光栅尺安装说明书
- 格式:pdf
- 大小:39.27 KB
- 文档页数:6
第1篇一、产品概述信和光栅尺是一种高精度、高分辨率、高稳定性的位移测量传感器,广泛应用于各种工业自动化领域,如数控机床、机器人、自动化生产线、测量仪器等。
本说明书旨在详细介绍信和光栅尺的性能特点、安装使用方法、维护保养等内容,以便用户正确使用和维护产品。
二、产品性能特点1. 高精度:信和光栅尺采用高精度光栅尺片,分辨率可达0.01mm,满足各种高精度测量需求。
2. 高分辨率:信和光栅尺具有极高的分辨率,可实现微米级的位移测量,提高测量精度。
3. 高稳定性:采用高精度制造工艺,确保光栅尺在恶劣环境下仍能保持稳定性能。
4. 抗干扰能力强:采用抗干扰设计,有效降低电磁干扰,提高测量稳定性。
5. 适用范围广:信和光栅尺适用于各种工业环境,如高温、高湿、振动等。
6. 简单安装:信和光栅尺安装简便,用户可轻松完成安装。
7. 兼容性强:信和光栅尺可与多种控制器和显示仪表相连接,满足不同用户需求。
三、产品规格参数1. 分辨率:0.01mm、0.05mm、0.1mm等2. 测量范围:100mm、200mm、300mm、500mm、1000mm等3. 线数:1000线、2000线、5000线、10000线等4. 长度公差:±0.5mm5. 温度范围:-20℃~+80℃6. 抗振性:≤0.5g7. 抗干扰性:≤10V/m四、安装使用方法1. 确认光栅尺规格与测量范围是否符合要求。
2. 根据安装环境选择合适的光栅尺型号。
3. 安装光栅尺时,确保光栅尺与测量机构平行,且光栅尺与测量机构之间无间隙。
4. 使用专用粘合剂将光栅尺粘贴在测量机构上,确保粘贴牢固。
5. 将光栅尺信号线连接到控制器或显示仪表,确保连接正确。
6. 根据控制器或显示仪表要求,设置光栅尺参数,如分辨率、测量范围等。
7. 进行校准,确保测量精度。
五、维护保养1. 定期检查光栅尺表面,清除污物,确保光栅尺清洁。
2. 避免光栅尺受到强烈振动和冲击。
3. 定期检查光栅尺信号线,确保信号线无损坏。


用于NC数控机床10/20212更多信息,请访问海德汉官网• ,•也欢迎索取。
有关以下产品的样本:••敞开式直线光栅尺••内置轴承角度编码器••无内置轴承角度编码器••旋转编码器••海德汉后续电子电路••海德汉数控系统••机床检测和验收测试的测量装置技术信息:••海德汉编码器接口••进给轴精度••高安全性位置测量系统••EnDat•2.2-位置编码器双向数字接口••直驱编码器本样本是以前样本的替代版,所有以前版本均不再有效。
订购海德汉公司的产品仅以订购时有效的样本为准。
有关产品所遵循的标准(ISO,EN等)仅以样本中的标注为准。
目录4直线光栅尺用于NC数控机床用于数控机床的海德汉直线光栅尺几乎适用于任何应用。
也是进给轴为闭环控制的机器和设备的理想选择,例如铣床、加工中心、镗铣床、车床和磨床。
动态性能优异的直线光栅尺允许高速运动,沿测量方向的加速性能使其不仅能满足常规轴高动态性能要求,也能满足直驱电机对高动态性能的要求。
