防止焊接变形的措施标准版本
- 格式:docx
- 大小:25.72 KB
- 文档页数:7
吉林机械制造分公司企业标准Q/JJ112.11401.17-2011 预防焊接缺陷及焊接变形操作规程吉林机械制造分公司2010-12-30发布 2011-01-01实施1 目的为预防和减少焊接缺陷及焊接变形的产生,保证焊接质量,特制订本规程。
2 适用范围本规程适用于机械公司钢制容器的通用焊接管理。
3 引用标准3.1 GB150.1~4-2011《压力容器》3.2 TSG R0004-2009《固定式压力容器安全技术监察规程》3.3NB/T47015-2011《压力容器焊接规程》3.4 GB151-1999《管壳式换热器》4 管理内容和方法4.1 焊接缺陷焊接中的常见缺陷有气孔、夹渣、裂纹、未焊透、未熔合、焊缝外形尺寸和形状不符合要求、咬边、焊瘤、弧坑等。
4.1.1 气孔气孔是指在焊接时,熔池中的气泡在凝固时未能逸出而形成的空穴。
由于气孔的存在,使焊缝的有效截面减小,过大的气孔会降低焊缝的强度,破坏焊缝金属的致密性。
4.1.1.1气孔的产生原因坡口边缘不清洁,有水份、油污和锈迹;焊条或焊剂未按规定进行焙烘,焊芯锈蚀或药皮变质、剥落等。
此外,低氢型焊条焊接时,电弧过长,焊接速度过快;埋弧自动焊电压过高等,都易在焊接过程中产生气孔。
4.1.1.2预防产生气孔的措施选择合理的焊接线能量,认真清理坡口边缘水份、油污和锈迹,严格按规定保管、清理和焙烘焊接材料。
不使用变质焊条,当发现焊条药皮变质、剥落或焊芯锈蚀时,应严格控制使用范围。
电弧焊时,应控制好电弧长度;埋弧焊时,应选用合适的焊接工艺参数,特别是薄板自动焊,焊接速度应尽可能小些。
4.1.2 夹渣夹渣就是残留在焊缝中的熔渣。
夹渣也会降低焊缝的强度和致密性。
4.1.2.1夹渣的产生原因主要是焊缝边缘有气割或碳弧气刨残留的熔渣;坡口角度或焊接电流太小,或焊接速度过快。
在使用酸性焊条时,由于电流太小或运条不当形成“糊渣”;使用碱性焊条时,由于电弧过长或极性不正确也会造成夹渣。
7.3、减少焊接应力和焊接变形的措施由于本项目两个单层网壳体量巨大,且不能设置温度伸缩缝,而结构的连接又全部采用焊接;施工过程中焊接变形如何控制、焊接应力如何消除是保障工程结构安全使用的重要因素。
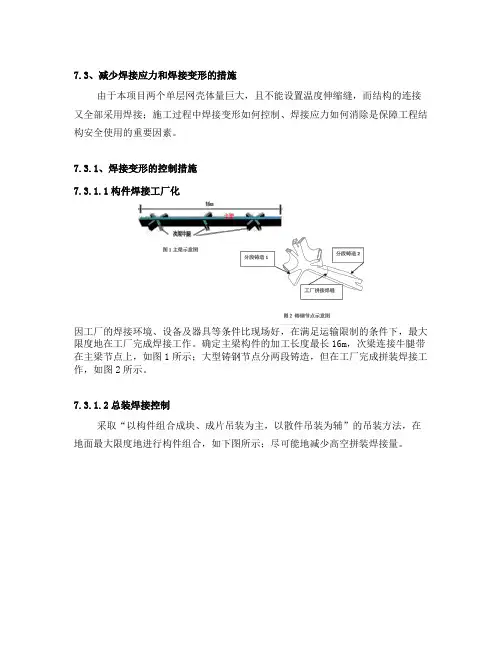
7.3.1、焊接变形的控制措施7.3.1.1构件焊接工厂化因工厂的焊接环境、设备及器具等条件比现场好,在满足运输限制的条件下,最大限度地在工厂完成焊接工作。
确定主梁构件的加工长度最长16m,次梁连接牛腿带在主梁节点上,如图1所示;大型铸钢节点分两段铸造,但在工厂完成拼装焊接工作,如图2所示。
7.3.1.2总装焊接控制采取“以构件组合成块、成片吊装为主,以散件吊装为辅”的吊装方法,在地面最大限度地进行构件组合,如下图所示;尽可能地减少高空拼装焊接量。
总体安装工艺采取平面上从一边向另一边扩散安装,如下图所示,立面上从下向上逐步安装的工艺流程,减少各种误差的集中积累。
7.3.1.3焊接顺序的控制总体焊接顺序随安装进度次第跟进;调整校正好一个主梁结构平面后,再进行该主梁结构面的焊接;每个正在焊接的主梁结构面顺结构安装的方向无约束,焊接应力可顺结构安装方向自由释放;结构的整体安装焊接是结构不断逐步向一个自由拓展的过程。
总体焊接顺序如下图所示。
歌剧院外壳安装焊接顺序示意图单元主梁结构面的焊接顺序,先焊主约束,后焊次约束的方法;即先焊主梁拼接段,后焊主梁与铸钢节点的连接;再焊主梁与次梁的连接节点;最后焊接次梁与次梁的连接节点。
单元主梁结构面焊接顺序示意图7.3.1.4焊接施工方法上的控制从以下几点进行控制:序号控制事项控制方法描述1 焊接方法采用组合焊接方式:CO2气体半自动保护焊+药芯焊丝及手工焊接2 焊接工艺加大焊接能量密度,减少热输入;采用小电流、快速度、多层、多道焊接工艺措施3 焊接材料选用小直径的焊条、焊丝;所有使用的焊材具有在大电流密度下保持电弧持续稳定的特性7.3.1.5焊接坡口焊前严格按照工艺试验确定的坡口尺寸认真组装,特别对铸钢节点的坡口尺寸检查,要比现行规范严格2~3倍。
