生产工艺流程图
- 格式:xls
- 大小:33.50 KB
- 文档页数:1
生产工艺流程图生产工艺流程图是指将生产过程中的各个环节按照一定的顺序和方法进行图形化展示的一种图表。
它可以清晰地展现出生产过程中的各个环节之间的关系和流程,有利于生产管理人员对生产过程进行全面的了解和掌控。
下面将对生产工艺流程图的制作方法和应用进行详细介绍。
首先,制作生产工艺流程图需要明确生产过程中的各个环节和步骤。
在确定这些环节和步骤之后,需要对它们进行逻辑排序,确保流程图的逻辑性和连贯性。
其次,需要根据生产过程中的实际情况,确定每个环节和步骤之间的关系和依赖。
这有助于在制作流程图时更加准确地表达生产过程中的各个环节之间的联系。
然后,可以选择合适的图形符号和线条来表示不同的环节和步骤,以及它们之间的关系。
在制作流程图的过程中,要注意图形的美观性和易读性,确保图表能够清晰地展现生产过程中的各个环节。
最后,需要对制作好的流程图进行审核和修改,确保其准确无误。
生产工艺流程图的应用非常广泛。
首先,它可以作为生产管理的重要工具,帮助生产管理人员对生产过程进行全面的了解和监控。
其次,它可以作为培训和教学的辅助工具,帮助新员工快速了解生产过程中的各个环节和步骤。
此外,生产工艺流程图还可以作为沟通和协调的工具,帮助不同部门之间更好地协作和沟通。
总之,生产工艺流程图在生产管理中起着非常重要的作用。
在制作生产工艺流程图时,需要注意以下几点。
首先,要确保流程图的准确性和完整性,不要遗漏任何一个环节和步骤。
其次,要注意流程图的简洁性和清晰性,避免过多的文字和图形,确保图表能够一目了然。
另外,要注意流程图的更新和维护,随着生产过程的不断变化,流程图也需要不断地进行更新和修改,确保其与实际生产过程保持一致。
综上所述,生产工艺流程图是生产管理中非常重要的工具,它能够帮助生产管理人员对生产过程进行全面的了解和掌控。
在制作生产工艺流程图时,需要注意图表的准确性、简洁性和更新性,确保其能够真实地反映生产过程中的各个环节和步骤。
同时,生产工艺流程图的应用也非常广泛,它可以作为生产管理、培训教学和沟通协调的重要工具,为企业的生产管理工作提供有力的支持。
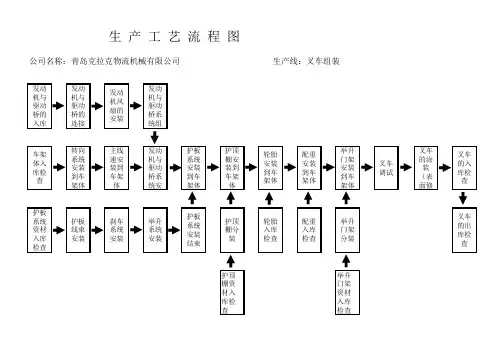
护顶棚资材入库检查举升门架资材入库检查
发动机与驱动桥的入库
发动机与驱动桥的连接
发动机风扇的安装
发动机与驱动桥系统组
举升门架安装到车架体
叉车调试
叉车的涂装(表面修
护板系统安装到车架体护顶棚安装到车架体
轮胎安装到车架体配重安装到车架体
护板线束安装刹车系统安装举升系统安装
车架体入库检查
转向系统安装到车架体主线速安装到车架体发动机与驱动桥系统安生 产 工 艺 流 程 图
公司名称:青岛克拉克物流机械有限公司 生产线:叉车组装
举升门架分装
护板系统安装结束
护顶棚分装轮胎入库检查配重入库检查护板系统资材入库检查。
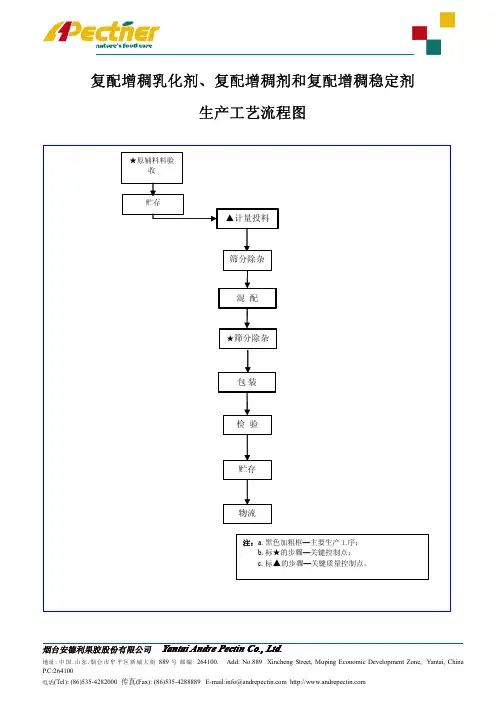
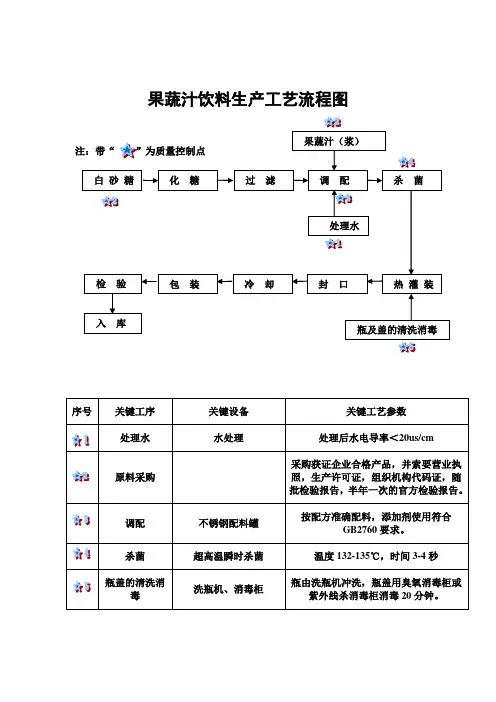
复配增稠乳化剂、复配增稠剂和复配增稠稳定剂
