方刀架设计工序卡片
- 格式:docx
- 大小:355.20 KB
- 文档页数:25
大学课程设计题目方刀架的加工工艺设计系别:专业:班级:学生:学号:指导教师:目录摘要 (2)关键词 (2)一、零件图分析 (2)二、毛坯的确定........ . (3)三、工艺分析 (4)四、工艺路线的拟定 (5)五、切削用量的选择 (5)六、加工余量与公差...... (5)七、机械加工过程 (6)八、结论.... .... .... . (7)附图:零件图 (9)毛坯图 (10)机械加工工艺过程卡1................................ (11)机械加工工艺过程卡2 (12)机械加工工序卡1 (13)机械加工工序卡2 (14)参考文献 (15)课程设计任务书设计题目:方刀架课程设计技术要求1、C面淬火硬度40~45HRC。
2、未注倒角1×45°。
3、材料45。
1、零件图样分析1)φ15019.0+mm孔对基准B的位置度公差为φ0.05mm。
2)图中左端面(方刀架底面)平面度公差为0.008mm。
3)图中左端面对基准B的垂直度公差为0.05mm。
4)C表面热处理40~45HRC。
5)材料45。
2、方刀架机械加工工艺过程卡(表2-49)表2-49 方刀架机械加工工艺过程卡方刀架的加工工艺设计机械制造工艺学课程设计综合了机械制造工艺学和其它专业课知识,充分展现了学生在生产实习中的实践能力。
本说明书是关于方刀架的一个简单工艺设计过程,在这次为期两个星期的设计,不仅让我们对所学课程进行了一次全面深入的总复习,而且为毕业设计提供了一次热身的机会,真正实现了理论联系实际。
就我个人而言,在这次设计中,我最大的收获是我懂得了要当一名合格的设计师是多么的不容易,在此老师和同学们在设计过程中给我的帮助。
本课程设计通过方刀架零件图的分析,确定了该零件的毛坯材料及尺寸规格。
通过对零件的加工工艺分析,确定了该零件的加工工艺路线,确定了该零件的加工工具,编写了详细的机械加工工艺文件:工艺过程卡片和工序卡片。
机械制造技术课程设计说明书设计题目: CA6140 方刀架学生:学号:专业:班级:指导教师:目录序言 (1)一. 零件分析 (2)1.1 零件作用 (5)1.2零件的工艺分析 (5)二. 工艺规程设计 (5)2.1确定毛坯的制造形式 (5)2.2基面的选择 (5)2.3制定工艺路线 (6)2.4机械加工余量、工序尺寸及毛坯尺寸的确定 (8)2.5确定切削用量及基本工时 (11)2.6工序加工定位误差 (22)三夹具设计 (23)3.1工序分析 (23)3.2定位元件设计 (23)3.3定位误差计算 (24)3.4切削力及夹紧力计算 (24)3.5夹具体的设计 (24)3.6定向键设计 (25)3.7夹具草图 (25)设计小结 (26)参考文献 (27)序言机械制造工艺学课程设计是我们大学毕业设计前的最后一门设计,是对所学专业课知识的一次深入的综合性总复习,也是一次理论联系实际的训练。
机械制造业是制造具有一定形状位置和尺寸的零件和产品,并把它们装备成机械装备的行业。
机械制造业的产品既可以直接供人们使用,也可以为其它行业的生产提供装备,社会上有着各种各样的机械或机械制造业的产品。
我们的生活离不开制造业,因此制造业是国民经济发展的重要行业,是一个国家或地区发展的重要基础及有力支柱。
从某中意义上讲,机械制造水平的高低是衡量一个国家国民经济综合实力和科学技术水平的重要指标。
所以作为机械专业的学生,我们应该做好这样的设计。
本次设计中我的题目是CA6140车床床尾底座的加工工艺规程及其铣导规上面的工装夹具设计,是在学完了机械制图、机械制造技术基础、机械设计、机械工程材料等进行课程设计之后的下一个教学环节。
正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,并设计出专用夹具,保证零件的加工质量。
本次设计也要培养自己的自学与创新能力。
因此本次设计综合性和实践性强、涉及知识面广。
所以在设计中既要注意基本概念、基本理论,又要注意生产实践的需要,只有将各种理论与生产实践相结合,才能很好的完成本次设计。
方刀架《机械制造工艺学》课程设计说明书(总17页)-CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除机电及自动化学院《机械制造工艺学》课程设计说明书设计题目:方刀架工艺规程设计姓名:学号: 03班级:机电(1)班届别: 2008级指导教师:2011 年 07月前言《机械制造工艺学》课程设计是我们学完了机械制图、机械制造工艺学、工程材料、机械设计、CAD/CAM等专业基础课和主要专业课,又经过了机械设计课程设计之后,进行的又一次实践性环节,特别强调对机械制造工艺学和工程材料这两门课程的运用,同时也有对刀具和切屑的部分知识的综合,因此这是我们对以前所学各门课程的一次较为深入的综合总复习,同时还要对相关课外知识进行查阅和学习,也是一次对我们实际运用知识解决问题能力的练习。
并且,这次课程设计同样也会用到以前的金工实习和认知实习的相关知识,也可以说这是对两次实习效果的一次检验。
通过这次课程设计,将会巩固对机械加工工艺规程设计的理论知识,并初步学会自己完成制定简单零件加工工艺规程。
通过课程设计达到以下目的:1、能熟练的运用机械制造工艺学的基本理论,正确地解决一个零件在加工中的定位,夹紧以及合理制订工艺规程等问题的方法,培养我分析问题和解决问题的能力。
2、课程设计过程也是理论联系实际的过程,并学会使用手册、查询相关资料等,增强我解决工程实际问题的独立工作能力。
由于能力所限,设计尚有许多不足之处,恳请老师给予指正和改善。
