东风5型内燃机车辅修小修范围
- 格式:doc
- 大小:270.00 KB
- 文档页数:39
DF12型内燃机车小、辅修检修范围株洲机务段二○○八年九月1、总则本标准规定了株洲机务段DF12型内燃机车小,辅修检修周期、互换范围、工作范围、探伤范围及主要技术要求,各车间(科室)应根据这一规定开展机车小、辅修检修工作。
1 总则1.1 内燃机车检修必须牢固树立为运输服务的思想,贯彻“质量第一”和“修养并重,预防为主”的方针,在检修过程中,要严格执行“四按”、“三化”,记名检修。
1.2 根据当前机车技术状态及生产技术水平,定期检修周期规定如下:干线机车: 辅修 2万km、小修4万km调小机车: 辅修 2个月小修4个月检修公里或期限允许伸缩10%。
1.3 机车检修计划由技术科负责会同检修(整备)、运用车间,根据机车的实际技术状态、走行公里,以及检修(整备)、运用的生产安排编制周计划。
周计划应在周开始前1—2天提出,运用车间要于小、辅修24小时前填写好“机统—28”,并交送检修车间,小、辅修机车扣车时间原则上规定为每天20:00至次日3:00。
1.4 机车小辅修时,检修(整备)主任(或副主任)、各有关工长、机车保养人员、各专业工程技术人员等要会同验收员按分工进行开工前的复检。
1.4.1 复检人员采用点名式,因故不能参加复检人员必须有人代理,不得缺席。
1.4.2 复检前参加复检人员应认真掌握机车修前状态预报。
1.4.3 复检责任分工1.4.3.1 机车验收员、机车检查员机车验收员重点:机车走行部、制动系统车下部分、机车车体及牵引装置。
1.4.3.2 工程技术人员技术室各专业人员分管部分,根据该专业修前质量问题及部分惯性质量薄弱部位。
小、辅修工程师根据机车检修预报重点不良处所与技术室专业人员确定修程。
1.4.3.3 检修车间各班组工长根据上次修程质量状态及掌握的修前质量问题,机车惯性质量薄弱部位。
1.4.3.4 上述复检人员(检修工长除外)复检完后,必须按时参加复检碰头会,确定超修活和重点活等,并将复检中发现的超修活登记在“机统—28”上。
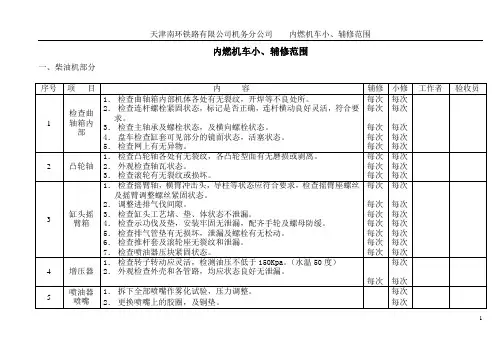
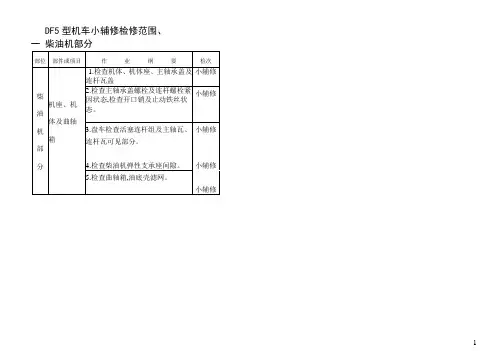
内燃机车小、辅修范围一、柴油机部分序号项目内容辅修小修工作者验收员1 检查曲轴箱内部1.检查曲轴箱内部机体各处有无裂纹,开焊等不良处所。
2.检查连杆螺栓紧固状态,标记是否正确,连杆横动良好灵活,符合要求。
3.检查主轴承及螺栓状态,及横向螺栓状态。
4.盘车检查缸套可见部分的镜面状态,活塞状态。
5.检查网上有无异物。
每次每次每次每次每次每次每次每次每次每次2 凸轮轴1.检查凸轮轴各处有无裂纹,各凸轮型面有无磨损或剥离。
2.外观检查轴瓦状态。
3.检查滚轮有无裂纹或损坏。
每次每次每次每次每次每次3 缸头摇臂箱1.检查摇臂轴,横臂冲击头,导柱等状态应符合要求,检查摇臂座螺丝及摇臂调整螺丝紧固状态。
2.调整进排气伐间隙。
3.检查缸头工艺堵、垫、体状态不泄漏。
4.检查示功伐及垫,安装牢固无泄漏,配齐手轮及螺母防缓。
5.检查排气管垫有无损坏,泄漏及螺栓有无松动。
6.检查推杆套及滚轮座无裂纹和泄漏。
7.检查喷油器压块紧固状态。
每次每次每次每次每次每次每次每次每次每次每次每次每次每次4 增压器1.检查转子转动应灵活,检测油压不低于150Kpa。