生产工艺流程图
烟台安德利果胶股份有限公司Yantai Andre Pectin Co.,Ltd.
地址:中国.山东.烟台市牟平区新城大街889号邮编:264100.Add:No.889Xincheng Street,Muping Economic Development Zone,Yantai,China P.C:264100
电话(Tel):(86)535-4282000传真(Fax):(86)535-4288889E-mail:info@
烟台安德利果胶股份有限公司
质量保证部复配增稠乳化剂、复配增稠剂和复配增稠稳定剂
生产工艺描述
序号工艺描述
1原辅料接收
与贮存生产用食品添加剂原料及辅料从合格供应商处购货、经验收合格后入库贮存2计量投料按照各个产品的配方及其比例将原辅料投入到倒袋站中,输送至混配机中3筛分除杂筛除可能进入的异物,筛网孔径≥20目
4混配将原辅料在混配机内进行充分物理搅拌,确保均匀
5筛分除杂混配后的物料经过筛分机,筛除异物(金属和非金属);筛网孔径≥40目6包装按照客户要求选择合适的包装将产品进行包装,通常为25kg/袋,或者根据客户要
求进行包装;包装袋符合包装食品用包装材料的要求
7检验对产品进行取样,送实验室按照产品的标准进行检测,特别注意有害物质、致病性
微生物指标的检测
8贮存执行相关入库手续入库,适当贮藏条件下贮藏
9物流检测合格后的产品方可出厂
产品的装卸、运输严格按照公司相关规定执行,确保产品顺利、安全达到目的地。
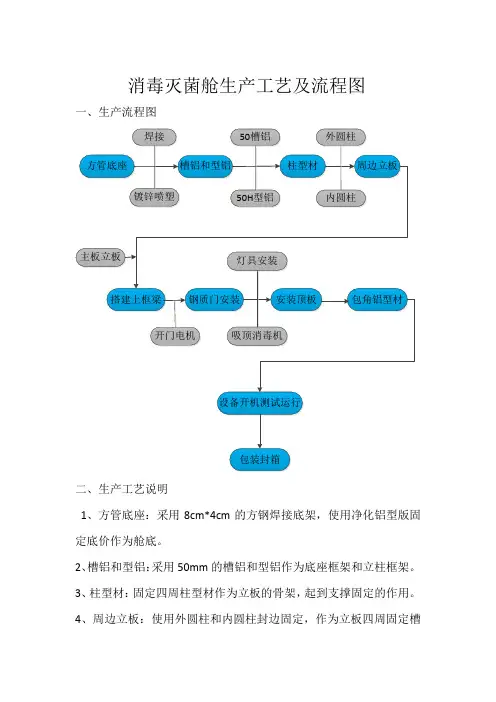
消毒灭菌舱生产工艺及流程图
一、生产流程图
二、生产工艺说明
1、方管底座:采用8cm*4cm的方钢焊接底架,使用净化铝型版固定底价作为舱底。
2、槽铝和型铝:采用50mm的槽铝和型铝作为底座框架和立柱框架。
3、柱型材:固定四周柱型材作为立板的骨架,起到支撑固定的作用。
4、周边立板:使用外圆柱和内圆柱封边固定,作为立板四周固定槽
板。
5、搭建上框梁:周边立板完成后搭建上框梁,作为顶板的支撑主体。
6、钢质门安装:安装门体和控制开关门电机,安装红外开门感应器。
7、安装顶板:在顶板安装照明灯具和消毒灭菌机,接线,安装顶板。
8、包角铝型材:内弧包角安装,打胶封缝,去除板材包装膜。
9、设备开机测试:接通220V交流电,进行设备开机测试运行。
10、包装封箱:采用泡沫和纸箱对舱体进行封装打包。

生产工艺流程图怎么做生产工艺流程图是企业在进行生产过程管理中必不可少的工具,能够清晰、直观地呈现生产过程的各个环节及流程。
本文将从工艺流程图的定义、制作步骤、注意事项等方面进行详细阐述,以期为生产过程管理提供有价值的参考。
一、生产工艺流程图的定义生产工艺流程图是指将企业的生产流程进行图形化的展示,从而使工人和管理者能够通过图表的方式清晰地了解每个生产环节的工序、生产时间、生产人员等信息,以便对生产进程进行全面监控和管理。
简单来说,生产工艺流程图就是将生产过程细节以图形方式表达出来以便于企业管理。
下面我们将说明生产工艺流程图的制作步骤。
二、制作步骤1.确定生产过程首先,需要明确整个生产过程的各个环节。
