钢管网架焊接节点
- 格式:ppt
- 大小:5.09 MB
- 文档页数:43

附录二中华人民共和国建筑工业行业标准JG/T 3034.1–1996 焊接球节点钢网架焊缝超声波探伤及质量分级法1 主题内容和适宜范围本标准规定了检测钢网架焊接空心球、球管焊缝以及钢管对接焊缝用单斜探头接触法超声波探伤确定缺陷位置、尺寸和缺陷评定的一般方法以及质量分级方法。
本标准适用于母材厚度4mm~25mm、球径不小于120mm、管径不小于76mm普通碳素钢和低合金钢焊接空心球、球管焊缝及钢管对接焊缝A型脉冲反射式手工超声波探伤以及根据探伤结果进行的质量分级。
2 引用标准GB 50205 钢结构工程施工及验收规范GB 11345 钢焊缝手工超声波探伤方法和探伤结果的分级JGJ 7 网架结构设计与施工规程ZBY 231 超声深伤用探头性能测试方法ZBY 232 超声深伤用1号标准试块技术条件ZBJ 04001 A型脉冲反射式超声探伤系统工作性能测试方法GB 11533 标准对数视力表3 检验人员3.1 从事网架焊缝探伤的检验人员必须掌握超声波探伤的基础知识和基本技能,具有曲面焊缝的探伤经验,按照国家有关规定经培训和考核,并持有相应考核组织颁发的无损检测人员等级资格证书。
3.2 现场超声波探伤必须遵守有关安全规程,当探伤条件不符合探伤工艺要求或不具备安全作业条件时,检验人员有权停止探伤,待条件改善符合要求后再进行工作。
3.3 检验人员的观力应每年检查一次,按GB11533标准,校正视力不得低于5.0。
4 探伤仪、探头和耦合剂4.1 探伤仪使用A型显示脉冲反射式探伤仪,其性能指标要求水平线性误差不大于1%,垂直性能误差不大于5%;衰减器或标准化增益控制器总调节量不应小于80dB,每档步进量不大于2dB,在任意相邻的12dB内误差不应大于±1dB当探伤仪与符合4.2规定的斜探头连接后,CSK–IC试块上得到的灵敏度余量应大于评定线灵敏度10dB以上,性能测试除灵敏度余量的测试见附录C(补充件)外,其余均应按ZBJ04001规定的方法进行测试。


网架的分类及节点组成分析网架的概念网架和网壳总称为空间网格结构。
这种空间网格结构是由多根杆件按照某种有规律的几何图形通过节点连接起来的空间结构,它可以充分发挥三维空间的优越性,传力路径更见简捷特别适用于大跨度建筑。
由双层或多层平板形网格组成的结构称为网架结构(简称网架),由单层或双层曲面形网格结构称为网壳。
一、网架结构的组成1)第一类是由平面桁架系组成的网架结构两向正交正放网架:这是由两组平面桁架系组成的网架,桁架系在平面上的投影轴线互成90°交角,且与边界平行或垂直,所形成网格可以是矩形的,也可以是正方形的。
两向正交斜放网架:它可由梁向正交正放网架在水平面上旋转45°而得,其交角也是90°,但每片桁架不与建筑物轴线平行,而是成45°的交角,故成为两向正交斜放网架。
三向网架:比两向网架的刚度大,适合在大跨度结构中采用,其平面适用于三角形,梯形及正六边形,在圆形平面中也可采用。
2)第二类是由四角锥体组成的网架由四根上弦组成正方形锥底,锥顶位于正方形的形心下方,由正方形四角节点向锥顶连接四根腹杆即形成一个四角锥体,将各个四角锥体按一定规律连接起来,便成为四角锥体网架。
正放四角锥网架:四角锥底边分别与建筑物的轴线相平行,各个四角锥体的底边相互连接形成网架的上弦杆,连接各个四角锥体的锥顶形成下弦杆并与建筑物的轴线平行。
这种网架的上下弦杆长度相等,并相互错开半个节间。
斜放四角锥网架:这种网架是将各四角锥体的锥底角与角相连,上弦(即锥底边)与建筑物轴线成45°交角,连接锥顶而形成的下弦仍与建筑物轴线平行。
这种网架受压的上弦杆长度小于受拉的下弦杆,因而受力比较合理,每个节点交汇的杆件数量少,因此用钢量较少。
缺点:是屋面板种类较多,屋面排水坡的形成比较困难。