(水温50度)2.外观检查外壳和各管路,均应状态良好无泄漏。
每次每次每次5 喷油器喷嘴1.拆下全部喷嘴作雾化试验,压力调整。
2.更换喷嘴上的胶圈,及铜垫。
每次每次1序号项目内容辅修小修工作者验收员6 高压泵及下体1.检查高压泵供油拉杆及支承轴承良好,作用应灵活。
2.检查高压泵齿条无卡滞,组装螺丝无松动,保护套良好。
3.检查高压泵下体滚轮状态,应良好。
4.检查高压泵来油回油管不泄漏。
每次每次每次每次每次每次每次每次7 燃油、机油、连接胶管、垫卡子1.各管接头与管路联接应良好,不许泄漏,管卡牢固齐全。
2.检查各连接部位胶管,胶垫良好,卡子齐全,牢固。
3.检查各止阀、逆止阀作用良好,。
4.油气分离器各接口无渗漏。
5.检查燃油胶管,不良者更换。
6.检查机油联络阀是否关闭每次每次每次每次每次每次每次每次每次每次2次每次8 热交换器1.各热交换器应无泄漏。

东风10DD型调车内燃机车小、辅修程检修范围及工艺标准1.定义和适用范围本标准规定了东风10DD型调车内燃机车小、辅修程的检修范围和有关技术要求。
本标准适用于东风10DD型调车内燃机车实施小、辅修程的检修全过程。
2.东风10DD型调车内燃机车辅修的检修范围及工艺标准2.1柴油机部分2.1.1检查机体、连接箱、大油封、盘车机构和半刚性联轴节检查机体、连接箱各部无裂纹、无损伤,安装平面密封无泄漏。
检查机体上各螺栓无松动、无裂纹,螺纹无断扣、无毛刺、无碰伤。
检查大油封各部状态是否良好,有无漏油痕迹。
检查连接箱内增压器回油管、稳压箱排污管及连接处所无松动、无泄漏。
检查半刚性联轴节各部状态良好无损伤,各紧固螺栓无松动,防缓封丝无折断。
检查盘车机构各零部件安装齐全无松动,打开各缸示功阀,装上盘车扳手,盘车作用良好。
2.1.2检查柴油机曲轴箱内部有关部件可见部位(打开全部检查孔盖)外观检查曲轴各部状态:油道工艺堵密封良好,卡环无折断,油堵无松脱;轴颈过渡圆角表面无剥离、烧损及拉伤;主轴承盖及主轴承螺栓状态良好,无损伤,无松动;平衡铁螺钉紧固状态良好,无损伤、无松动;主轴瓦端面无异常、无腐蚀和剥离迹象。
检查活塞连杆组状态:各活塞可见部位无损伤;各连杆体无变形,各部无损伤。
连杆盖及连杆螺栓紧固良好,拨动连杆大端须灵活无卡滞现象。
连杆瓦端面无异常、无腐蚀和剥离现象。
检查气缸套状态:各缸套进出水管及缸套密封圈无泄漏,缸套可见部位无深度拉伤、无剥离、无腐蚀现象。
检查曲轴箱油底壳滤网无破损,滤网上方无异物。
检查曲轴箱检查孔盖无裂损、变形,密封状态良好,防爆安全孔盖作用良好。
2.1.3检查气缸盖及其附件(拆下各气缸盖罩盖)检查各气缸盖体无裂纹、无泄漏,各气缸盖工艺堵、示功阀座、进排气支管安装螺栓无松动、无泄漏。
检查摇臂轴座体、摇臂、横臂、气门弹簧有无裂纹,工艺堵有无松动,滑油管连接座有无漏油,调整螺钉、油堵、压球、压球座及横臂导柱状态是否良好,无脱落、无松动、无裂纹。
2013年8月前言根据《东风4型内燃机车段修规程》(铁道部铁机[1993]44号)、《铁道部机车验收工作规定》(铁运【2007】109号)文件以及工艺实际执行情况。
为了满足机车检修要求,保证东风4型内燃机车小辅修检修工作的顺利进行,提高检修工作管理,重新对《东风4B型内燃机车小辅修工艺范围》进行修订。
