基板A面印刷锡膏锡膏 TLF-204-43 (TAMURA)(RoHS )锡膏1次/始业前锡膏印刷条件表印刷条件同焊锡印刷条件表刮刀,钢网目视SMT 停止,调整印刷锡膏TLF-204-43 条件印刷状态铜箔范围内,无渗透无少锡,倒塌,偏移等2H/次目视IPQC检查记录UZB00101IPQC 联络上级程序始业前002部品贴装(A面 )基板A面贴装部品部品上料不可误上料贴装机换料时部品设置照合表SMT换料记录UZA00114停止,调整贴装部品外观无缺损,破裂,浮起,立件,少件,反向等目视实装图SMT 程序实装部品规格LCR 表测量IPQC 联络SMTIPQC 贴装检查实装状态不可有异品、欠品、 极性错误浮起、位置偏移在基准内首枚/始业时5枚/ 2H目视IPQC 检查记录UZB00101预热温度/时间140-170/60-120秒焊接温度/时间200℃以上20-60秒,220℃以上20-40秒※回流炉003回流焊接A面回流焊接基板表面温度250以下炉温测试板始业时回流炉焊接条件表炉温测试曲线图SMT 停止调整炉温部品表面温度240以下炉温测试仪UZA00105IPQC 焊接状态检查焊接状态放大镜(5倍)首枚/始业时5枚/ 2H 目视基板检查基准UPD00200IPQC 检查记录UZB00101IPQC 联络SMT 004画像检查 (A面)AOI检查程序无误画像检查装置全数机测SMT 联络画像课AOI检查不良确认不良确认无连锡、假焊、少锡、偏移、005RSB检查翻件、立件、欠品、反向、错件等全数目视作业标准书检查记录表UZA00111SMT 联络上级目视检查(A面)A面贴装部品检查锡珠¢<0.13MM 放大镜(5倍)重点检查AOI能力外部品烙铁温度340±10℃烙铁(50W)始业时不良品的解析修理流程USG01900电烙铁管理表SMT SMT修正不良修复焊接时间≤3秒/点烙铁头(2C-4C)目视不良品的解析及修理方法USG08500USA00809SMT 联络SMT组长修正锡线RoHS :SENJU:RMA02 P3 M705 (∮0.8 )※锡线始业时点检电烙铁的使用及管理USG03600SMT修正表UZA00108修理员修理及附近位置外观良好不良品全数更换IC的流程及方法USG01100重点元件位置AOI能力外部品按AQL 作业标准书IPQCIPQC IPQC定点检查SMT完成品检查修理位置无错件、连锡、假焊、少锡等放大镜(5倍)修理品,PP 目视工程内定点检查记录表联络SMT修理附近位置无掉件、连锡、假焊、偏移等(全数)修理目视检查USG15100UZB001061次/ PP、ECO 变更、转线精密检查测试表UZB00102实装图基板外观检查基准特性温度测试曲线STARTNGOKNGNGNG根据IPQC 检查规定处理NG根据IPQC 检查规定处理1特性工具/ 辅料页数: 3 / 5 .页数: 4 / 5 .工具/ 辅料特性103-A 插元件<1>103-B 插元件<2>手插件外观名称、规 格、编号无误,引脚无氧化,外观无破损103-C 插元件<3>手插元件全数目视作业标准书无FAT 联络上级103-D 插元件<4>部品插入状态不可有异品、欠品、极性错误基板固定104炉前目视装机板目视部品实装状态无反向、欠品、错料等过炉治具电解电容打点目视电解电容方向正确后打点在顶部负极处打红点红色油性笔全数目视作业标准书生产品质记录表UPA00116FAT 联络上级105炉前压件手插件按压,压件状态平贴基板;插到位扶正治具(共3种)全数扶正作业标准书放扶正治具FAT 联络上级助焊剂TAMURA EC-19S-8助焊剂设备(治具)日常点检表B面松香喷洒喷洒条件涂布量:80±10% ;VC速度:1.0M/min 助焊剂喷洒机始业前调试设备(治具)始业点检保养基准USA01019喷洒状态粒径:φ0.2-0.8MM 120*180内23个以内松香喷洒效果记录表ZG015(100CM 2内10个以下)设定条件标准波峰炉焊接锡条确认千住:M705E&M708(RoHS)波峰炉始业前调试设备(治具)始业点检保养基准设备(治具)日常点检表FAT 联络上级106波峰焊接预热速度50℃~100℃/0.9-3.0℃/sec 锡条USA01019预热温度120℃±15℃设定条件标准焊接温度250℃±5℃助焊剂喷洒机、波峰炉最高温度,250℃±5℃ 运作记录表 USA01018最高温度-预热温度(△T )150℃以内焊接时间 2.5-6sec 炉温曲线图降温速度5℃以上 /sec 107炉后接板接拆放过炉治具取机板、取治具、撕胶纸撕胶纸接板方法撕掉B面胶纸手持基板板边胶镊子全数作业标准书FAT 联络上级手插件不可欠品108炉后目视波峰焊接后PCB 浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级ASSY外观检查焊锡状态无盲点、连锡、锡尖、少锡、假焊等UPA00116更换部品规格、型号参照BOM不良品的解析修理流程USG01900电烙铁管理表烙铁温度CHIP部品:(340±10℃);手插部品:(380±10℃); 跳线、TB1:(410±10℃)(90W)烙铁(50W)(90W)、烙铁头(2C-4C)不良品全数修理不良品的解析及修理方法USG08500USA00809FAT 解析修理不良修理焊接时间≤3秒电烙铁的使用及管理USG03600修理作业日报UZA00134FAT修理锡线规格RoHS :SENJU:RMA02 P3 M705 (∮1.0)锡线更换IC的流程及方法USG01100修理联络上级锡炉温度240℃镊子始业时点检助焊剂TAMURA EC-19S-8助焊剂锡条千住:M705E&M708(RoHS)锡条IPQC IPQC 定点检查修理位置及其周边元件、焊接外观放大镜(5倍)修理品(全数)修理目视检查USG15100工程内定点检查记录表UZB00106IPQC 联络上级OQC OQC 修理品检查修理品检查修理位置及周边 元件、焊接外观放大镜(5倍)修理品 (全数)目视FAT 修理品检查基准书UPD05200OQC 修理品检查结果记录表UPA00510OQC 联络上级锡线SENJU:RMA02 P3 M705 (φ0.8 ) RoHS 锡线始业前烙铁温度(340±10℃)CHIP部品烙铁(50W)始业前点检作业标准书电烙铁管理表FAT 报告上级烙铁温度(380±10℃)手插部品烙铁头(2C-4C)烙铁温度(410±10℃)跳线、TB1烙铁(90W)焊接时间3秒内/点USA00809109锡点修正锡点检查、修正元件长度3MM以下量脚治具:J09090171全数测量板面外观锡珠:φ<0.3MM;无异物附着修正治具:J09090146全数目视手焊人员标准达B级剪钳排线T1部品上的黑色线进行整理排线不可将其他部品向两侧挤歪斜和遮挡排插塞规(0.3mm,0.5mm)、分度治具、直尺※※NGOKNG※OKNG修理品返回发生工程NG页数: 5 / 5 .工具/ 辅料特性点胶部品实装及作业标准书报告上级,联络110画像检查(B面)焊接检查,打点打点位置无误,无漏打画像检查装置、介刀全数目视生产品质记录表FAT 画像检查课贴C/N贴纸贴C/N贴纸贴纸状态无偏移、翘角、倾斜、折皱蓝色油性笔,胶镊子UPA00116DIP部品实装检查画像检查装置111画像检查(A面)打点打点位置无误,无漏打蓝色油性笔全数目视作业标准书生产品质记录表FAT 联络画像检查课贴L/N贴纸贴L/N贴纸贴纸状态无偏移、翘角、倾斜、折皱胶镊子、介刀UPA00116程序当前生产的机种名ICT测试仪目视不良信息小票112ICT测试开路、短路测试样板点检OK品点检显示“PASS” NG品点检“FAIL”ICT治具:J09060251黑色油性笔始业时点检作业标准书生产品质记录表UPA00116FAT停止,报告上级联络画像检查课程序名ETP712190电脑,FT治具:J09100108始业前目视设备(治具)始业点检保养基准设备(治具)日常点检表113FT测试功能测试FT治具点检按照设备(治具)始业点检保养基准捺印治具,印台始业时点检USA01019捺印印章、印油(STSM-1)作业标准书生产品质记录表UPA00116FAT停止,报告上级程序路径见作标分割机、除尘机114分割基板分割机板单板尺寸分割治具:J09090140首枚/始业时测量作业标准书分割机使用机种一览表FAT 停止 联络上级批锋尺寸突出部分在0.5MM以下铣刀(2.0MM).卡尺.刷子首枚/换刀时A面外观检查浮高标准排插浮起不可超过0.3mm;T1排插浮起不可超过0.5MM 全数目视作业标准书生产品质记录表FAT 联络上级115外观检查目视位置及标准锡珠:¢<0.3MM;无异物附着,无撞掉件UPA00116B面外观检查ICT、画像检查B面良品标识、FT测试合格印章无漏分度治具,直尺印油(STSM-1)包装管理台帐116包 装PCB组立品包装数量不可少装、多装、混装封箱胶纸,印章全数目视作业标准书 FAT 报告上级完成品外观组件外观参照OQC检查标准按检验程序目视OQC检查基准书出货成绩书UPA00501OQC 联络上级OQC OQC检查组件包装修理品(全数)机型名称货仓出货从UMC → 客户出货数量按出货指令书按包装单位目视出货指示书出货明细表货仓联络上级出货品封装出货地放大镜(5倍)、塞规(0.3mm,0.5mm)ENDNG 选别或返工ONGNGNGNGNGNG。