安全管理之防止焊接变形的措施焊接变形是指焊接过程中由于温度和变形力的作用,导致工件的形状和尺寸发生变化。
焊接变形的产生会导致工件质量不合格,甚至无法使用,严重影响企业生产效益。
因此,在进行焊接过程中,必须采取一定的措施来预防和减少焊接变形。
本文将介绍几种常见的防止焊接变形的措施。
1. 优化工件结构焊接变形的产生与工件结构密切相关,因此,通过优化工件结构可以有效防止焊接变形。
具体措施包括:•合理设计焊缝形式和数量,减少焊接长度和面积。
•在工件的底部或周围设置支撑件,使工件能够保持稳定的姿态。
•调整板料的厚度和减小工件截面形状不对称性。
2. 控制焊接热量焊接热量是导致焊接变形的主要原因之一。
因此,通过控制焊接热量也可以有效防止焊接变形。
具体措施包括:•采用适当的焊接电流和电压,控制焊接热输入。
•采用节能焊接方法,如激光焊接、电子束焊接等,控制焊接热输入。
•焊接过程中及时进行水冷或风冷,控制焊接温度。
3. 采用局部预热与后续热处理局部预热和后续热处理是一种广泛应用的防止焊接变形方法。
具体措施包括:•在焊接前,对焊接部位进行局部预热,使材料的热膨胀趋势一致,减小焊接变形。
•在焊接后进行恒温回火或退火处理,稳定焊接组织结构,消除焊接变形。
4. 针对特殊焊接材料采取相应措施有些特殊材料在焊接过程中的物理化学性质和热膨胀系数等与大部分金属材料不同,容易引起焊接变形。
因此,针对不同材料,需要采取相应的焊接防变形措施。
具体措施包括:•对于不同材料,采用合适的焊接方法和参数,如钨极氩弧焊、气保焊等。
•在焊接过程中采用压力来限制变形,如透平焊、插板焊等。
5. 加强焊接人员的技能培训焊接人员是焊接过程中的关键环节,他们的技能水平和操作技巧直接影响焊接质量和防止焊接变形的效果。
因此,加强焊接人员的技能培训是防上述问题的关键措施。
具体措施包括:•合理安排技能培训的时间和内容,让焊接人员了解防止焊接变形的重要性和必要性。
•培训焊接人员掌握各种焊接方法和技能,增强其对焊接变形的识别和处理能力。
焊接变形是焊接过程中常见的问题,它会影响焊接件的尺寸精度和外观质量。
以下是一些预防焊接变形的措施:
1. 预留反变形量:在设计焊接结构时,可以根据焊接变形的趋势和大小,预留一定的反变形量。
这样在焊接过程中,即使产生了变形,也可以通过预留的反变形量来抵消,从而达到防止或减少焊接变形的目的。
2. 选择合适的焊接顺序:焊接顺序对焊接变形的影响很大。
一般来说,应先焊短焊缝,后焊长焊缝;先焊薄板,后焊厚板;先焊中心,后焊边缘。
3. 采用合理的焊接方法:不同的焊接方法对焊接变形的影响也不同。
例如,电弧焊的变形较小,而气焊和氩弧焊的变形较大。
因此,在选择焊接方法时,应尽量选择变形小的方法。
4. 控制焊接参数:焊接参数(如电流、电压、焊接速度等)对焊接变形的影响也很大。
一般来说,应选择较小的焊接电流和较快的焊接速度,以减少焊接热输入,从而减小焊接变形。
5. 采用预热和后热处理:预热可以减小焊接热输入,从而减小焊接变形;后热处理可以通过改变焊缝和母材的金相组织,来减小焊接变形。
6. 采用工装夹具:通过使用工装夹具,可以固定焊接件的位置和形状,防止焊接过程中的位移和变形。
7. 采用多点对称焊接:通过在焊接件的多个位置同时进行焊接,可以分散焊接应力,从而减小焊接变形。
以上就是预防焊接变形的一些措施,希望对你有所帮助。
预防焊接变形装配工艺措施(一)预防焊接变形装配工艺措施介绍焊接变形是焊接过程中常见的问题,它会对工件的装配精度和最终质量产生影响。
为了解决这个问题,需要采取一系列的工艺措施来预防焊接变形。
本文将详细介绍各个措施的具体方法和原理。
控制焊接参数•选择适当的焊接电流和电压:合理选择焊接电流和电压,控制焊接热量的输入量,避免过大或过小的热输入,从而减少焊接变形的发生。
•控制焊接速度:通过控制焊接速度,可以有效控制焊接过程中的热输入量,减少焊接变形的风险。