参与本工艺编写修订人员:刘仲铭、岳利众、龙国沅、何永根、王铁锋、孙光明、南海军、全永乾、黄水泉、王佩荣。
参与审定人员:封力民、彭三友、张焕池、朱捷东、肖悦科、叶杏青、皮卫东、吕晏先、蒋运春。
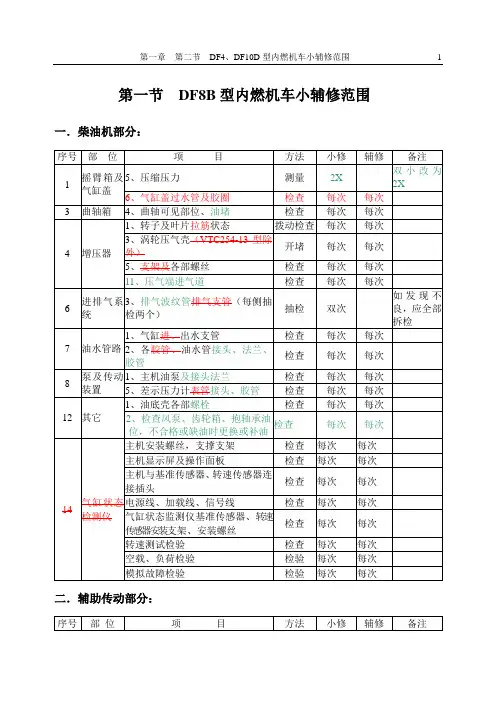
1. 范围本标准规定了东风4B型内燃机车小、辅修范围标准。
2. 引用标准《东风4型内燃机车段修规程》(铁机[1993]44号)3. 清洁度本工艺清洁度标准采用《内燃机车通用保洁标准》一级清洁度:以绸布或绉纸擦拭无污迹;二级清洁度:以不脱纤维的白布擦拭无污迹、油垢;三级清洁度:以手擦拭,手上无污染;四级清洁度:目视检查无油垢、污渍、积炭、尘埃;五级清洁度:目视无成片污迹。
4. 本工艺涉及到探伤按探伤工艺、范围执行。
目录一、DF4型内燃机车小辅修互换范围......................................... - 1 -二、DF4型内燃机车小辅修范围............................................... - 2 - (一)柴油机部分......................................................... - 2 -(二)辅助传动部分 ..................................................... - 6 -(三)电机电器仪表部分 ................................................. - 9 -................................................................. - 9 -................................................................ - 13 -................................................................ - 13 - (四)走行部部分...................................................... - 15 -(五)制动部分........................................................ - 18 -三、DF4B型机车辅小修探伤范围........................................... - 20 -四、DF4B型机车辅小修保养范围........................................... - 21 -五、DF4B机车辅小修防火整治范围......................................... - 23 -六、机车加改及行安装备 ................................................ - 25 -1. 机车视频监控记录装置......................................... - 25 -2. JK00430走行部监测装置....................................... - 25 -3. 