海德汉也提供其它应用所需的直线光栅尺,例如:••手动操作机床••冲压机和弯板机••自动化生产设备•直线光栅尺优点如果用直线光栅尺测量滑座位置,位置控制环就包括全部进给机构。
这就是全闭环控制模式。
进给轴的直线光栅尺检测机械运动误差并在控制系统电路中进行修正。
因此,能消除潜在的多个误差源:••滚珠丝杠发热导致的定位误差••反向误差••滚珠丝杠螺距误差导致的运动特性误差因此,直线光栅尺是高精度定位和高速加工机床不可或缺的基础技术手段。
机械结构用于数控机床的直线光栅尺为封闭式测量设备:铝制的尺壳保护尺带、读数头和导轨,避免切屑、灰尘和切削液进入。
自动向下压的弹性密封条保持外壳密封。
读数头沿光栅尺带上摩擦力极小的导轨运动。
联接件将读数头与安装架连接在一起并补偿光栅尺与机床滑座间的不对正误差。
光栅尺与安装块间允许±•0.2•mm至•±•0.3•mm的横向和轴向误差,具体•数值与光栅尺型号有关。

sino光栅尺使用说明书
Sino光栅尺是一种用于测量物体长度、距离和运动的仪器。
它由一个光栅尺和一个读数仪器组成。
以下是Sino光栅尺的
使用说明:
1. 准备工作:
a. 确保光栅尺和读数仪器都处于关闭状态。
b. 将光栅尺正确安装在需要测量的物体上,确保它与物体平
行并稳固固定。
2. 开启光栅尺和读数仪器:
a. 首先接通光栅尺的电源,并调整到合适的工作模式。
b. 然后接通读数仪器的电源,并根据需要选择合适的显示单
位和显示模式。
3. 进行测量:
a. 将测量物体移动至光栅尺的测量范围内。
b. 读数仪器将显示物体的实际位置或移动距离。
c. 根据需要,可以通过读数仪器的功能按钮进行额外的操作,例如清零、存储数据等。
4. 完成测量:
a. 测量完毕后,关闭读数仪器和光栅尺的电源。
b. 将光栅尺从物体上拆卸下来,妥善存放以防损坏或丢失。
需要注意的是,使用Sino光栅尺时应避免在潮湿、灰尘较多
的环境中进行,以免影响其正常工作。
另外,使用前应仔细阅
读光栅尺和读数仪器的说明书,熟悉其功能和操作方法,以确保正确使用并避免操作失误。
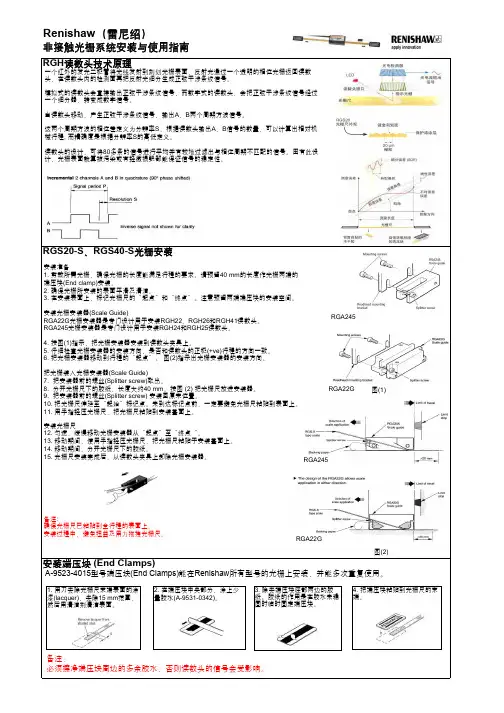
非接触光栅系统安装与使用指南RGS20-S 、RGS40-S 光栅安装(End Clamps)Renishaw (雷尼绍)安装准备1. 剪裁所需光栅,确保光栅的长度能满足行程的要求。
请预留把光栅尺伸延至“起始”标记点。
未到达标记点前,一定要避免光栅尺粘贴到表面上。
确保光栅尺已粘贴到全行程的表面上。
安装过程中,避免扭曲及用力拖拽光栅尺。
图(1)图(2)除去端压块底部两边的胶纸。
胶纸的作用是在胶水未稳固时临时固定端压块。
4. 把端压块粘贴到光栅尺的末端。
备注:必须擦净端压块周边的多余胶水,否则读数头的信号会受影响。
型号端压块(End Clamps)所有型号的光栅上安装,并能多次重复使用。
RGA22GRGA245RGA245RGA22G读数头安装读数头设定图(3)图(3)是一个简单安装支架设计。
螺丝(A) ---- 夹紧读数头,设定Pitch 参数螺丝(B) ---- 设定Yaw 参数和偏移螺丝(C) ---- 可设定Roll 参数安装支架设定固定读数头的托架,必须有平坦表面,能满足读数头安装上的机械公差。