目录1、任务介绍 (1)2、方刀架工艺分析 (1)、零件的作用 (1)、零件的工艺分析 (1)3、方刀架工艺规程设计 (2)、确定方刀架毛坯的制造形式 (2)、基准选择 (2)、制定工艺路线 (3)、加工余量、工序尺寸和毛坯尺寸的确定 (5)、各种机床与刀具选择 (7)、确定切屑用量 (7)、基本工时的确定 (7)、计算时间定额和提高生产率的工艺途径简介 (13)、工艺方案的技术经济分析 (13)4、小结 (14)5、参考文献 (14)6、附件 (14)1、任务介绍本次《机械制造工艺学》课程设计我的题目是“方刀架工艺规程设计”。
方刀架
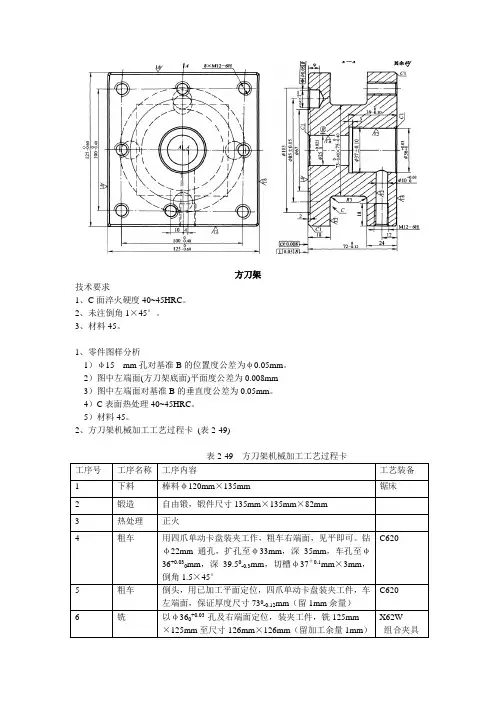
技术要求
1、C面淬火硬度40~45HRC。
2、未注倒角1×45°。
3、材料45。
1、零件图样分析
1)φ15 mm孔对基准B的位置度公差为φ0.05mm。
2)图中左端面(方刀架底面)平面度公差为0.008mm
3)图中左端面对基准B的垂直度公差为0.05mm。
4)C表面热处理40~45HRC。
5)材料45。
2、方刀架机械加工工艺过程卡(表2-49)
表2-49 方刀架机械加工工艺过程卡
3、工艺分析
1)该零件为车床用方刀架,中间周圈槽用于装夹车刀,其C面直接与车刀接
触,所以要求有一定的硬度,因此表面淬火40~45HRC
2)该零件左端面与车床拖板面结合,并可以转动,φ150+0.019mm孔用于刀架定位时使用,以保证刀架与主轴的位置,其精度直接影响机床的精度。
3)该零件在加工中,多次装夹,均以φ360+0.03mm孔及右端面定位,保证了加工基准的统一,从而保证了工件的加工精度。
4×φ150+0.019mm,可采用铣床加工,其精度可以得到更好的保证。
4)工序中安排了,四个侧面和左、右两端面均进行磨削,其目的是保证定位时
的精度。

四方刀架的加工工艺及夹具设计前言机床四方刀架,它是一种应用广泛的夹持刀具的部件,它可以同时夹持四把刀具,并可以通过旋转位置以实现换刀的功能。
功能就是夹持刀具可实现转位换刀。
四方刀架由于经常旋转接触面而需较高的精度。
持刀时要较高的压紧力,因此持刀面要一定的硬度和强度。
零件材料为45钢,零件在工作中需较大夹持力和较好的耐磨性,因此应选择煅造,提高零件的刚度和强度,以增强刀具加工的位置精度。
制定工艺路线的出发点,应当是使零件的几何形状,尺寸精度及位置精度等技术要求能得到合理的保证。
在生产纲领已确定为中批量生产的条件下,可以考虑采用万能性机床配以专用工夹具,并尽量使工序集中来提高生产率。
除此以外,还应当考虑经济效果,以便使生产成本尽量下降。
基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理,可以使加工质理得到保证,生产得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件大批量报废,使生产无法正常进行。
分析毛坯的余量大小及均匀性,主要是考虑在加工时要不要分层切削,分几层切削,也要分析加工中与加工后的变形程度,考虑是否应采取预防性措施与补救措施。
如对于热轧中、厚铝板,经淬火时效后很容易在加工中与加工后变形,最好采用经预拉伸处理后的淬火板坯。
总之,经过一段时间的调研,参阅大量的资料,根据学校提供的技术资料,确定做四方刀架的加工工艺及夹具设计。
目录摘要 (2)Abstrac (3)第一章概述 (4)1.1四方刀架的作用 (4)1.2四方刀架的要求 (4)1.3加工四方刀架的机床选择 (4)1.4加工四方刀架的刀具选择 (7)第二章四方刀架的工艺性分析 (9)2.1工艺路线的拟定: (9)2.2加工阶段的划分: (10)2.3工序的集中与分散 (11)2.4加工顺序的安排: (11)第三章四方刀架工艺规程的设计 (15)3.1确定四方刀架毛坯的制造方式 (15)3.2四方刀架基准面的选择 (15)3.3加工四方刀架工艺路线的确定 (16)3.4根据上述原始资料及加工工艺,分别确定各加工表面的机械加工余量、工序尺寸及毛坯尺寸如下: (19)3.5确定切削用量及工时 (20)3.6 四方刀架C表面淬火 (38)第四章四方刀架零件加工的夹具设计 (39)4.1设计夹具的方法和步骤: (39)4.2夹具设基本要求计的: (39)4.3设计步骤如下: (40)4.4夹具总图上尺寸,公差及技术要求的标注 (40)4.5工件在夹具中加工的精度分析 (41)4.6夹具总体方案的设计: (42)第五章结论 (44)参考文献 (45)致谢 (46)摘要本设计的课题是四方刀架的加工工艺和夹具设计,工艺学是机械制造类的一项主要专业知识,它是研究如何科学地最优地生产各种机械装备的一门技术学科,也就是研究在机械制造中优质、高产、低消耗地生产机械装备的原理和方法的学科。
“方刀架”的机械加工工艺规程另外有完整图纸
机械加工工艺规程:
1. 材料准备:选择高强度、高硬度的钢材作为方刀架的基本材料,保证其在使用中不易变形、磨损。
2. 切割:使用弓锯或激光切割机将材料进行切割,制成符合图纸要求的各个部件。
3. 放热处理:经过切割后的各个部件需要进行放热处理,提高强度和硬度,增加其使用寿命。
4. 加工车削:对方刀架的各个部件进行车床加工,保证其精度和合理的加工误差。
5. 钻孔排孔:根据图纸要求,对方刀架的各个部位进行钻孔和排孔,确保其可以组装和使用。
6. 装配调试:将加工好的各个部件进行组装,进行初步调试,并进行必要的磨合和调整。
7. 表面处理:对方刀架进行表面处理,保证其外观美观、不易生锈。
机械制造工艺学课程设计说明书设计题目:四方刀架的加工工艺规程及夹具设计系部:机电工程系专业:数控技术班级:数控000学生姓名:学号:指导教师:司目录摘要 (2)关键词 (2)一、零件图分析 (2)二、毛坯的确定 (3)三、工艺规程设计 (4)四、工艺路线的选择 (4)五、加工工序设计 (5)六、夹具设计...... (15)附图:机械加工工艺过程卡 (17)参考文献 (18)摘要机械制造工艺学课程设计综合了机械制造工艺学和其它专业课知识,充分展现了学生在生产实习中的实践能力。
本说明书是关于方刀架的一个简单工艺设计过程,在这次为期两个星期的设计,不仅让我们对所学课程进行了一次全面深入的总复习,而且为毕业设计提供了一次热身的机会,真正实现了理论联系实际。