轴温报警装置................................................. - 26 -4. 机车防弛缓报警装置........................................... - 27 -5. 机车欠风压报警装置........................................... - 27 -6. 机车就餐设备................................................. - 28 -7. 机车限鸣装置................................................. - 29 -................................................................ - 30 -................................................................ - 33 -10 TSKZ型机车撒砂控制装置...................................... - 34 -七、各修程机车质量保质期................................................ - 37 -一、DF4型内燃机车小辅修互换范围小、辅修互换的配件应按段规、按工艺进行检修,经检验合格方准许装车使用。
东风五型内燃机车的使用状况、问题,以及对策摘要:现代内燃机的使用也很是普及。
地面的各类交通工具(车辆、拖沓机、内燃发动机等),矿井、建筑物和工程用的设备,也正是由于当时我国的限电政策所以就有许多地区采用了自备电源发电,而水路交通领域则是水运和海洋船只的主控和辅机。
在军用领域,如坦克、武装车、步兵坦克、重型武装拖曳车,以至各类水上舰船等领域也大批采用了内燃机。
关键词:驱动;调速器;对策一九七零年代中期,由于中国国内铁路对货运动车组牵引定数的扩大,原有的东风2型、东方红4型等一千马力级别的调车用柴油引擎车早已无法适应编组站的高骆峰调车人员作业,已无法应对未来的需求;为此,中华人民共和国铁道工业管理局和机务管理局针对我国铁路运输的现实发展需求,在原本规划轨道牵引用发动机现代化计划的基础上,在一九七五年提出研究新型调车工作用的柴油机车。
同年,唐山机车车辆总厂、大连机车车辆总厂、大连动力机车研究院等单位,开始在原东风四型柴油机车及其所使用的16V240ZJ型发动机的基本上,联合研究东风五型柴油机车。
一、东风5型内燃内燃机车的使用情况在中国铁道行业中,关于柴油机车的研发和应用已经有着数十年的发展经验,柴油机车的使用性能也在不断地提高,为中国现代铁道的建立和发展打下了良好的基础。
原来,国家所用的柴油机车都是其他国家引进的,自己研发使用的柴油机车也很少。
但随着中国经济的持续增长和科技能力的增强,科研人员开始关注研制由中国自己研制的柴油机车。
一九七五年底,唐山工厂、大连厂又先后试制出了首台八汽缸的8240Z型发动机,并经过了各项机械性能测试和一百小时的稳定性测试;八千二百四十Z系列发动机,也是在16V240ZJ 系列基础上减小了汽缸数量的派生型号,装车输出功率一千六百五十马力。
一九七六年一月,由唐山工厂成功试制出中国首台偏东五系列柴油机车。
东风五型内燃机车除了在汽油发电机和车轮以及其他电器控制系统做了升级,其他的部件系统基本延用东风四型的装置。