棋盘四角锥网架:将整个斜放四角锥网架水平转动45°角,使网架上弦与建筑物轴线平行,下弦与建筑物轴线成45°交角,即得棋盘四角锥网架。

焊接球节点和相贯焊
焊接球节点和相贯焊是两种在钢结构建筑中常见的焊接方式,它们各自具有不同的应用场景和特点。
1. 焊接球节点:焊接空心球节点是一种连接节点,主要由两个热冲压钢半球加肋或不加肋焊接成空心球的结构。
这种节点在网架、网壳、桁架等钢结构中应用广泛。
焊接球节点具有良好的承载力、稳定性和可靠性,能够承受各种荷载和变形。
在钢结构建筑中,焊接球节点可用于连接梁、柱、桁架等构件,以形成稳定的空间结构。
2. 相贯焊:相贯焊是一种焊接形式,指的是沿着空间曲线对圆管进行无缝焊接。
这种焊接方式主要应用于圆管结构、网架、网壳桁架等钢结构中。
相贯焊的目的是使管与管之间形成稳定的连接,具有良好的承载力和抗变形能力。
相贯焊焊接要求规范,需严格按照规定进行操作,以确保焊缝质量。
总之,焊接球节点和相贯焊在钢结构建筑中发挥着重要作用,它们分别用于不同的连接场景,并具有各自的特点。
焊接球节点适用于各种钢结构连接,具有较高的承载力和稳定性;而相贯焊则主要用于圆管结构的连接,确保管与管之间的稳定性和抗变形能力。
在实际工程中,根据具体需求和设计要求,可以选择合适的焊接方式来保证钢结构建筑的安全和稳定。

网架行业标准钢网架(壳)螺栓球节点封板、锥头技术规程Technical specification for end plate and cone-shaped connectors in bolted spherical joints of steel space grid(latticed shell)xx-xx-xx发布 xx-xx-xx实施中国建筑金属结构协会前言本标准第五章为强制性条款,其余条文为推荐性条款。
钢网架(壳)螺栓球节点是钢网架(壳)的重要受力点,节点用封板、锥头是螺栓球网架杆件与螺栓球连接的关键部件,这些部位目前主要采用模锻成型工艺加工制造。
为了保证钢网架(壳)螺栓球节点用封板、锥头的质量,特制定本标准。
本标准的技术内容参照国家现行标准《空间网格技术规程》JGJ 7-2010 、《网架结构工程质量检验评定标准》JGJ 78-1991 、《钢结构设计规范》GB 50017-2003 、《钢网架螺栓球节点》JG/T 10-2009和《钢网架检验及验收标准》JG 12-1999等有关标准、并根据国内外市场需求和江苏省产品现状确定。
本标准的编写遵循国家现行标准《标准化工作导则》GB/T 1.1-2000 、GB/T 1.2-2002的有关规定。
本标准主要起草单位:江苏省网架及钢结构产品质量监督检验中心、徐州市建设机械金属结构协会、徐州市标准化协会、江苏恒久钢构有限公司、徐州飞虹网架(集团)有限公司。
本标准主要起草人:本标准于xx年xx月首次发布。
钢网架(壳)螺栓球节点封板、锥头技术规范1.范围本标准规定了钢网架(壳)螺栓球节点封板、锥头的分类和命名、技术要求、试验方法、检验规则、标志、包装、运输、贮存等内容。
本标准适用于模锻成型经机械加工制造的钢网架(壳)螺栓球节点封板、锥头(以下简称封板、锥头)。
2.规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本,凡是不注日期的引用文件,其最新版本适用于本标准。
1范围本工艺标准适用于钢网架螺栓球节点、焊接球节点、焊接钢板节点的钢网架结构地面拼装工程。
2施工准备2.1材料:2.1.1钢网架拼装的钢材与连接材料、高强度螺栓、焊条等材料应符合设计要求,并应有出厂合格证明。
2.1.2螺栓球、空心焊接球、加助焊接球、锥头、套筒、封板、网架杆件、焊接钢板节点等半成品,应符合设计要求及相应的国家标准的规定。
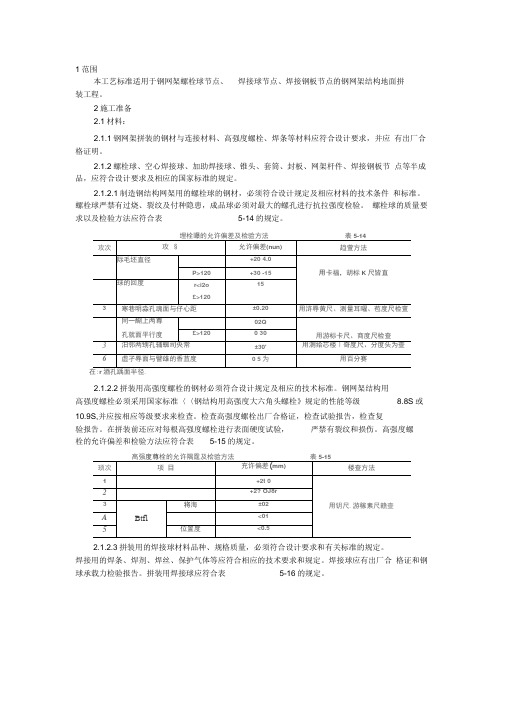
2.1.2.1制造钢结构网架用的螺栓球的钢材,必须符合设计规定及相应材料的技术条件和标准。