就我个人而言,在这次设计中,我最大的收获是我懂得了要当一名合格的设计师是多么的不容易,在此谢谢老师和同学们在设计过程中给我的帮助。
本课程设计通过方刀架零件图的分析,确定了该零件的毛坯材料及尺寸规格。
通过对零件的加工工艺分析,确定了该零件的加工工艺路线,确定了该零件的加工工具,编写了详细的机械加工工艺文件:工艺过程卡片和工序卡片。
绘制工件零件图一张,绘制工艺流程图一张,绘制工艺过程图一张,绘制工序卡八张,绘制制定的夹具装配图两张,绘制夹具零件图一张,完成论文。
由于本人能力和经验有限,难免出现一些错误和不足。
望各位读者和老师指正批评!关键词:方刀架图样分析工艺分析工艺设计AbstractMechanical manufacturing technology course design integrated machinery manufacturing technology and other specialized knowledge, fully demonstrated the students practice ability in productive practice. This statement is on the side frame of a simple design process, in this two week design, let us not only to study the curriculum conducted a comprehensive and in-depth review, and for the graduation design provides a chance to warm up, realize the integration of theory with practice.As far as I am concerned, in this design, I biggest harvest is I know how to be a qualified designer is how not easy, thank the teachers and students in the design process to help me. The curriculum design through the side frame parts diagram analysis, identify the parts of the blank material and size specification. Through to the components processing craft analysis, identified the components processing craft route, determining the machining tools, prepared a detailed mechanical processing file: process cards and process card. Drawing workpiece parts drawing, drawing process flow diagram a drawing process, drawing, drawing process of drawing eight cards, making jig assembly drawing two, rendering the fixture parts drawing, finish the paper.Because of my ability and experience is limited, it is inevitable that there are some mistakes and shortcomings. I hope readers and critics teacher!Key words: square turret design analysis process analysis and process design零件的分析(一)零件的作用机床四方刀架,是一种应用广泛的夹持刀具的部件,它同时可以夹持四把刀并可以通过旋转位置以实现换刀的功能。
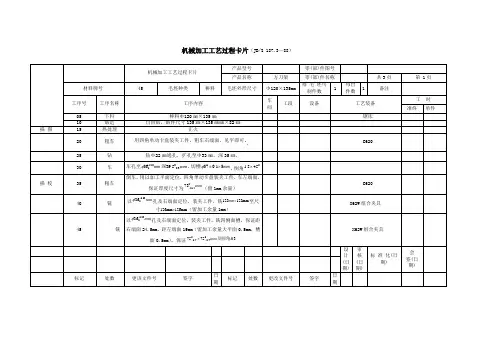
机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 1 页车间工序号工序名称材料牌号金属加工厂05 下料45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1设备名称设备型号设备编号同时加工件数锯床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 切割Φ120㎜×135㎜锯床描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 2 页车间工序号工序名称材料牌号金属锻造厂10 锻造45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 自由锻通用夹具,游标卡尺描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 3 页车间工序号工序名称材料牌号金属加工厂15 热处理45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 热处理描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 4 页车间工序号工序名称材料牌号金属加工厂20 