一、前言为使内燃机车能以优良的运用状态,安全、正点、高效地完成煤炭运输任务,参照国铁部分机务段及大连厂提供的标准,根据公司2007年制定下发的内燃机车小辅修范围,结合机车出现的故障,对公司东风4DD型内燃机车小辅修范围进行深化扩展。
在执行过程中,机务段做好整个修程组织的领导工作,加强质量管理和生产管理。
检修工作人员认真搞好“四按三化记名修”,乘务员要严格按照自检自修范围,做好保养和清洁工作,化验员应根据小辅修计划和具体工作程序安排好冷却水和油脂化验工作,技术人员做好技术资料的积累,质量监督和分析工作,保证“小辅修范围”的切实执行,并努力改进小辅修有关工艺装备,依靠科技进步,不断提高机车检修质量。
二、修程周期小修周期 5.4~6万公里(270天)辅修周期 1.8~2万公里(90天)三、清洁要求1.配件应达到中修配件要求。
2.凡在修程中车上暴露的管口及各种检查孔均需包扎或加以防护。
3.分解清洁滤清器后,器体必须用干净丝绸布擦净,柴油清洁过的滤器应用风吹干。
4.电器柜内各电器部件手触无灰尘,电器柜下方无油脂、杂物。
5.电机整流子、刷架、瓷瓶无碳粉积尘。
6.各注油口、柴油机、空压机、变速箱、静液压油箱处均不得漏油或泄油。
7.互换配件按中修要求。
(见下表)四、修程前准备五、检修小辅修内容六、探伤范围七、小修、辅修自检自修11注:各电机轴承补油量(每次小修)1、主发电机、牵引电机: 轴承大端36克,小端10克,钙锂基脂不许混用2、励磁机: 轴承补油30克, 钙锂基脂不许混用3、启动发电机: 轴承补油30克, 钙锂基脂不许混用4、风泵发电机: 轴承补油30克, 钙锂基脂不许混用5、启动滑油泵电机: 轴承补油30克, 钙锂基脂不许混用6、测速发电机: 轴承补油10克7、其它辅助电机: 轴承补油10克8、螺杆泵电机前、后轴承分别23g和15g八、机车验收范围必检:1、柴油机各部状态(开盖前后)。
2、各主要电机外观状态。
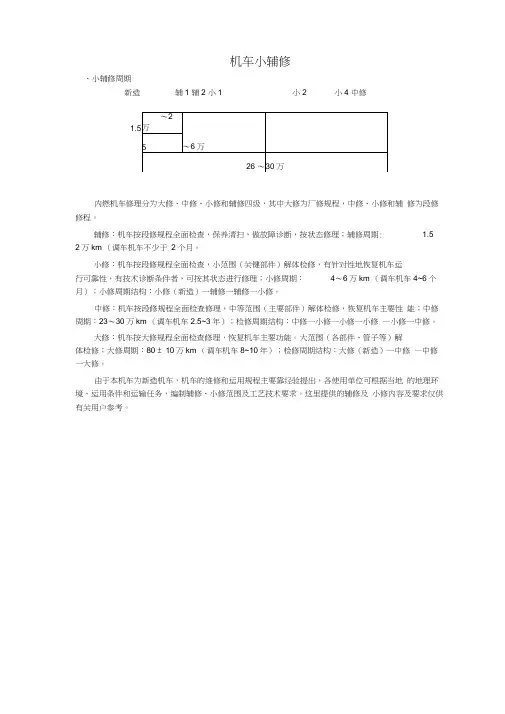
机车小辅修
内燃机车修理分为大修、中修、小修和辅修四级,其中大修为厂修规程,中修、小修和辅 修为段修修程。
辅修:机车按段修规程全面检查,保养清扫,做故障诊断,按状态修理;辅修周期: 2万km (调车机车不少于 2个月。
小修:机车按段修规程全面检查,小范围(关键部件)解体检修,有针对性地恢复机车运 行可靠性,有技术诊断条件者,可按其状态进行修理;小修周期: 4〜6万km (调车机车4~6个
月);小修周期结构:小修(新造)一辅修一辅修一小修。
中修:机车按段修规程全面检查修理,中等范围(主要部件)解体检修,恢复机车主要性 能;中修周期:23〜30万km (调车机车2.5~3年);检修周期结构:中修一小修一小修一小修 —小修一中修。
大修:机车按大修规程全面检查修理,恢复机车主要功能。
大范围(各部件、管子等)解 体检修;大修周期:80 ± 10万km (调车机车8~10年);检修周期结构:大修(新造)一中修 —中修一大修。
由于本机车为新造机车,机车的维修和运用规程主要靠经验提出,各使用单位可根据当地 的地理环境、运用条件和运输任务,编制辅修、小修范围及工艺技术要求。
这里提供的辅修及 小修内容及要求仅供有关用户参考。
辅1 辅2 小1
小2 小4 中修
、小辅修周期
新造
1.5
、小辅修内容。