螺栓球严禁有过烧、裂纹及付种隐患,成品球必须对最大的螺孔进行抗拉强度检验。
螺栓球的质量要求以及检验方法应符合表5-14的规定。
r2.1.2.2拼装用高强度螺栓的钢材必须符合设计规定及相应的技术标准。
钢网架结构用高强度螺栓必须采用国家标准〈〈钢结构用高强度大六角头螺栓》规定的性能等级8.8S或10.9S,并应按相应等级要求来检查。
检查高强度螺栓出厂合格证,检查试验报告,检查复验报告。
在拼装前还应对每根高强度螺栓进行表面硬度试验,严禁有裂纹和损伤。
高强度螺栓的允许偏差和检验方法应符合表5-15的规定。
2.1.2.3拼装用的焊接球材料品种、规格质量,必须符合设计要求和有关标准的规定。
焊接用的焊条、焊剂、焊丝、保护气体等应符合相应的技术要求和规定。
焊接球应有出厂合格证和钢球承载力检验报告。
拼装用焊接球应符合表5-16的规定。
5-162.1.2.4钢网架拼装封板、锥头、套筒的钢材,必须符合设计要求及相应的技术标准。
封板、锥头、套筒外观木得有裂纹、过烧及氧化皮。
封板、锥头、套筒的质量要求和检验方法应符合表5-17的规定。
注1胡械、粮头、蓼筒应分别进行检敦评走.2 F为琴19的外援照半役.2.1.2.5钢网架拼装焊接用钢板,必须符合设计要求及相应的技术标准。
焊接材料应有出厂合格证及相应的技术标准。
钢板节点的拼装焊缝应达到设计要求。
其质量要求及检验方法应符合表5-18的规定。
2.1.2.6钢网架拼装用杆件的钢材品种、规格、质量,必须符合设计规定及相应的技术标准。
中铁三局集团建安公司施工工艺标准QB/SJ-SG1105-2005焊接球节点钢网架制作拼装━━━━━━━━━━━━━━━━━━━━━━━━━1 适用范围本工艺标准适用于焊接球节点的钢网架制作拼装工程。
2 施工准备2.1 材料2.1.1 钢材、钢铸件的品种、规格、性能等应符合现行国家产品标准和设计要求。
进口钢材产品的质量应符合设计和合同规定标准的要求。
应有质量合格证明文件和检验报告。
钢材表面的锈蚀、麻点或划痕等缺陷,其深度不得大于该钢材厚度负偏差值的1/2;钢材的端边断口处不应有分层、夹渣等缺陷。
对属于下列情况之一的钢材,应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
1)国外进口钢材;2)钢材混批;3)板厚等于或大于40mm,且设计有Z向性能要求的厚板;4)建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材;5)设计有复验要求的钢材;6)对质量有疑义的钢材。
2.1.2 连接材料焊接材料、螺栓的品种、规格、性能等应符合国家现行产品标准和设计要求。
有质量合格证明文件和检验报告。
焊条外观不应有药皮脱落、焊芯生锈等缺陷;焊剂不应受潮结块。
锈蚀、碰伤或混批的高强螺栓不得使用。
2.1.3 涂装材料防腐涂料、防火涂料的品种、规格、性能等应符合设计要求和国家现行有关标准的规定。
有质量合格证明文件和检验报告。
2.1.4 焊接球及制造焊接球所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。
2.2 机具电焊机、氧乙炔切割设备、砂轮锯、杆件切割车床、杆件切割动力头、钢卷尺、钢板尺、卡尺、水准仪、经纬仪、超声波探伤仪或磁粉探伤仪、倒链、铁锤、钢丝刷、烤箱、保温箱等。
2.3 作业条件2.3.1 焊工必须经考试合格,并取得有相应焊接材质及焊接部位的资格证书。
2.3.2 按设计要求和工程特点编制网架施工技术方案,熟悉图纸,做好安全和技术交底。
2.3.3 拼装前应对拼装胎模进行检测,防止胎位移动和变形。