其次必须能调节读数头高度并有足够的稳定性,以预防在读数头工作期间所受到的所有外界影响。
为了减少光栅的安装问题,在未使用光栅安装器(Scale Guide)粘贴光栅前,请先把机械托架的Roll 参数和Yaw 参数调节到读数头的误差范围内,可使用clock gauge 或precision square 完成设定。
对于RGH22、RGH26和RGH41,设定读数头的高度,可透过蓝色和或橙色的校准胶片放置于读数头和光栅尺之间,读数头的LED 安装指示灯显示绿色,表示安装正确。
橙色的校准胶片还可以帮助设定读数头相对于光栅尺的偏移和Yaw 参数 。
对于RGH24和RGH25读数头,设定只可透过蓝色校准胶片放置于读数头和光栅尺之间, 读数头的LED 安装指示灯显示绿色,表示安装正确。
读数头高度设定完成后,以缓慢的速度移动读数头,确保读数头的指示灯在光栅尺的整个行程内都保持绿色。

光栅尺使用说明书【原创实用版】目录1.光栅尺简介2.光栅尺的结构和工作原理3.光栅尺的使用方法4.光栅尺的维护与保养5.光栅尺的常见问题与解决方法6.结论正文一、光栅尺简介光栅尺,全称光栅距离测量仪,是一种高精度的测量工具。
它利用光栅的莫尔条纹原理来测量物体的长度、宽度、高度等尺寸,具有高精度、高稳定性、操作简便等优点。
在我国的机械制造、电子工业、精密仪器等领域得到了广泛应用。
二、光栅尺的结构和工作原理光栅尺主要由光栅尺本体、读数头和信号处理器等部分组成。
其中,光栅尺本体是测量长度、宽度、高度等尺寸的基础,由刻有线性光栅的玻璃尺或钢尺构成。
读数头是光栅尺与信号处理器之间的连接部分,负责接收光栅尺本体上的莫尔条纹信号并将其转换为数字信号。
信号处理器负责对读数头传输的数字信号进行处理,最终得到测量结果。
光栅尺的工作原理是利用光栅尺本体上的莫尔条纹与读数头内的光电探测器之间产生的干涉条纹进行测量。
当物体移动时,干涉条纹会发生相应的变化,通过信号处理器对这种变化进行处理,最终得到物体的尺寸。
三、光栅尺的使用方法1.在使用光栅尺之前,需要检查光栅尺的零位是否正确,并确保光栅尺的尺身、读数头和信号处理器连接正常。
2.使用时,将光栅尺放置在待测物体上,使物体与光栅尺尺身平行。
3.启动信号处理器,调整读数头的位置,使其与光栅尺尺身紧密接触。
4.移动物体或光栅尺,观察信号处理器上的显示数值,即可得到物体的尺寸。
四、光栅尺的维护与保养1.光栅尺使用过程中应避免与油污、水滴等污染物接触,以免影响测量精度。
2.定期对光栅尺进行校准,确保测量精度。
3.长期不使用时,需将光栅尺存放在干燥、通风、避免阳光直射的地方。
五、光栅尺的常见问题与解决方法1.测量数据不准确:可能是光栅尺零位不准确、光栅尺尺身或读数头损坏等原因,需进行检修或更换。
2.读数头无法正常工作:可能是连接线路松动、信号处理器故障等原因,需检查线路连接并修复信号处理器。
![[整理]fanuc光栅尺 安装说明.](https://uimg.taocdn.com/038185188e9951e79a892765.webp)