![DF4D型内燃机车小辅修作业指导书[2]](https://uimg.taocdn.com/a8efdd3c5727a5e9856a61a2.webp)
机小辅修作业指导书作业项目柴油机辅助传动部分作业人员1人作业时间120分钟序号作业步骤作业程序及标准作业图示1 准备工作1.参加班组开工会1)学习上级、车间文件规定,掌握指示精神和文件要求。
2)了解前一工作日生产、安全情况,做好安全预想,按规定着装。
3)了解检修的机车修程、机统-28及复检报活情况。
4)按照相应部件检修要求,携带必须用的作业工具、清洁用品、常用钳工工具。
2.作业前工作场地检查1)上车作业时,检查机车四周,确认安全防护措施到位。
2)检查作业所使用的各种工具、设备状态良好。
3)检修带压力的管路及部件,应先排除管内压力后,方可进行作业。
2 主滑油泵检查主机油泵状态,安装螺栓无松动。
安装螺栓无松动安装螺栓无松动法兰垫无泄漏机小辅修作业指导书作业项目柴油机辅助传动部分作业人员1人作业时间120分钟序号作业步骤作业程序及标准作业图示3 启动滑油泵辅助滑油泵检查启动滑油泵、辅助滑油泵状态,转动灵活,各部无漏泄,检查联轴节状态,止钉无松动、胶套无破损、不良者更换。
4 离心精滤器1.离心精滤器及安装座不得有裂纹,安装座紧固螺栓无松动。
2.离心精滤子的转子必须拆下清洗,更换滤纸,组装后启机运转灵活,无异音,无异常振动。
5 燃油滤清器清洗燃油粗滤器内腔、滤芯,更换密封胶圈,清洗燃油精滤器内腔,更换精滤器纸芯及密封胶圈。
止钉无松动、胶套无破损安装座紧固螺栓无松动打开压盖螺帽更换胶圈、滤芯松开漏斗,打开罩盖,更换胶圈、滤芯机小辅修作业指导书作业项目柴油机辅助传动部分作业人员1人作业时间120分钟序号作业步骤作业程序及标准作业图示6 高、低温水泵检查高、低温水泵状态,各部不得泄漏,泄水孔必须畅通。
7 前、后增压滤清器检查机油滤清器,端盖、接头处不得泄漏,各紧固螺栓紧固无松动。
法兰垫无泄漏端盖胶垫无泄漏接头处不得泄漏紧固螺栓紧固无松动法兰垫无泄漏机小辅修作业指导书作业项目 柴油机辅助传动部分作业人员 1人 作业时间120分钟附件1:工具清单 序号名 称规格型号 数量 单位1毛刷通用型1把2手电筒通用型1把3扭矩扳手40-200NM1把4扭矩扳手80-400NM1把5套筒扳手通用型 1 把6套筒头161个7锤子800G 左右1个8开口扳手组套 1 套9活动扳手 通用型 1 把机小辅修作业指导书作业项目 柴油机辅助传动部分作业人员 1人 作业时间120分钟附件3:位置示意图法兰间隙不超过0.05mm法兰间隙不超过0.05mm组装完毕后打防缓标记安装8.8专用柱销螺栓组装完毕后打防缓标记安装8.8专用柱销螺栓附件4: 万向轴安装调整说明附件6: 自动车钩技术数据。
内燃机车检修修程与周期的规定
1. 修程
机车检修修程分为大修、中修、小修、辅修4级,其中中修、小修、辅修为段修修程,大修为厂修修程。
大修:机车主要部件检查修理,恢复机车基本性能。
中修:机车主要部件检查修理,恢复机车主要性能。
小修:机车关键部件检查修理,有针对性的恢复机车运行可靠性。
有诊断技术条件者,可按其状态进行修理。
辅修:机车全面检查,保养清扫,做故障诊断,按状态修理。
2. 周期(公里或期限)
机车各级修程的周期,应按非经该修程不足以恢复其基本技术状态的机车零部件,在两次修程之间保证安全运用的最短期限确定。