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数卧式车床C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 用四角単动卡盘装夹工件,粗车右端面专用夹具600 100 0.12 1.5 描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 5 页车间 工序号 工序名称 材料牌号 金属加工厂 25 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号设备编号同时加工件数立式钻床Z550夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 钻mm 012.022-φ通孔,Φ22钻头,游标卡尺,专用夹具 600 100 0.12 1 描图 2扩孔至mm 012.033-φ,深mm 012.035-φΦ33扩孔刀、游标卡尺、专用夹具200 100 0.12 1 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 6 页车间 工序号 工序名称 材料牌号 金属加工厂 30 车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数 棒料 Φ120×135㎜ 1 1设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 车孔至mm 03.0036+φmm 03.05.39-深专用夹具,专用量具,专用刀具 800 100 0.12 1.5 描图 2 切槽mm 31.037⨯±φ,倒角0455.1⨯专用夹具,专用量具,专用刀具800 100 0.12 1.5 描校 3 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 7 页车间 工序号 工序名称 材料牌号 35 粗车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 车左端面,保证厚度尺寸为mm 012.073通用夹具,游标卡尺,专用刀具200 100 0.12 1.5 1 描图 2描校 3 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 8 页车间 工序号 工序名称 材料牌号 金属加工厂 40 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 装夹工件铣床专用夹具描图 2铣尺寸mm mm 12.0012.00126126++⨯铣床专用夹具,铣床专用铣刀,专用量具 300100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 9 页车间工序号工序名称材料牌号金属加工厂45 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数铣床X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 装夹工件铣床专用夹具描图 2 铣四侧面槽,保证距右端面12.05.24+mm,距左端面12.019+mm保证3757504.04.0Rmm及圆角--⨯铣床专用铣刀,专用量具300 100 0.12描校 3 底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 10 页车间 工序号 工序名称 材料牌号 金属加工厂 50 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位重新装夹装夹工件铣床专用夹具描图 2精铣压刀槽侧面,保证尺寸距左端面12.005.18+mm游标卡尺,专用铣刀800100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记 处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 11 页车间 工序号 工序名称 材料牌号 金属加工厂 55 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位,装夹工件 专用夹具描图 2 铣八条面角 451⨯ 专用刀具995 120 0.06 0.4 1 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记处数更改文件号 签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 12 页车间工序号工序名称材料牌号热处理厂60 热处理45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 表面淬火至40~45HRC 描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 13 页车间 工序号 工序名称 材料牌号 金属加工厂 65 车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数 棒料 Φ120×135㎜ 1 1设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位,装夹工件 专用夹具 描图 2车mm 025.0025+φ的孔至图样尺寸 专用刀具,游标卡尺200 100 0.12 0.5 描校 3 车环槽尺寸至mm012.012.000.1205.2mm 67mm 103-++⨯⨯φφ,451⨯倒角 专用刀具,游标卡尺200 100 0.12 0.5 底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记处数更改文件号 