需要根据产品的具体特点,对整个生产过程进行清晰的划分和分类。
2.绘制总图了解过生产流程,就可以开始进行总图的制作。
制作总图的目的是将整个生产过程核心节点全部罗列出来,同时还需注明每个节点之间的联系,以确保流程的依次顺序。
3.绘制详图绘制好总图以后,就开始进行详图的制作。
详图是系统化的生产流程,包含了每个生产过程的具体细节。
生产者需要根据整个流程,开展详图的分析和研究,并且要注明每个过程、每个环节、每个工具、每个操作等等。
4.调整细节制作完成后,生产者需要仔细审核各个细节,如确认工艺流程、确认工序时间、确认操作者、确认预算等等。
确认无误后,还需要进行适当的调整,并及时进行修改,确保流程清晰、准确。
三、注意事项1.流程的准确性生产工艺流程图必须准确,否则就会影响企业的产值。
因此,在制作流程图时,生产者必须仔细研究整个生产过程,勿瞻前不顾后、偏离实际。
2.绘制图形清晰生产工艺流程图的图形必须清晰,不仅方便工人阅读,也便于管理者进行管理。
因此,在制作流程图时,生产者需注意图形的大小、线条的细节等等,确保画面清晰、整洁。
3.维护流程图制作生产工艺流程图后,生产者需对流程图进行维护,跟进生产过程中发生的变化,及时根据情况进行调整。
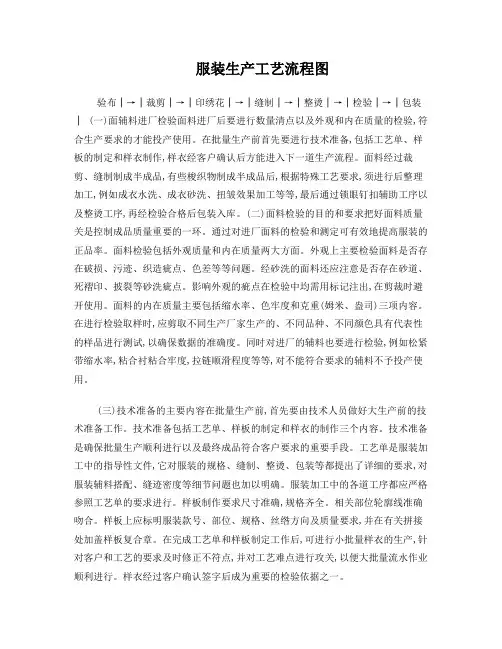
服装生产工艺流程图验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│ (一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
样板制作要求尺寸准确,规格齐全。
相关部位轮廓线准确吻合。
样板上应标明服装款号、部位、规格、丝绺方向及质量要求,并在有关拼接处加盖样板复合章。

电子产品生产工艺流程:工艺流程简述:1插件:来料PCBA 线路板与电子元器件手工插件.. 2焊锡:将线材与线路板使用电烙铁焊锡连接..3组装:与外壳、塑胶配件、五金配件、电源等手工组装成成品.. 4酒精擦拭:部分产品使用酒精清洁擦拭表面污渍.. 5检测、包装入库:检测合格即可包装入库.. 电子产品生产工艺流程图:废电子料 S 3废包装材废锡渣无铅锡线、电子G 2有机废气 入库工艺流程简述:1点焊:项目电子产品的生产工艺较简单;首先用电烙铁将外购的PCBA 线路板与电子元件进行点焊连接..2粘胶:项目部分电子元件需用黄胶进行粘贴;通过粘胶的方式将其固定在线路板上..3组装:然后与外购的五金配件、塑胶配件用电批进行组装在一起.. 4检测、包装:产品组装完成后;用测试设备对产品进行测试;检测合格后即可将产品包装为成品..电子元器件生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N成品2焊锡废气、S 3废锡五金配件、S 5包装废料S 4废电子料 有机废气、S 