使用适当的焊接顺序•选择合适的焊接顺序:针对复杂工件的焊接,应选择合适的焊接顺序,先焊接刚性件,再进行焊接薄弱部位,最后再进行整体的焊接。
这样可以减少焊接时的热应力,降低变形的风险。
•分段焊接:对大型工件,可以采用分段焊接的方法。
先将工件切割成若干个小段,分段进行焊接,最后再进行拼接。
这样可以减小焊接变形的幅度。
使用辅助夹具和支撑物•使用合适的夹具:在焊接过程中,可以使用合适的夹具来固定工件,减少变形的风险。
夹具应该能够提供足够的支撑和固定力,同时避免对焊接过程造成不必要的干扰。
•添加支撑物:对于较大的工件,可以在焊接过程中添加适当的支撑物,以增加工件的稳定性。
支撑物可以起到均匀分布焊接应力的作用,减少变形的程度。
采用正确的焊接方法•控制焊接温度:在焊接过程中,要控制焊接温度的上升速度和保持时间,避免焊缝过热或过冷,从而减少焊接变形。
•选择合适的焊接方式:合理选择焊接方式,如点焊、拖焊、弧焊等,根据工件的具体情况,选择最适合的焊接方法,减少变形的风险。
•控制焊接方向:在焊接过程中,要控制焊接方向,避免产生不必要的应力和挤压力,减少变形的发生。
结论通过合理控制焊接参数、采用适当的焊接顺序、使用辅助夹具和支撑物以及正确的焊接方法,可以有效预防焊接变形。
这些措施应根据具体的焊接工艺和工件要求进行综合考虑和选择,从而提高焊接的质量和装配精度。
焊接变形的控制措施
(1)在焊接过程中,厚板对接焊后的变形主要是角变形。
实践中为控制变形,往往先焊正面的一部分焊道,翻转工件,碳刨清根后焊反面的焊道,再翻转工件,这样如此往复,一般来说,每次翻身焊接三至五道后即可翻身,直至焊满正面的各道焊缝。
同时在施焊时要随时进行观察其角变形情况,注意随时准备翻身焊接,以尽可能的减少焊接变形及焊缝内应力。
另外,设置胎夹具,对构件进行约束来控制变形,此类方法一般适用于异形厚板结构,由于厚板异形结构造型奇特、断面、截面尺寸各异,在自由状态下,尺寸精度难以保证,这就需要根据构件的形状,制作胎模夹具,将构件处于固定的状态下进行装配、定位,焊接,进而来控制焊接变形。
(2)采取合理的焊接顺序。
选择与控制合理的焊接顺序,即是防止焊接应力的有效措施,亦是防止焊接变形的最有效的方法之一。
根据不同的焊接方法,制定不同的焊接顺序,埋弧焊一般采用逆向法、退步法;CO2气体保护焊及手工焊采用对称法、分散均匀法;编制合理的焊接顺序的方针是“分散、对称、均匀、减小拘束度”。
( 安全管理 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改防止焊接变形的措施(2021年)Safety management is an important part of production management. Safety and production are inthe implementation process防止焊接变形的措施(2021年)1.设计合理的焊接结构2.采取适当的工艺措施其实设计合理的焊接结构,它包括了合理安排焊缝的位置,减少不必要的焊缝,合理选用焊缝形状和尺寸等。
例如,采用焊缝对称布置。
象咱们常用于肋板与腹板的脚焊缝的焊脚就不应该太高。
一般对低碳钢有个最小焊脚尺寸推荐板厚《6mm最小焊脚3mm板厚7---13mm最小焊脚4mm板厚19--30mm最小焊脚6mm板厚31--35mm最小焊脚8mm板厚51--100mm最小焊脚10mm减少焊接变形的工艺措施:(1).反变形法(2).利用装配顺序和焊接顺序控制焊接变形(3).热调整法(4).对称实焊法(5).刚性固定法(6).锤击焊缝法其实这些里也包含了各种措施,本人打字太慢,就不详细说了。
如果有人想了解焊接的一些、知识,我象大家推荐一本书吉林化学工业集团公司组织编写.孙景荣主编.这个老焊接工程师经验丰富的很,我刚毕业的时候跟他共事了一年,学到了很多焊接的知识.他出过好几本有关焊接方面的书.呵呵,我也算跟名人混过啊!!钢板拼装可以采用从中间至两边分段退焊法进行焊前要适当的做一些反变形,这是事前控制的办法!反变形法:在焊接进行装配时,预先将工件向焊接变形相反的方向进行人为的变形。