签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 14 页车间 工序号 工序名称 材料牌号 金属加工厂 70 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及左端面定位,装夹工件专用夹具 描图 2磨右端面保证mm03.039- 平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 15 页车间 工序号 工序名称 材料牌号 金属加工厂 75 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以右端面定位,装夹工件专用夹具 描图 2磨左端面,保证尺寸mm 187212.0002.0+-和尺寸mm 平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 16 页车间 工序号 工序名称 材料牌号 金属加工厂 80 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及左端面定位,装夹工件专用夹具 描图 2粗、精磨四侧面,保证mm 575706.006.0--⨯mm ,平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 17 页车间 工序号 工序名称 材料牌号 金属加工厂 85 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及左端面定位,装夹工件 专用夹具 描图2钻H M 6128-⨯螺纹底孔2.10φmm麻花钻,游标卡尺600 100 0.12 1.5 描校 3 攻螺纹M12丝锥 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号 零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 18 页车间 工序号 工序名称 材料牌号 金属加工厂 90 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及右端面定位,装夹工件专用夹具描图 2钻、扩、铰孔mm 019.00154+⨯φ 麻花钻,游标卡尺,丝锥,专用铰刀600 100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号 零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 19 页车间 工序号 工序名称 材料牌号 金属加工厂 95 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助1以mm 03.0036+φ孔及左端面定位,装夹工件 专用夹具描图 2 钻孔mm 9φ,扩铰至mm 03.0010+φ,其入口深18mm 处,扩铰至2.10φmm ,攻螺纹M12-6H麻花钻,游标卡尺,丝锥,专用铰刀600 100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 20 页车间工序号工序名称材料牌号金属加工厂100 检验45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 按图样要求检验各部分尺寸及精度专用量具描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 21 页车间工序号工序名称材料牌号金属加工厂105 入库45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 涂油入库描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
课程设计方刀架工序卡一、课程目标知识目标:1. 学生能掌握方刀架工序卡的制作原理,理解其在制造业中的应用;2. 学生能描述方刀架工序卡中涉及的关键技术参数和工艺流程;3. 学生能运用所学知识,分析并优化方刀架工序卡,提高生产效率。
技能目标:1. 学生能够独立完成方刀架工序卡的编制,具备一定的工艺设计能力;2. 学生能够运用CAD软件绘制方刀架工序图,提高计算机辅助设计能力;3. 学生能够通过小组合作,解决实际生产过程中出现的问题,提高团队协作能力。
情感态度价值观目标:1. 学生能够认识到方刀架工序卡在制造业中的重要性,激发对制造工艺的热爱;2. 学生在完成方刀架工序卡的制作过程中,培养认真、严谨的工作态度;3. 学生通过小组合作,学会尊重他人意见,培养团结协作、共同进步的精神。
课程性质:本课程为制造工艺课程,旨在让学生了解并掌握方刀架工序卡的制作和应用,提高实际操作能力和工艺设计能力。
学生特点:学生为初中年级,具有一定的手工制作能力和计算机操作基础,对制造业有一定兴趣。
教学要求:教师应注重理论与实践相结合,引导学生主动参与,培养其独立思考和解决问题的能力。
在教学过程中,关注学生的个体差异,鼓励学生相互交流、合作,提高整体教学效果。
通过本课程的学习,使学生能够将所学知识应用于实际生产,为我国制造业发展奠定基础。
二、教学内容1. 方刀架工序卡概述- 工序卡的定义与作用- 方刀架工序卡的应用场景2. 方刀架结构及工艺参数- 方刀架的结构特点- 工艺参数的选取原则- 常见工艺参数的设置3. 方刀架工序卡编制方法- 工序卡编制的基本步骤- CAD软件在工序图绘制中的应用- 工艺流程的优化方法4. 实践操作与案例分析- 实际操作方刀架工序卡制作- 分析并解决制作过程中出现的问题- 案例分享:优秀方刀架工序卡展示5. 小组讨论与总结- 小组合作探讨方刀架工序卡的制作技巧- 分享学习心得与经验- 教师点评与总结教学内容安排与进度:第一课时:方刀架工序卡概述、结构及工艺参数第二课时:方刀架工序卡编制方法、实践操作第三课时:案例分析、小组讨论与总结教材章节关联:本教学内容与教材中《机械加工工艺》章节相关,涉及工艺参数选取、工艺流程设计、CAD软件应用等方面。