6废胶工艺简述:1绕线、剪线头:来料骨架使用绕线机将漆包线绕至骨架上;然后人工剪去多余线头..2浸锡、补焊:将产品骨架针脚与漆包线接合处浸锡焊接;浸锡时需按一定比例加入一定量的环保助焊剂辅助焊接;少部分浸锡不合格产品使用电烙铁补焊连接..3装磁芯、包胶带:人工将磁芯安装在骨架上;部分需用手啤机压合组装;然后在骨架上用包胶带机包裹上胶带..4测试:用测试仪对产品半成品性能进行测试..5浸油、烘烤:将产品送至含浸机中浸绝缘油;使产品具备绝缘性质;浸油时绝缘油中需加入一定比例的天那水进行稀释;浸油后的产品送至电烤箱烘烤固包装出货无铅锡条、无铅1废线头3废胶带2有机废气5废包装材料设备噪声 G 1焊锡废气、G 2有机废N 设备噪声定;电烤箱工作温度约95~100℃..6包装出货:产品烘烤后即可包装为成品..电子产品、电脑周边设备生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1刷锡膏、贴片:用刷锡膏机在PCB 线路板上刷上锡膏;然后用贴片机贴上电子元器件..1废锡渣、N 噪1废锡渣噪声 无铅锡外壳、3废包装材料2有机废气 抹机水N 噪声 成品2废电子料 1废锡渣、N 噪2回流焊:用回流焊机重新熔化预先刷到PCB 线路板上的锡膏;实现表面贴附的电子元器件与线路板之间进一步焊接..3插件、波峰焊:通过人工的方式将电子元件插在线路板上;再经波峰焊机焊锡焊接..4检查、补焊:人工检查产品质量;对焊锡不稳定的电子元器件用电烙铁进行补焊连接..5组装、检测:然后将外购的外壳、塑胶配件、五金配件等产品部件人工组装在一起; 组装完成后用检测设备对产品进行检测..6擦拭清洁、包装:少量产品用无水酒精擦拭清洁产品表面污渍;然后即可将产品包装为成品..五金制品、塑胶制品生产工艺流程:工艺流程简述:1剪板/切割:来料不锈钢板材、塑胶板材、纤维板根据产品需求分别使用剪板机、激光切割机进行分切加工;激光切割机工作时配套一个氧气罐;氧气为切割辅助气体..2精雕:部分产品需使用精雕机对产品进行精细雕刻加工;雕刻过程会产生少量粉尘..3检测、包装:产品检测后合格即可将产品包装为成品.. 五金垫圈生产工艺流程图:入库4废金属料N 设备噪S 3废包装材料 G 3粉尘N 设备噪声工艺流程简述:1开料:用切割机将外购的铜片材、铁片材及冷冲板进行切割开料.. 2冲压成型:开料后用不同规格的冲床将铜片材、铁片材及冷冲板冲压成型;项目冲压所用模具均为外购;项目不自行生产模具;但会对模具进行简单维修加工;项目少量简单五金垫圈可用手啤机进行冲压成型即可..3检查、包装:人工对产品进行检查;检查合格即可包装为成品..塑胶制品生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N噪声S 1废金属料成品S 2废包装材料噪声S 1废金属料工艺简述:本项目从事塑胶制品的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..1混料、烘干:利用混料机将外购的塑胶料与色粉进行均匀混料;将混料好的塑胶料再用电烘料机进行烘干;项目混料在封闭的混料机中进行;无粉尘向外散逸..2注塑成型:使用卧式注塑机将烘干后的塑胶料进行注塑成型加工;使之成为设计的形状..注塑机间接冷却水经冷却塔冷却后循环使用;不外排;注塑产生的塑胶废料经碎料机粉碎后;再与外购的塑胶料在混料机中进行均匀混料后回用于注塑工序..