例如,焊接8~~12mm的钢板,V型破口单面焊。
将工件预先反向斜置,焊接后由于自身收缩,使工件恢复到平正的形状(我将附图说明)对于较大刚性的构件,下料的时候,可将构件制成预定大小和方向的反变形,咱们制作的吊车梁,焊后就会出现下挠度问题,解决这个问题,一般采用,下料的时候腹板预制上拱2.利用装配顺序和焊接顺序控制焊接变形a.收缩量大的焊缝应当先焊,如果一个构件既有对接焊缝,又有角接焊缝,应先焊对接焊缝,后焊角焊缝。
钢结构焊接变形控制措施姓名: ***申报资格: *** 申报单位:申报日期: 2011年5月 25日钢结构焊接变形控制措施摘要:根据实际施工经验,结合国内同行相关资料,并对常见的钢结构焊接变形种类及控制措施进行阐述,用以减少焊接变形,提高工程总体质量。
关键词:焊接变形预防控制钢结构焊接过程是一个高温加热过程,根据热胀冷缩原理,构件极易产生变形,如果焊接变形不予以矫正,则不仅影响结构整体安装,还会降低工程的安全可靠性。
归纳起来,常见的主要为纵横向收缩变形、挠曲变形、角变形,本文主要讲述各种变形的控制措施用以提高工程质量。
控制焊接变形的措施可归结为设计方面、施工方面的预防措施及焊接变形矫正措施。
本文主要对施工方面的控制措施进行阐述。
1、施工预防措施在施工过程中可采取多种措施预防焊接变形,主要可归纳为反变形法、刚性固定法、合理选择焊接方法、选择合理的装配焊接顺序等。
1.1反变形法:就是在构件施焊前,确定其焊接变形的大小方向,施加与焊接变形相反作用力来抵消焊接变形,使构件焊后达到设计要求。
1.2刚性固定法:就是在没有采取反变形的情况下,将构件固定增加焊件刚度,限制焊接变形。
按变形相反方向,用夹具或点焊方式将焊件固定,从而限制焊接变形。
1.3合理地选择焊接方法:焊接的原始温度越高,热能越高,引起的变形越大,故选择能量较低的焊接方法可以有效地防止焊接变形,如采用C02气体保护焊代替手工电弧焊,采用多层焊的方式降低能量。
1.4选择合理的装配焊接顺序:这种方式就是使物件在焊接过程中,通过合理的装配焊接顺序,使焊接变形能够互相抵消,从而达到降低变形的目的。
2、焊后矫正焊接变形的方法2.1机械矫正法:利用外力,使构件产生与焊接变形方向相反的塑性变形,与焊接变形相抵消,从而达到消除焊接变形的目的。
2.2火焰矫正法:利用火焰在与焊接变形方向相反的对应部份局部加热产生压缩塑性变形,使较长的金属在冷却后收缩,来达到矫正变形的目的。
解决方案编号:LX-FS-A41338 防止焊接变形的措施标准范本In the daily work environment, plan the important work to be done in the future, and require the personnel to jointly abide by the corresponding procedures and code of conduct, so that the overall behavior oractivity reaches the specified standard编写:_________________________审批:_________________________时间:________年_____月_____日A4打印/ 新修订/ 完整/ 内容可编辑防止焊接变形的措施标准范本使用说明:本解决方案资料适用于日常工作环境中对未来要做的重要工作进行具有统筹性,导向性的规划,并要求相关人员共同遵守对应的办事规程与行动准则,使整体行为或活动达到或超越规定的标准。
资料内容可按真实状况进行条款调整,套用时请仔细阅读。
1.设计合理的焊接结构2.采取适当的工艺措施其实设计合理的焊接结构,它包括了合理安排焊缝的位置,减少不必要的焊缝,合理选用焊缝形状和尺寸等。
例如,采用焊缝对称布置。
象咱们常用于肋板与腹板的脚焊缝的焊脚就不应该太高。