空心球节点网架中杆件下料长度及焊接坡口角度计算郝 毅 白晓平(黑龙江省安装工程公司 哈尔滨 150040)1 钢管杆件长度的计算杆件下料长度=杆件计算长度+焊接收缩量-焊缝间隙1.1 杆件的计算长度见图1,杆件计算长度:L -(R 1+R 2)+〔R 1-R 21-(d /2)2〕+〔R 2-R 22-(d /2)2〕=L -R 21-(d /2)2-R 22-(d /2)2图1 杆件长度计算用图式中:L 为设计节点间距;R 1、R 2分别为杆两端的节点球半径;d 为钢管杆件的内径。
1.2 焊接收缩量因为影响焊接收缩量的因素较多,故应在正式焊接前,通过现场试件试验加以确定。
以下数据仅供参考:当杆件加衬管焊接时,收缩量为1.5~3.5mm 。
当不加衬管焊接时,收缩量为1.0~2.0m m 。
1.3 焊缝间隙焊缝间隙的预留首先决定于管件的壁厚和焊条规格的选择,当杆件壁厚δ>6mm 时,并采用直径为 3.2mm 焊条,焊接时应预留3mm 的焊缝为宜。
2 坡口角度的计算一般地说,钢管壁厚δ>6mm 时,要求杆件打坡口焊,坡口角度按规范(JGJ -7-91)第4.3.5条规定为60°。
但在某些情况下,如管径与球径相差较大时,就显得有些与实际情况不符。
笔者认为,无论管径与球径如何变化,焊缝的夹角却是固定的,一般以45°为宜。
这样既保证了焊缝能焊透又保证了焊缝的宽度,其钢管端头的坡口又应是随着管径与球径的变化而变化的(见图2),即α=90°-β=45°+arcsin 〔(D -2δ)/2R 〕。
图2 坡口角度计算用图式中:α为钢管杆件的坡口夹角;β为钢管杆件的坡口外夹角;γ为图示球切线与杆件端面夹角;D 为钢管杆件的直径;R 为节点球半径;δ为钢管杆件的壁厚。
(收稿日期 1999-05-21)(上接第9页)图2 斗式提升机吊装立面图1.钢管2.道木3.滑车组4.吊装平衡梁5.斗式提升机筒节6.跳板7.卷扬机8.牵引绳9.斗式提升机机尾 10.斗式提升机机头至车间11层,利用楼顶的斗式提升机预留检查吊点将机头、第一节筒节依次与已经连接好的斗式提升机筒节相连接。
标准学习:钢⽹架螺栓球节点JGT10标准学习:钢⽹架螺栓球节点JGT10-2009(2010-09-28 13:00:00)转载▼标签:标准分类:技术标准⽹架螺栓球节点钢⽹架螺栓球节点JGT10-2009⼀、实施⽇期:2010-3-1⼆、本标准代替JG10-1999。
本标准与JG10-1999相⽐主要变化如下:—增加了钢⽹架螺栓球节点产品适⽤范围的规定(见第1章);—增加了紧固螺钉图样及技术要求(见第5.6条及图6);⼀增加了检验规则(见第7章);—增加了验收(见第8章);—修改了规范范性引⽤⽂件(见第2章);—修改了螺桂球规格系列(见表1);—修改了⾼强度螺栓各项技术要求(见表3、表4、表5和图3等)。
三、适⽤范围:本标准规定了钢⽹架螺栓球节点的术语和定义、标记和规格、要求、试验⽅法、检验规则、验收标志、包装、运输和贮存。
本标准适⽤于⽹架和双层⽹壳(曲⾯型⽹架)结构的螺栓球节点零、部件产品的质量控制。
四、主要术语和定义1、螺栓球节点bolted spherical node:由螺栓球、⾼强度螺栓、套筒、紧固螺钉和锥头或封板等零、部件组成的节点;2、螺栓球bolt Sphere:通过拧⼊⾼强度螺栓连接各轩件的零件;3、⾼强度螺栓high strength bolt:杆件与螺栓球的连接件。
4、套筒mantle:承受压⼒和拧进⾼强度螺栓的零件5、锥头或封板conic end with plate:钢管端部的连接件。
较⼤直径的钢管采⽤锥头6、紧固螺钉fastening bolt:拧套筒时可以带动⾼强度螺栓转动的零件五、螺栓球标记⽅法及⽰例六、要求1、球螺栓球宜采⽤CB/T699规定的45号圆钢锻造成型。
螺栓球不得有裂纹。
2、⾼强螺栓⾼强螺栓的材料要求:⾼强度螺栓的硬度螺纹规格为M1Z~M36的⾼强度螺栓强度等级为10.9S时,热处理后其硬度为32HRC-37HRC 螺纹规格为M39~M64X4的⾼强度螺栓常规硬度应为32HRC~37HRC。