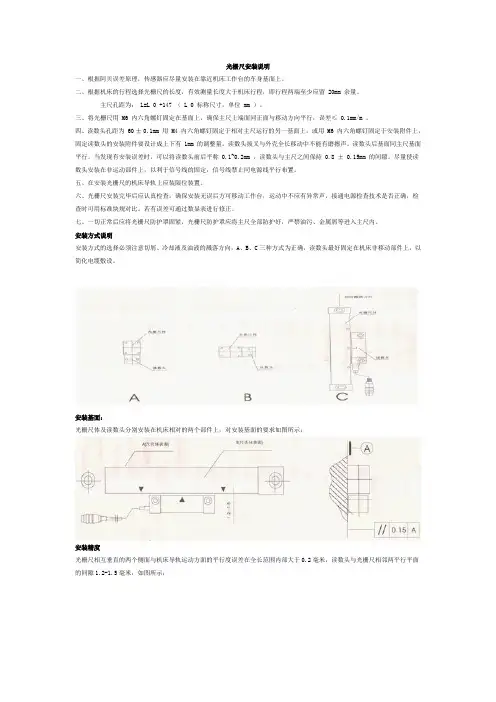
光栅尺安装说明一、根据阿贝误差原理,传感器应尽量安装在靠近机床工作台的车身基面上。
二、根据机床的行程选择光栅尺的长度,有效测量长度大于机床行程,即行程两端至少应留 20mm 余量。
主尺孔距为: L=L 0 +147 ( L 0 标称尺寸,单位 mm )。
三、将光栅尺用 M6 内六角螺钉固定在基面上,确保主尺上端面同正面与移动方向平行,误差≤ 0.1mm/m 。
四、读数头孔距为60 ± 0.1mm 用 M4 内六角螺钉固定于相对主尺运行的另一基面上,或用 M6 内六角螺钉固定于安装附件上,固定读数头的安装附件要设计成上下有 1mm 的调整量。
读数头拔叉与外壳全长移动中不能有磨擦声。
读数头后基面同主尺基面平行。
当发现有安装误差时,可以将读数头前后平称 0.1~0.2mm ,读数头与主尺之间保持0.8 ± 0.15mm 的间隙。
尽量使读数头安装在非运动部件上,以利于信号线的固定,信号线禁止同电源线平行布置。
五、在安装光栅尺的机床导轨上应装限位装置。
六、光栅尺安装完毕后应认真检查,确保安装无误后方可移动工作台,运动中不应有异常声,接通电源检查技术是否正确,检查时可用标准块规对比。
若有误差可通过数显表进行修正。
七、一切正常后应将光栅尺防护罩固紧,光栅尺防护罩应将主尺全部防护好,严禁油污、金属屑等进入主尺内。
安装方式说明安装方式的选择必须注意切屑、冷却液及油液的溅落方向,A、B、C三种方式为正确,读数头最好固定在机床非移动部件上,以简化电缆敷设。
安装基面:光栅尺体及读数头分别安装在机床相对的两个部件上,对安装基面的要求如图所示:安装精度光栅尺相互垂直的两个侧面与机床导轨运动方面的平行度误差在全长范围内部大于0.2毫米,读数头与光栅尺相邻两平行平面的间隙1.2-1.5毫米,如图所示:检查接通电源,移动工作台,观察数显表计数是否正常,如图所示,使用百分比表或其他量具,使其与数显表同时调零或记忆起始数据往返多次后回到初始位置,归零误差或与记忆起始数据应不大于+0.01毫米光栅数显测量系统是一种能自动检测和自动显示的光机电一体化产品,是改造旧机床,装备新机床以及各种长度计量仪器的重要配套件,是用微电子技术改造传统工业的方向之一。

敞开式直线光栅尺06/2021敞开式直线光栅尺直线光栅尺测量直线轴位置,无需任何其它机械传动件。
有效避免多个潜在误差源的影响:••滚珠丝杠发热导致的定位误差••反向误差••滚珠丝杠螺距误差导致的运动特性误差因此,直线光栅尺是高精度定位和高速加工机床不可或缺的基础技术手段。
敞开式直线光栅尺广泛用于需要极高测量精度的机器设备。
典型应用包括:••半导体工业的测量和生产设备••PCB电路板组装机••超精密机床和设备,例如加工光学器件的金刚石刀具,加工磁盘的端面车床和加工铁氧体元件的磨床••高精度机床••测量机和比较仪、测量显微镜和其它•精密测量设备••直驱电机的位置和速度测量机械结构敞开式直线光栅尺包括光栅尺或钢尺带和读数头,光栅尺和读数头间无机械接触。
敞开式直线光栅尺的尺带固定在安装面上。