一般对低碳钢有个最小焊脚尺寸推荐板厚《6mm 最小焊脚3mm板厚7---13mm 最小焊脚4mm板厚19--30mm 最小焊脚6mm板厚31--35mm 最小焊脚8mm板厚51--100mm 最小焊脚10mm减少焊接变形的工艺措施:(1).反变形法(2).利用装配顺序和焊接顺序控制焊接变形(3).热调整法(4).对称实焊法(5).刚性固定法(6).锤击焊缝法其实这些里也包含了各种措施,本人打字太慢,就不详细说了。
防止和减少焊接残余变形与应力的措施随着现代制造业的发展,焊接在各行各业中扮演着至关重要的角色。
无论是航空航天、汽车制造还是建筑工程,在这些领域中,焊接都是不可或缺的连接工艺。
然而,随之而来的焊接残余变形与应力问题也愈加引起人们的关注。
焊接过程中产生的残余变形与应力,不仅会影响工件的外观质量,还可能引发裂纹和变形等问题,严重影响其使用性能和寿命。
如何有效地预防和减少焊接残余变形与应力,成为了焊接工艺中的重要课题。
1.选材:材料的选择对于焊接残余变形和应力的控制至关重要。
在焊接过程中,通常会选择具有较高熔点和较小线膨胀系数的材料,以减少焊接时热影响区的热变形;还应根据实际情况选择合适的填充材料。
2.焊接方式:合理选择焊接方式是减少焊接残余变形和应力的关键。
一般来说,采用低热输入、低变形的焊接方式,例如脉冲焊、激光焊等,能够有效降低焊接工件的残余变形和应力。
3.焊接顺序:合理规划焊接顺序也是减少残余变形和应力的重要手段。
通常情况下,应该首先焊接边缘,然后逐渐向内焊接,以减少焊接区域的热输入,降低残余变形和应力。
4.预热和后热处理:在一些情况下,通过预热和后热处理也能有效减少焊接残余变形和应力。
预热能够降低材料的硬度,减少焊接残余应力;后热处理则能够通过回火或退火处理,消除残余应力,提高焊接接头的韧性和稳定性。
5.夹具和辅助装置:采用合理的夹具和辅助装置也能有效减少焊接残余变形和应力。
夹具的设计应在尽量避免约束工件的能够保证焊接接头的稳固性;而辅助装置则可以提供额外的支撑,减少工件在焊接过程中的变形。
总结回顾:在焊接工艺中,预防和减少焊接残余变形与应力是至关重要的。
通过合理选材、焊接方式、焊接顺序、预热和后热处理、夹具和辅助装置等措施,可以有效控制焊接过程中的残余变形和应力,保证焊接接头的质量和稳定性。
个人观点:作为焊接工艺的重要环节,防止和减少焊接残余变形与应力对于提高焊接接头的质量和稳定性至关重要。
法兰焊接防止变形措施法兰焊接是一种常见的连接方法,常用于管道、容器和机械设备的连接。
然而,在焊接过程中,由于热量的影响,会导致焊接零件产生变形,进而影响焊接质量和连接的可靠性。
为了解决这个问题,需要采取一系列的措施来防止焊接变形。
本文将介绍一些常用的法兰焊接防止变形措施。
一、合理的焊接顺序焊接顺序是防止焊接变形的关键因素之一。
一般来说,应从内部焊缝开始,逐渐向外焊接,并且要采用对称的焊接顺序。
这样可以避免局部热量集中,减少变形的可能性。
二、适当的预热与控制焊接温度预热是为了减少焊接时的温度梯度,提高焊接接头的可塑性,从而减少变形的可能性。
预热温度的选择应根据所使用的材料和焊接方式来确定。
同时,在焊接过程中,要严格控制焊接温度,避免过高或过低的温度造成变形。
三、采用适当的焊接方法选择合适的焊接方法也是防止变形的重要措施之一。
常用的法兰焊接方法有手工电弧焊、气体保护焊和埋弧焊等。
其中,气体保护焊和埋弧焊对于减少热输入和热影响区域较大,有利于减少变形。
四、使用焊接变形补偿技术在一些对焊接变形要求较高的场合,可以采用焊接变形补偿技术来解决。
常用的方法有预变形、冷却后加工和局部加热等。
预变形是在焊接前通过施加外力对工件进行适当的变形,以抵消焊接后的变形。
冷却后加工是在焊接完成后,对焊接接头进行冷却后的加工处理,以减少变形。
局部加热是在焊接后对焊缝局部进行加热处理,通过热胀冷缩的原理来减少变形。
五、合理的夹具设计和使用夹具的设计和使用对于防止焊接变形起到至关重要的作用。
合理的夹具设计可以减少焊接零件在焊接过程中的变形,保持焊接接头的几何形状。
同时,夹具的使用也要注意避免在焊接过程中施加过大的力,以免引起变形。
六、合理控制焊接速度和焊接层数控制焊接速度和焊接层数也是防止焊接变形的重要因素。