洛阳理工学院课程设计说明书课程名称机械制造工艺学设计课题方刀架的机械加工工艺规程设计专业机械设计制造及其自动化班级B130231姓名魏宁学号B********2013 年 3 月 14 日课程设计任务书机械工程系机械设计制造及其自动化专业学生姓名魏宁班级 B130231 学号 B13023129 课程名称:机械制造工艺学设计题目:方刀架的机械加工工艺规程设计设计内容:1.产品零件图1张2.毛坯图1张3.机械加工工艺过程综合卡片1份4.机械加工工艺工序卡片1份5.课程设计说明书1份设计要求:大批生产(或中批生产或单件小批生产)设计(论文)开始日期年月日设计(论文)完成日期年月日指导老师课程设计评语机械工程系机械设计制造及其自动化专业学生姓名魏宁班级 B130231 学号 B13023129 课程名称:机械制造工艺学设计题目:方刀架的机械加工工艺规程设计课程设计篇幅:图纸共张说明书共页指导老师评语:年月日指导老师目录1.零件的分析 (4)1.1零件的图样分析 (4)1.2.零件的工艺分析 (6)2.工艺规程设计 (9)2.1. 确定毛坯的尺寸公差和机械加工余量 (10)2.2. 拟定工艺路线 (10)2.3. 加工设备及工艺设备的选用 (10)2.4. 加工余量、工序尺寸和公差的确定 (10)2.5. 确定切削用量及基本工时 (10)总结 ...............................................................................................错误!未定义书签。
参考文献......................................................................................错误!未定义书签。
1. 零件的分析1.1零件的图样分析1.1.1. 方刀架的简介方刀架是车床溜板箱中的一个主要零件。
学科门类:单位代码:毕业设计说明书(论文)CA6140方刀架工艺工装设计学生姓名所学专业班级学号指导教师XXXXXXXXX系二○**年X X月毕业设计(论文)任务书学生开题报告表课题类型:(1) A-工程设计; B-技术开发; C-软件工程; D-理论研究;(2) X-真实课题; Y-模拟课题; Z-虚拟课题;注:(1)、(2)均要填写,如 AX 。
引言毕业设计是学生的最后一个教学环节,全国高教机械设计及制造专业教学指导委员会第三次会议记要指出,“毕业设计题目应该以产品(或工程)设计类题目为主,尤其要鼓励去工厂从高真实产品设计”。
在实际工程设计中,学生可以得到所学过的理论基础,技术基础,专业课全面的训练,为将来做好机械设计工程师的工作,提供全面的锻炼机会。
我们这次毕业设计题目,是来源于一机床,我们在实习厂拆装机床并以此设备为参考,结合所学机械各方面知识,在老师指导下,查阅许多手册,经过不断的改进,最终完成毕业设计的任务。
我此次毕业设计的任务是CA6140机床方刀架的工艺工装设计,在宋书汉老师的辅导下,对原有的夹具结构进行了改进,提高了生产效率。
计算正确,五张图纸,符合工作量的要求。
通过这次毕业设计,我在计算,制图,公差与技术测量,机械原理,机械设计,金属材料与热处理,机械制造工艺,液压传动系统,电气控制系统方面的知识都受到全面的综合训练,在机电液压的结合方面使我受益匪浅。
特别是宋书汉老师在工作中对我的耐心辅导,他对学生强烈的责任感和严谨的治学态度,无不给我以深刻的影响。
由于类似的大型课题第一次接触,经验能力方面的欠缺,错误之处一定存在,恳请各位老师给予批评指正。
谢谢朋友对我文章的赏识,充值后就可以下载说明书。
我这里还有一个压缩包,里面有相应的word说明书(附带:任务书、开题报告、外文翻译)和CAD图纸及机械加工工序、过程卡片。
需要压缩包的朋友请联系QQ客服:414166088。
下载后我可以将压缩包免费送给你。
方刀架技术要求 1、C面淬火硬度40~45HRC。
2、未注倒角1×45°。
3、材料45。
1、零件图样分析1)φ15019.0+mm孔对基准B的位置度公差为φ0.05mm。
2)图中左端面 (方刀架底面)平面度公差为0.008mm。
3)图中左端面对基准B的垂直度公差为0.05mm。
4)C表面热处理40~45HRC。
5)材料45。
2、方刀架机械加工工艺过程卡 (表2-49)表2-49 方刀架机械加工工艺过程卡1)该零件为车床用方刀架,中间周圈槽用于装夹车刀,其C面直接与车刀接触,所以要求有一定的硬度,因此表面淬火40~45HRC2)该零件左端面与车床拖板面结合,并可以转动,φ15019.0+mm孔用于刀架定位时使用,以保证刀架与主轴的位置,其精度直接影响机床的精度。
3)该零件在加工中,多次装夹,均以φ3603.0+mm孔及右端面定位,保证了加工基准的统一,从而保证了工件的加工精度。
4×φ15019.0+mm,可采用铣床加工,其精度可以得到更好的保证。
4)工序中安排了,四个侧面和左、右两端面均进行磨削,其目的是保证定位时的精度。
序言机械制造工艺学课程设计是我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。
这是我们在进行毕业设计之前对所学各课程的一次深入的、综合性的总复习,也是一次理论联系实际的训练。
因此,它在我们四年的大学生活中占有重要的地位。
就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国“四化”建设打下一个良好的基础。
由于能力所限,设计尚有许多不足之处,恳请各位老师给予指教。
一、零件分析(一)零件的作用题目所给定的零件是机床上的方刀架。
其主要作用是稳固、可靠、准确的夹持刀具,换刀时能够转动。