因此,为确保直线光栅尺的高精度,必须确保安装面平面度达到高标准。
我们还提供以下产品的详细信息,欢迎•向我们索取或访问海德汉官网•:••内置轴承角度编码器••光学扫描的模块型角度编码器••磁电扫描的模块型角度编码器••旋转编码器••伺服驱动编码器••直线光栅尺用于NC数控机床••接口电子电路••海德汉数控系统本样本是以前样本的替代版,所有以前版本均不再有效。
订购海德汉公司的产品仅以订购时有效的样本为准。
有关产品所遵循的标准(ISO,EN等)仅以样本中的标注为准。
目录选型指南绝对式编码器绝对式位置测量LIC敞开式直线光栅尺为绝对式位置测量的光栅尺,最大测量范围达28•m并允许•高速运动。
•用在真空环境中的光栅尺海德汉的标准光栅尺适用于一般或中等真空应用。
如果用于高真空和超高真空环境中,光栅尺必须满足特殊要求。
在选择光栅尺的结构设计和材质中,必须特别满足这些条件的要求。
更多信息,请参见真空应用的直线光栅尺“技术信息”资料。
LIC•4113•V和LIC•4193•V直线光栅尺特别适用于高真空度应用。
更多信息,请参见相应的“产品信息”资料。
折弯机光栅尺安装方法折弯机光栅尺是一种用于测量折弯机上工件弯曲角度的装置,能够为加工提供高精度的测量值。
正确安装光栅尺是使用折弯机的前提条件,因此,本文将介绍如何正确地安装折弯机光栅尺。
1. 准备工作在安装折弯机光栅尺之前,需要进行一些准备工作。
首先,需要确认折弯机光栅尺与设备的配套性。
其次,需要清洁安装位置,确保光栅尺安装表面的平整度和光洁度。
然后,需要检查光栅尺的完好性和准确度,以确保其正常工作。
2. 安装光栅尺在进行光栅尺的安装之前,需要先将折弯机停止运行,并将其断电。
然后,按照以下步骤进行安装:(1)确定光栅尺的安装位置光栅尺应该被安装在折弯机的下模块上,并且应该与工件的弯曲方向垂直。
在确定光栅尺的安装位置时,需要考虑到工件的长度和宽度。
(2)固定光栅尺将光栅尺放置在安装位置上,并使用螺丝将其固定在位置上。
在固定光栅尺时,需要确保光栅尺的位置准确无误,并且不能与折弯机的其他零部件发生干涉。
(3)调整光栅尺的高度在固定光栅尺之后,需要根据工件的高度和厚度来调整光栅尺的高度。
调整光栅尺的高度应该使其能够与工件接触,并能够准确地测量工件的弯曲角度。
3. 连接电缆在安装光栅尺之后,需要将其与折弯机的电控系统连接起来。
这通常需要连接光栅尺的信号电缆和电源电缆。
在连接电缆时,需要确保电缆连接牢固,并且不会发生断电或短路等问题。
4. 测试光栅尺在完成光栅尺的安装和连接之后,需要进行测试以确保其正常工作。
这通常需要通过折弯机的控制系统来进行测试。
在测试光栅尺时,需要准确地测量工件的弯曲角度,并与光栅尺的测量值进行比较。
如果测量值的差异在可接受范围内,则说明光栅尺正常工作。
总结折弯机光栅尺是一种重要的测量装置,能够为加工提供高精度的测量值。
在安装折弯机光栅尺时,需要进行准备工作,并按照正确的步骤进行安装。
安装完成后,需要进行测试以确保正常工作。
正确安装光栅尺是使用折弯机的前提条件,因此,需要注意安装过程中的细节,以确保光栅尺的准确度和稳定性。