焊接速度过快会导致焊接接头温度不均匀、热应力集中,从而引起变形。
焊接层数过多会增加焊接时的热输入,加剧变形的程度。
因此,要根据具体情况合理控制焊接速度和焊接层数,以减少变形的可能性。
焊接变形是焊接过程中常见的问题之一,可能会导致焊接件的尺寸偏差、形状变形等问题。
以下是一些防止焊接变形的方法:
1. 预热焊接件:在进行焊接前,可以先对焊接件进行预热,以减少焊接时的热应力和变形。
预热温度和时间应根据材料和焊接方式来确定。
2. 采用合适的焊接方法:不同的焊接方法会产生不同的热影响区域和热应力,因此需要选择适合的焊接方法。
例如,对于较薄的材料,可以采用冷焊接方法,而对于较厚的材料,则可以采用热输入较小的热熔焊等焊接方法。
3. 采用预热夹具:在进行焊接前,可以采用预热夹具对焊接件进行预热,以减少焊接时的热应力和变形。
4. 控制焊接速度和热输入:焊接速度和热输入对焊接变形也有较大的影响。
应根据材料和焊接方式来控制焊接速度和热输入,以减少焊接变形的发生。
5. 采用反变形措施:在焊接完成后,可以采用反变形措施,例如对焊接件进行退火或加热,以消除焊接变形。
同时,也可以采用一些特殊的工艺措施,例如使用支撑物或夹具等,来减少焊接件的变形。
焊接变形的基本形式有收缩变形、角变形、弯曲变形、波浪变形和扭曲变形等。
焊接过程中,对焊件进行不均匀加热和冷却,是产生焊接应力和变形的根本原因。
减少焊接应力与变形的工艺措施主要有:
一、预留收缩变形量。
根据理论计算和实践经验,在焊件备料及加工时预先考虑收缩余量,以便焊后工件达到所要求的形状、尺寸。
二、反变形法。
根据理论计算和实践经验,预先估计结构焊接变形的方向和大小,然后在焊接装配时给予一个方向相反、大小相等的预置变形,以抵消焊后产生的变形。
三、刚性固定法。
焊接时将焊件加以刚性固定,焊后待焊件冷却到室温后再去掉刚性固定,可有效防止角变形和波浪变形。
此方法会增大焊接应力,只适用于塑性较好的低碳钢结构。
四、选择合理的焊接顺序。
尽量使焊缝自由收缩。
焊接焊缝较多的结构件时,应先焊错开的短焊缝,再焊直通长焊缝,以防在焊缝交接处产生裂纹。
如果焊缝较长,可采用逐步退焊法和跳焊法,使温度分布较均匀,从而减少了焊接应力和变形。
五、锤击焊缝法。
在焊缝的冷却过程中,用圆头小锤均匀迅速地锤击焊缝,使金属产生塑性延伸变形,抵消一部分焊接收缩变形,从而减小焊接应力和变形。
六、加热“减应区”法。
焊接前,在焊接部位附近区域(称为减应区)进行加热使之伸长,焊后冷却时,加热区与焊缝一起收缩,可有效减小焊接应力和变形。
七、焊前预热和焊后缓冷。
预热的目的是减少焊缝区与焊件其他部分的温差,降低焊缝区的冷却速度,使焊件能较均匀地冷却下来,从而减少焊接应力与变形。
(焊接网 )。
预防和减少焊接变形的措施展开全文一、焊接结构的合理设计在保证结构有足够强度的前提下,尽量减小焊缝的数量和尺寸;尽可能对称布置焊缝;必要时预先流留出收缩余量;适当采用冲压结构,减少焊接结构;将焊缝布置在最大工作应力之外;留出装焊模夹具的位置等。
二控制焊接残余变形的工艺措施1.选择合理的装焊顺序采用不同的装配、焊接顺序,焊后会产生不同的变形效果。
如工字梁的焊接,采用两种不同的装焊顺序,产生的变形效果不同。
第一种先装配、焊接成丁字形,然后再装配另一块翼板,最后焊成工字梁。
采用这种装焊顺序时,焊接丁字形结构时,由于焊缝分布在中性轴的下方,焊后将产生较大的上拱弯曲变形,即使另一块翼板焊后会产生的反向弯曲变形,也难以抵消原来产生的变形,最后工字梁将形成上拱弯曲变形。
第二种先整体装配成工字梁,然后再进行焊接,此时梁的刚性增加,再采用对称、分段的焊接顺序,焊后上拱弯曲变形就小得多。
这是一项先总装后焊接的控制结构焊后变形的工艺措施。
2.采取合理的焊接顺序(1)对称焊接如果焊接结构的焊缝是对称布置的,应该采用对称焊接。
这时应注意焊接顺序,采用分段、跳焊的对称焊接,通过先后焊缝的熔敷量来控制变形量,效果很好。