零件的Φ25㎜端面用于准确定位, Φ25㎜孔与轴配合,用于夹紧.(二)零件的工艺分析Φ25+0.023 0㎜端面与Φ25+0.023 0㎜孔、Φ36+0.03 0㎜孔有一定的位置要求。
机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工艺过程卡片(JB/Z 187.3—88)机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 1 页车间工序号工序名称材料牌号金属加工厂05 下料45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1设备名称设备型号设备编号同时加工件数锯床夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 切割Φ120㎜×135㎜锯床描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 2 页车间工序号工序名称材料牌号金属锻造厂10 锻造45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 自由锻通用夹具,游标卡尺描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 3 页车间工序号工序名称材料牌号金属加工厂15 热处理45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 热处理描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 4 页车间工序号工序名称材料牌号金属加工厂20 粗车45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数卧式车床C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 用四角単动卡盘装夹工件,粗车右端面专用夹具600 100 0.12 1.5 描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 5 页车间 工序号 工序名称 材料牌号 金属加工厂 25 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号设备编号同时加工件数立式钻床Z550夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 钻mm 012.022-φ通孔,Φ22钻头,游标卡尺,专用夹具 600 100 0.12 1 描图 2扩孔至mm 012.033-φ,深mm 012.035-φΦ33扩孔刀、游标卡尺、专用夹具200 100 0.12 1 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 6 页车间 工序号 工序名称 材料牌号 金属加工厂 30 车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数 棒料 Φ120×135㎜ 1 1设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 车孔至mm 03.0036+φmm 03.05.39-深专用夹具,专用量具,专用刀具 800 100 0.12 1.5 描图 2 切槽mm 31.037⨯±φ,倒角0455.1⨯专用夹具,专用量具,专用刀具800 100 0.12 1.5 描校 3 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 7 页车间 工序号 工序名称 材料牌号 35 粗车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 车左端面,保证厚度尺寸为mm 012.073通用夹具,游标卡尺,专用刀具200 100 0.12 1.5 1 描图 2描校 3 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 8 页车间 工序号 工序名称 材料牌号 金属加工厂 40 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 装夹工件铣床专用夹具描图 2铣尺寸mm mm 12.0012.00126126++⨯铣床专用夹具,铣床专用铣刀,专用量具 300100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 9 页车间工序号工序名称材料牌号金属加工厂45 铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数铣床X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 装夹工件铣床专用夹具描图 2 铣四侧面槽,保证距右端面12.05.24+mm,距左端面12.019+mm保证3757504.04.0Rmm及圆角--⨯铣床专用铣刀,专用量具300 100 0.12描校 3 底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 10 页车间 工序号 工序名称 材料牌号 金属加工厂 50 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位重新装夹装夹工件铣床专用夹具描图 2精铣压刀槽侧面,保证尺寸距左端面12.005.18+mm游标卡尺,专用铣刀800100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记 处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 