滚动式光栅线位移传感器使用说明书一、光栅尺概述:GCS—898滚动式光栅线位移传感器分为小型、中型、大型三种类型。
每一类均可用50线对的光栅作为测量基准,当和数显箱配套使用时,可以满足各种中、小型机床和其它精密测量的线位移数字显示。
本传感器的读数头采用滚珠轴承定位和导向,磨擦小,灵敏度高,使用寿命长。
本传感器采用精密计量光栅作为测量准器,测量精度高。
对于已走失精度机床的改造精密化具有实用的意义。
使用光栅数显机床,可以大大提高加工精度和生产效率。
本传感器采用密封式结构,性能可靠,安装方便,是其它任何一种数显系统无法比拟的。
光栅尺传感器技术规格小小尺中尺大尺型号GCS-898-1 GCS-898-5GCS-898-1GCS-898-5GCS-898-1GCS-898-5光栅栅距20UM(0.020mm),10UM(0.010mm)光栅测量系统透射式红外光学测量系统,红外线波长:880nm读数头滚动系统垂直式五轴承滚动系统45°五轴承滚动系统精确度1UM 5UM 1UM 5UM 1UM 5UM有效行程50-1000MM 1100-3000MM 分辨率UM长度50-500 ±3UM ±6UM ±3 ±6UM ±3UM ±6UM 550-1000 ±6UM ±10UM ±6UM ±10UM ±6UM ±10UM 1100-1500 ±30UM 1600-2000 ±50UM 2100-3000 ±80UM型号GCS系列重复±1UM ±5UM ±1UM ±5UM ±1UM ±5UM 工作>20M/MIN(1UM) >60M/MIN(5UM)速度温度0-50℃湿度≤90(20±5°)工作环境5V±5%DC 12V±5%DC 24V±5%DC 工作电压输出TTL EIA-422-A(RS-422) ~1VPP讯号二、工作原理:1、光栅测量滚动式光栅线位移传感器由铝型材、光栅尺、安装端盖、读数头和信号电缆(带插头)等部分组成。
sino光栅尺使用说明书一、产品概述sino光栅尺是一种高精度的位置测量设备,广泛应用于数控机床、机器人、自动化生产线等领域。
它采用先进的光电测量技术,可以实现高精度、高速度的位置测量,提高设备的加工精度和生产效率。
二、安装指南1.确定安装位置:根据设备要求,选择合适的位置安装光栅尺。
确保尺身稳定、水平,避免外部振动和干扰。
2.连接电源:使用合适的电缆将光栅尺与电源连接,确保供电稳定。
3.信号线连接:将光栅尺的信号线连接到设备的控制器上,确保连接牢固可靠。
4.调整初始位置:根据需要调整光栅尺的初始位置,以适应不同的测量需求。
三、操作说明1.开机自检:在开机后,光栅尺会自动进行自检,确保正常工作。
2.初始位置设置:根据需要设置光栅尺的初始位置,可以通过控制器或设备上的控制面板进行设置。
3.开始测量:在设置好初始位置后,可以开始进行位置测量。
光栅尺会自动进行实时测量,并将数据传输到控制器或设备上。
4.数据处理:控制器或设备会对接收到的数据进行处理,以实现各种控制和监测功能。