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 项目不涉及丝印、喷漆、清洗等任何产生废水的污染工序.. 钢模板及周边材料生产工艺流程:成品噪声工艺流程简述:1切割:来料不锈钢板材使用激光切割机进行分切加工.. 2精雕:使用精雕机对产品进行精细雕刻加工成型..3外发蚀刻加工:部分产品精度要求较高的会外发至相关蚀刻厂家对其进行进一步蚀刻加工..4封装:外发蚀刻返厂的组件与采购的木框半成品、胶带人工封装成成品;项目采购的木框均为半成品组装用部件;项目不涉及木料加工..5检测、包装:产品检测后合格即可将产品包装为成品..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑G 4..本项目不涉及喷漆、丝印、清洗、蚀刻等污染工序;无生产废水产生及排放.. 模具维修工艺流程图:入库木框半成品、胶不锈钢板材3废包装材料废金属料N 设备噪3粉尘N 设备噪声工艺流程简述:1机加工:项目模具长时间使用后;用桌上车床、磨床、台钻及砂轮机进行简单机加工维修;项目磨床采用干磨方式;加工过程会产生少量金属颗粒物;砂轮机维修时会产生少量废金属屑..2检查:机加工后;人工检查模具;检查合格后即可包装入库.. 电脑周边配件、LED 光电产品生产工艺流程:入库金属颗粒物、N 噪声 S 废金属料、N 噪声 废金属料、N 噪声 G 2金属屑、 N 噪声工艺流程简述:1刷锡膏、贴片、回流焊:来料线路板首先人工刷锡膏;贴片机贴片;过回流焊机焊锡固定..2插件:上述加工后的线路板与电子元器件手工插件.. 3焊锡:将线材与线路板使用电烙铁焊锡连接..4组装含酒精擦拭:与外壳、塑胶配件、五金配件、LED 显示屏等手工组装成成品;部分产品使用酒精清洁擦拭表面污渍..5老化、打标:部分产品需送至老化架插电老化;部分产品塑胶外壳上需使N 设备噪G 1焊锡废无电子外壳、塑胶配件、五金配件、LED 废包装材N 设备噪声G 1焊锡G 2有机废气用激光雕刻机打上标记..6检测、包装入库:检测合格即可包装入库..光电生产工艺流程图及污染物标识废水:W ;废气:G ;固废:S ;噪声:N工艺简述:1点焊:用电烙铁将电子元件、电子线材等焊接在PCBA 线路板上.. 2粘贴:将外购的背光纸粘贴在塑胶片的正反两面;然后将遮光纸粘贴在塑胶片侧面;以防止光源外漏;项目外购背光纸及遮光纸均自带粘性;直接粘贴即可..3组装、检测:将外购的显示屏、五金配件、LED 灯珠与焊接好的PCBA 线路板进行人工组装;然后用检测设备进行检测..4擦拭清洁、包装:检测合格后;用抹机水擦拭清洁产品表面污渍;然后即可将产品包装为成品.. 激光硒鼓生产工艺流程:成品1焊锡废气、S 1废锡1有机废气 3废包装材2废电子料工艺流程简述:1摩擦焊、碰焊:来料塑胶片使用摩擦焊机将塑胶片焊接成塑胶盒;然后将芯片放至塑胶盒并使用碰焊机将两者焊接..2注墨:使用注墨机将水墨注入塑胶盒;项目所用的水墨均为外购的水墨成品;项目不从事水墨的生产;水墨用完后的废墨罐均交由有资质的单位处置;项目不设墨罐清洗工艺;无废水产生..3超声波焊接、封口:项目使用超声波焊接机将塑胶瞬间热熔封闭;然后使用注UV 胶机在封闭口注入UV 胶;接着送至烤UV 胶机烘烤固定使封闭口没有漏隙..4烘烤、检测、包装入库:产品送至电烤箱烘烤检测是否漏水;检测合格即可包装入库..