(2)不对称焊缝先焊焊缝少的一侧如果焊接结构的焊缝是不对称布置的,采用先焊焊缝少的一侧,后焊焊缝多的一侧,使后焊的焊缝产生的变形足以抵消先前的变形,以使总的变形减小。
(3)采用不同的焊接顺序结构中若是长焊缝,采用连续的直通焊,将会造成较大的变形,在实践中常采用分段退焊法、分中段退焊法、跳焊法和交替焊法不同的焊接顺序来控制变形。
3.反变形法为了抵消焊接残余变形,焊前预先使焊件向焊接变形相反的方向变形,这种方法叫反变形法。
V 形坡口对接焊中,均采用了反变形法来控制焊后的残余角变形。
例如工字梁焊后产生的角变形,可在焊前预先将翼板制成反变形,然后焊接以抵消焊后变形。
4.刚性固定法焊前对焊件采取外加刚性约束,使焊件在焊接时不能自由变形,这种防止变形的方法叫刚性固定法。
建筑钢结构焊接变形控制措施建筑钢结构焊接是现代建筑中常用的连接方式之一,其具有结构简单、施工便捷、耐久性好等优点。
然而,焊接这一过程中也存在着一定的问题,其中之一就是焊接变形问题。
在进行钢结构焊接时,由于热量的影响,很容易会造成钢结构件的变形,进而影响建筑工程的整体形态和稳定性。
因此,我们需要采取一定的控制措施,来防止焊接变形。
一、合理选材在进行钢结构焊接时,合理选材是十分重要的。
钢材的种类和尺寸会对焊接过程和结果产生很大的影响。
一般来说,应选择具有好的可焊性、抗变形性能强的钢材进行焊接,尽可能降低钢结构变形的风险。
二、控制焊接温度钢结构焊接的变形主要是由于焊接温度造成的,因此焊接温度的控制非常关键。
在钢结构焊接中,需要确保焊接温度尽量稳定,避免出现过高或过低的温度。
一般来说,可以通过适当的焊接方法、焊接速度以及控制加热时间等手段来实现温度的控制,从而避免钢结构的变形。
三、采用适当的焊接顺序在进行钢结构焊接时,要根据具体的焊接要求和结构特点来确定焊接顺序。
一般来说,需要先进行重要支撑部位的焊接,然后再进行次要部位的焊接,最后才是边角部位的焊接。
这样可以避免钢结构产生大幅度的变形,并使其能够保持一定的稳定性。
四、采用加劲、拉板等支撑方式在钢结构焊接过程中,为了防止钢结构的过度变形,可以采用加劲、拉板等支撑方式。
加劲和拉板是经过特殊处理的钢板,可以将焊接后会出现变形的部位进行支撑,从而保证结构的稳定性。
这一方法主要适用于较大的钢结构件和结构相对稳定的建筑工程中。
五、对变形进行修复如果建筑钢结构在焊接后出现了变形,我们可以通过一些手段来进行修复。
常见的修复方法包括冷弯法、加热法、局部焊接、切割法等等。
需要根据具体情况来确定修复的方法,从而避免钢结构造成更大的伤害。
综上所述,建筑钢结构焊接变形控制是一个非常重要的问题,需要我们在具体的建筑工程中不断积累经验并采取相应的控制措施。
只有采取有效的预防措施,才能确保建筑工程的稳定性和整体美观度。
防止焊接变形的措施集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-防止焊接变形的措施1.设计合理的焊接结构2.采取适当的工艺措施其实设计合理的焊接结构,它包括了合理安排焊缝的位置,减少不必要的焊缝,合理选用焊缝形状和尺寸等。
例如,采用焊缝对称布置。
象咱们常用于肋板与腹板的脚焊缝的焊脚就不应该太高。
一般对低碳钢有个最小焊脚尺寸推荐板厚《6mm最小焊脚3mm板厚7---13mm最小焊脚4mm板厚19--30mm最小焊脚6mm板厚31--35mm最小焊脚8mm板厚51--100mm最小焊脚10mm减少焊接变形的工艺措施:(1).反变形法(2).利用装配顺序和焊接顺序控制焊接变形(3).热调整法(4).对称实焊法(5).刚性固定法(6).锤击焊缝法其实这些里也包含了各种措施,本人打字太慢,就不详细说了。
如果有人想了解焊接的一些、知识,我象大家推荐一本书吉林化学工业集团公司组织编写.孙景荣主编.这个老焊接工程师经验丰富的很,我刚毕业的时候跟他共事了一年,学到了很多焊接的知识.他出过好几本有关焊接方面的书.呵呵,我也算跟名人混过啊!!钢板拼装可以采用从中间至两边分段退焊法进行焊前要适当的做一些反变形,这是事前控制的办法!反变形法:在焊接进行装配时,预先将工件向焊接变形相反的方向进行人为的变形。