四、常见问题解答1.Q:光栅尺无法正常工作怎么办?A:首先检查电源和信号线是否连接正常,如有问题请检查线路连接;如电源和信号线连接正常,请检查光栅尺是否正常工作,如有异常请联系专业人员进行维修。
2.Q:测量数据不准确怎么办?A:首先检查光栅尺是否正确安装,如有问题请重新安装;如安装正确,请检查测量环境是否稳定,如有干扰请采取相应的防护措施;如环境稳定,请检查控制器或设备的参数设置是否正确,如有异常请进行调整。
3.Q:光栅尺出现故障怎么维修?A:对于常见故障,用户可以根据使用说明书自行进行维修;对于复杂故障或无法自行解决的问题,请联系专业人员进行维修。
五、保养与维护1.定期清洁:定期使用干燥的软布擦拭光栅尺表面,保持清洁。
避免使用含有化学物质的清洁剂,以免损坏光栅尺表面。
2.防尘防潮:保持光栅尺工作环境的清洁和干燥,避免尘埃和潮湿的环境。
光栅尺安装说明
郑重声明!!!
(此安装步骤仅供参考,由于机床结构不同,安装时要灵活运用。
按照此步骤安装所引起的光栅尺损坏,本公司概不负责。
本说明的最终解释权归本公司所有)。
1:铣床X轴安装步骤:
铣床X轴的工作行程最长,一般情况下,为便于操作。
光栅尺体安装在工作合的内侧面上。
读数头安装在横拖板内侧面上。
铣床X轴安装步骤如下:
(1):选位
摇动机床横向手轮,使X轴归正,,负方向达到最大行程,确定尺身和读数头的位置。
清洁机床安装部位。
(2):画线
用卡尺量出工作台厚度80mm。
工作台上表面为基准面,距上表面60mm 处画线,距上表面87.5mm处画线交横拖板的垂直平分线于一点,交点为圆心30mm为半径画线,将光栅尺身贴在安装面上,尺身底面与工作台底面平齐。
画出两安装孔位置。
(见图1.1)
(3):钻孔,攻丝
用D4.2的钻头钻尺身两安装孔和读数头两安装孔。
深度15mm。
用M5的丝锥攻尺身两安装孔和读数头两安装孔。
深度10mm。
表面去毛刺,去污迹。
(3):安装尺身
用M5×15的螺钉连同弹簧垫圈,平垫圈安装尺身。
(见图1.2)
图1.1
图1.2
(5):检测
调校光学尺高低和水平时,必须以光学尺的长度中心取两边对称点作为调校基准点,任一光学尺不论在调校高低和水平方向时,最后调节范围对尺身而言,以表头距尺身两端距离各不超过20mm为准,对读数头而言,在两个四方基准面之间。
(见图1. 3)
检测高低和水平方向相对于机床导轨平行度小于0.15mm。
(见图1. 4)
图1. 4
(6):安装读数头。
用M5×35螺钉,弹簧垫圈,平垫圈固定读数头。
要求读数头和尺身高低方向间隙在1.2-1.5mm。
(见图1.5)
图1.5
(7):检测读数头安装面
a:若尺身安装面与读数头安装面互相平行,安装面之间的平行度小于0.1mm。
(见图1.6)
b:若尺身安装面和读数头安装面互相垂直,安装面之间的垂直度小于0.1mm。
(见图1. 7)
c:读数头和尺身水平方向错位1.5mm。
图1.7
(8):固定信号线
在横拖板靠近中线处和靠近边缘处,用固定块将信号线固定。
(9):安装防护罩
用M4×10的螺钉,弹簧垫圈,平垫圈,安装防护罩。
(见图1.8)
(10):限位
摇动横向手轮,在读数头不致于碰到光栅尺两端部的范围之内,打上限位螺钉。