根据当前机车技术状态及生产技术水平,内燃机车检修周期规定如下:
大修:80±10 万km(调小机车8~10年)中修:23~30 万km(调小机车2.5~3年)小修:4~6 万km(调小机车4~6个月)辅修:不少于2万km(调小机车不少于2个月)由于各地运用条件差异较大,机车所承担的运输任务不同,各级修程的周期应根据具体情况制定。
为不断提高内燃机车的经济效益,应认真掌握机车状态的变化规律,在保证质量的前提下,试行“弹性周期计划”或“定期检查状态修”。
东风、东风2、东风3型内燃机车段修规程发文单位:铁道部文号:[81]铁机字1042号发布日期:1981-7-11执行日期:1981-7-11第一章段修工作管理统一领导,分级管理第1条内燃机车段修工作实行统一领导,分级管理的原则。
铁道部:对全路机车检修工作统一规划,综合平衡,调查研究,督促检查,总结和推广先进经验;组织制定和修改机车检修有关规章;审批机车大修计划和技术改造计划。
铁路局:对全局机车检修工作综合平衡,督促检查,总结和推广先进经验;贯彻执行铁道部有关规章、命令;组织制定和修改本局有关机车检修细则和办法、机车架修范围、探伤范围、验收范围、配件互换范围及定量、主要部件检修工艺;编制机车大修计划;审批机车架修计划。
铁路分局:贯彻执行部、局有关规章、命令;督促检查本分局管内各机务段的机车检修工作,坚持按计划修车。
机务段:贯彻执行部、局、分局有关的规章、命令;编制机车定修范围、检修工艺;制定机车和主要部件检修的技术作业过程表和有关制度;编制机车检修计划,全面完成段修任务。
检修车间第2条机务段检修车间要做好下列工作:一、贯彻执行有关规章、制度、命令;按照全面质量管理的原则,抓好机车检修质量、检修时间、劳动生产率、配件材料及能源消耗等主要技术经济指标。
二、贯彻执行按固定机车的综合性包修负责制或按机车主要部分的专业性包修负责制,并根据检修任务的需要设立相应的班组,加强对生产班组的管理。
三、在段修过程中,严格执行“四按”、“三化”、记名检修,不断提高机车检修工作的程序化、文明化、机械化程度,建立健全各种修程的检修台帐和记录,把记名检修落实到班组管理和岗位责任制中去。
四、建立健全会议制度,及时指挥生产。
检修主任(或副主任)要按时主持召开各种检修会议,传达上级命令,确定超修范围,检查生产进度,协调各有关方面的工作,并按照机车检修评定标准,对每台机车的检修工作进行总结和评定。
五、切实抓好机车检修、配件修复、段制品生产等项调度工作,保证机车架、定修和大型互换配件检修按作业过程表进行,实现均衡生产。
内燃机车小辅修范围
一、范围
适用于东风12、东风8B、东风4B型内燃机车小、辅修修程。
二、小、辅修周期
中修 F01 F02 X01 F11 F12 X02 F21 F22 X03 中修▲——⊙——⊙——◎——⊙——⊙——◎——⊙——⊙——◎…⊙—⊙—▲辅修与辅修、辅修与小修间1~2万公里。
两个小修间4~6万公里
图中:▲——中修
◎——小修
⊙——辅修
X ——小修
F ——辅修
X、F字母后面的数字第一位表示上一级修程次数,第二位表示本级修程次数。
X01表示大修(或新造)后第一次小修
F01表示中修(或新造、大修)后第一次辅修
X23表示第二次中修后第三次小修
F22表示第二次小修后第二次辅修,以此类推
三、检修范围
(8)探伤范围(9)检测范围因目前不具备条件,待定。