例如,焊接8~~12mm的钢板,V型破口单面焊。
将工件预先反向斜置,焊接后由于自身收缩,使工件恢复到平正的形状(我将附图说明)对于较大刚性的构件,下料的时候,可将构件制成预定大小和方向的反变形,咱们制作的吊车梁,焊后就会出现下挠度问题,解决这个问题,一般采用,下料的时候腹板预制上拱2.利用装配顺序和焊接顺序控制焊接变形a.收缩量大的焊缝应当先焊,如果一个构件既有对接焊缝,又有角接焊缝,应先焊对接焊缝,后焊角焊缝。
一般来说,对接焊缝比角焊缝的收缩量大b.采取对称的实焊顺序,能有效的减少焊接变形,(见,附图1)c.长焊缝焊接时,应采取对称焊,分段退焊,跳焊等焊接顺序d.对比较复杂的结构,可先分成几个简单的部件,分别装焊。
文件编号:RHD-QB-K6602 (解决方案范本系列)
编辑:XXXXXX
查核:XXXXXX
时间:XXXXXX
防止焊接变形的措施标
准版本
防止焊接变形的措施标准版本
操作指导:该解决方案文件为日常单位或公司为保证的工作、生产能够安全稳定地有效运转而制定的,并由相关人员在办理业务或操作时进行更好的判断与管理。
,其中条款可根据自己现实基础上调整,请仔细浏览后进行编辑与保存。
1.设计合理的焊接结构
2.采取适当的工艺措施
其实设计合理的焊接结构,它包括了合理安排焊缝的位置,减少不必要的焊缝,合理选用焊缝形状和尺寸等。
例如,采用焊缝对称布置。
象咱们常用于肋板与腹板的脚焊缝的焊脚就不应该太高。
一般对低碳钢有个最小焊脚尺寸推荐
板厚《6mm 最小焊脚3mm
板厚7---13mm 最小焊脚4mm
板厚19--30mm 最小焊脚6mm
板厚31--35mm 最小焊脚8mm
板厚51--100mm 最小焊脚10mm
减少焊接变形的工艺措施:
(1).反变形法
(2).利用装配顺序和焊接顺序控制焊接变形
(3).热调整法
(4).对称实焊法
(5).刚性固定法
(6).锤击焊缝法
其实这些里也包含了各种措施,本人打字太慢,就不详细说了。
如果有人想了解焊接的一些、知识,我象大家推荐一本书吉林化学工业集团公司组织编写.孙景荣主编.
这个老焊接工程师经验丰富的很,我刚毕业的时候跟他共事了一年,学到了很多焊接的知识.他出过好
几本有关焊接方面的书.呵呵,我也算跟名人混过啊!!
钢板拼装可以采用从中间至两边分段退焊法进行
焊前要适当的做一些反变形,这是事前控制的办法!
反变形法:
在焊接进行装配时,预先将工件向焊接变形相反的方向进行人为的变形。
例如,焊接8~~12mm的钢板,V型破口单面焊。
将工件预先反向斜置,焊接后由于自身收缩,使工件恢复到平正的形状(我将附图说明)
对于较大刚性的构件,下料的时候,可将构件制成预定大小和方向的反变形,咱们制作的吊车梁,焊后就会出现下挠度问题,解决这个问题,一般采用,
下料的时候腹板预制上拱
2.利用装配顺序和焊接顺序控制焊接变形
a.收缩量大的焊缝应当先焊,如果一个构件既有对接焊缝,又有角接焊缝,应先焊对接焊缝,后焊角焊缝。
一般来说,对接焊缝比角焊缝的收缩量大
b.采取对称的实焊顺序,能有效的减少焊接变形,(见,附图1)
c.长焊缝焊接时,应采取对称焊,分段退焊,跳焊等焊接顺序
d.对比较复杂的结构,可先分成几个简单的部件,分别装焊。
然后再进行总装焊接。
这样可使那些不对称的焊缝后收缩大的焊缝尽可能自由收缩,不影响到整体结构。
对于对称焊缝,可以同时对称施焊,少则双人,大型结构可以多人同时焊接。
使所焊的焊缝相互制
约,让结构不产生整体变形。
附图!
3.热调整法
焊接变形主要是由于不均匀加热造成的,减少热影响区的宽度,降低不均匀加热的程度,就会有利于减少焊接变形。
减小受热区宽度的工艺措施:
有小电流快速焊接不摆动,代替大电流慢速摆动焊。
小直径焊条代替大直径焊条
多层焊代替单层焊等
尽量用氩弧焊,co2气体保护焊,代替手工电弧焊!
采取强制冷却,减小受热区宽度。
焊接前进行预热。
减小焊接区的温度和结构的温差。
这里写地址或者组织名称
Write Your Company Address Or Phone Number Here。