弹簧生产工艺流程图:2塑胶异嗅有机废气N 设备2有机废气S 5废胶S 3废包装材芯UV 水入库2塑胶异嗅有机废气N 设备2塑胶异嗅有机废气N 设备S 4废墨罐工艺流程简述:1成型加工:本项目生产弹簧工艺比较简单;主要是将外购的钢线、铜线使用弹簧机加工成型即可;不涉及表面处理、清洗、喷漆等工艺;无生产废水产生及排放..2烘烤:将加工成型后的弹簧放入电烤箱中进行烘烤;烘烤温度约为350度;烘烤的目的主要是加大弹簧的硬度;烘烤后放在通风处进行自然冷却即可..3检查、包装:人工检查产品质量;检查合格即可将产品包装为成品.. 电子线材生产工艺流程图:噪声S 1废金属料成品S 2废包装材料工艺流程简述:1绞线:用绞线机将外购的铜线按照要求;两根或是几根绞在一起.. 2押出:将外购的PVC 塑胶粒用押出机给绞好的铜线注塑塑胶外皮;押出机自带水槽用于冷却押出的产品;冷却水循环使用;定期补充挥发量;没有工业废水排放..3裁线、剥皮剥芯:将电子线材按照要求人工裁切成一定长度;裁切后的线材再用剥皮剥芯机进行剥皮剥芯加工..2废线头、N 噪声2焊锡废气、S 3废锡成品PVC 1塑胶废料S 4废电子料 1塑胶废料噪声 5包装废料4浸锡、点焊:将裁切好的线材金属一端放入锡炉中进行浸锡稳固;再将线材与外购PCBA 线路板、电子元件用电烙铁进行焊锡连接..5烘干、注塑成型:将外购塑胶粒用烘干机烘干;再将线材一端用立式注塑机进行注塑成型加工..项目所用立式注塑机设置冷却塔;项目间接冷却水经冷却塔冷却后循环使用;不外排..6组装:将外购五金配件、塑胶配件与上述加工的产品半成品进行组装.. 7检测、包装:用检测设备对产品性能进行检测;测试合格后即可将产品包装为成品..机械零件、模具、模具配件、五金制品、治具生产工艺流程:自动化设备生产工艺流程:废电木、N N 噪噪声 废电木、N 噪S 1废金属、S 2废电成品成品工艺简述:本项目从事机械零件、模具、模具配件、自动化设备、五金制品、治具的生产..项目主要的车间布局情况如附图1-总平面布置及车间布局图所示;项目工艺流程简述如下..机械零件、模具、模具配件、五金制品、治具生产工艺流程:1机加工:将项目外购模具钢、铝材、电木用车床、铣床、磨床、台钻进行机加工;项目3台磨床中两台为干磨;干磨会产生少量金属颗粒物;一台采用湿磨;工作时需按一定比例加入冷却液和自来水;冷却液重复使用、适量添加不排放;没有工业废水排放..2外发线切割:将机加工后的模具工件外发到其他企业进行线切割精细加工..3攻牙:部分机加工后的零件需用攻牙机进行攻牙加工..4组装、包装出货:将机加工后制得的机械零件、模具配件、五金制品分别进行手工组装;组装后即可包装为成品..自动化设备生产工艺流程:(1)组装:将项目自制的机械零件与外购的结构件、钣金件、电器配件进行手工组装在一起;组装过程仅需用螺丝将部件组合在一起;无需进行焊接..2外发喷漆加工:将组装好的产品外发到其他有资质的企业进行喷漆表面处理..3包装出货:产品喷漆回厂后即可包装出货..注:本项目设备工件长时间使用后;会用砂轮机对其进行简易维修;维修时会产生少量的金属屑..项目车间生产过程中;不自行设置任何电镀、喷漆、清洗等各类表面处理的工艺;如有需要则委外处理..。
生产工艺流程图
清HDZ
面选料——梳齿指接——四面刨——划线——拼板——砂光——检修——双端铣——打孔——精砂——检修——喷涂——辊涂——组加强撑——全检配色——包装
腿选料——梳齿指接——砂光——划线——拼板——四面刨——定长——打孔——精砂——检修——辊涂——组装——全检——包装
餐车
面选料——梳齿指接——四面刨——划线——拼板——砂光——检修——双端铣——精砂——检修——涂油——包装
腿选料——梳齿指接——四面刨——划线——拼板——四面刨——定长——打孔——精砂——检修——辊涂——喷涂——组装——全检——包装
中桌
面选料——梳齿指接——四面刨——划线——拼板——粗砂——精砂——双端铣——打孔——开槽——检修——喷涂——辊涂——组装——全检配色——包装
腿选料——梳齿指接——四面刨——划线——拼板——四面刨——定长——打孔——精砂——检修——辊涂——全检——包装
裙板选料——梳齿指接——四面刨——划线——拼板——四面刨——定长——打孔——开槽——精砂——检修——辊涂——全检——包装。
生产工艺流程图超详细画法步骤导读:所谓工艺流程图(即PF或PFD图),是化工生产工艺流程的一种示意图,对于整个工程项目设计来说起着非常重要的作用。
主要是借助统一规定的图形符号和文字代号,将化工工艺装置所需的设备、仪表、管道、阀门及主要管件等更清晰的展现出来。
亿图软件中就内置了丰富的图形符号和模板,在绘制工艺流程图的时候更轻松、方便。
工艺流程图详细绘图步骤:新建工艺流程图打开软件,在新建预定义模板和例子中,选择“工程”图,然后就可以在模板中看到“工艺流程图”的选项了,可以直接双击该模板开始绘图,也可以使用例子中的图例快速制图。
添加符号从软件左边的符号库中选择需要的形状,拖拽到绘图页面开始绘图。
自定义符号软件内置符号中,如果没有你需要的形状、符号,可以通过钢笔工具自定义形状创建符号,并导入到符号库中,方便以后继续使用。
调整图层显示在工业设计绘图中,难免会叠加图形,有的时候就会出现一个形状被另一个形状遮住的情况,所以,这个时候就需要调整形状的显示图层,将被遮住的形状显示出来。
方法很简单,选中被遮住的形状,将其置于顶层就可以了。
组合形状将需要组合的形状全部选中,点击开始菜单的组合(Ctrl+Shift+G)。
添加管道和连接线在软件上方菜单栏中,有常用的线条工具、连接线工具,都可以轻松绘制连接线。
如果你需要更专业的管道或者连接线,可以通过符号库中的“管道和连接线”库选择形状。
给形状添加文本亿图软件中的符号形状,大部分都自带输入文本的功能,直接双击形状,就可以进入文本编辑模式。
文本输入完成后,单击选中该文本,如果出现一个黄色菱形的点,就意味着你可以拖动这个点,来移动文本显示的位置。
如果双击没有生效的,可以用文本工具添加文本,然后将文本和形状组合就可以了。