11 页车间 工序号 工序名称 材料牌号 金属加工厂 55 铣45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数铣床 X6132夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位,装夹工件 专用夹具描图 2 铣八条面角 451⨯ 专用刀具995 120 0.06 0.4 1 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记处数更改文件号 签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 12 页车间工序号工序名称材料牌号热处理厂60 热处理45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 表面淬火至40~45HRC 描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 13 页车间 工序号 工序名称 材料牌号 金属加工厂 65 车45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数 棒料 Φ120×135㎜ 1 1设备名称 设备型号 设备编号同时加工件数卧式车床 C620夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及右端面定位,装夹工件 专用夹具 描图 2车mm 025.0025+φ的孔至图样尺寸 专用刀具,游标卡尺200 100 0.12 0.5 描校 3 车环槽尺寸至mm012.012.000.1205.2mm 67mm 103-++⨯⨯φφ,451⨯倒角 专用刀具,游标卡尺200 100 0.12 0.5 底图号 家装·装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记 处数 更改文件号签字 日期 标记处数更改文件号 签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 14 页车间 工序号 工序名称 材料牌号 金属加工厂 70 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及左端面定位,装夹工件专用夹具 描图 2磨右端面保证mm03.039- 平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 15 页车间 工序号 工序名称 材料牌号 金属加工厂 75 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以右端面定位,装夹工件专用夹具 描图 2磨左端面,保证尺寸mm 187212.0002.0+-和尺寸mm 平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 16 页车间 工序号 工序名称 材料牌号 金属加工厂 80 磨45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数平面磨床 M7120夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容 工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及左端面定位,装夹工件专用夹具 描图 2粗、精磨四侧面,保证mm 575706.006.0--⨯mm ,平面磨床,专用量具3000 0.6 0.02 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 17 页车间 工序号 工序名称 材料牌号 金属加工厂 85 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助 1 以mm 03.0036+φ孔及左端面定位,装夹工件 专用夹具 描图2钻H M 6128-⨯螺纹底孔2.10φmm麻花钻,游标卡尺600 100 0.12 1.5 描校 3 攻螺纹M12丝锥 底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号 零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 18 页车间 工序号 工序名称 材料牌号 金属加工厂 90 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/minm/min mm/r mm 机动 辅助 1 以mm23.0025+φ孔及右端面定位,装夹工件专用夹具描图 2钻、扩、铰孔mm 019.00154+⨯φ 麻花钻,游标卡尺,丝锥,专用铰刀600 100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号 零(部)件图号产品名称方刀架零(部)件名称共 21 页 第 19 页车间 工序号 工序名称 材料牌号 金属加工厂 95 钻45 毛坯种类 毛坯外形尺寸 每毛坯可制件数每台件数棒料 Φ120×135㎜ 1 1 设备名称 设备型号 设备编号同时加工件数立式钻床 ZA5025夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终 单件工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数工序工时r/min m/min mm/r mm 机动 辅助1以mm 03.0036+φ孔及左端面定位,装夹工件 专用夹具描图 2 钻孔mm 9φ,扩铰至mm 03.0010+φ,其入口深18mm 处,扩铰至2.10φmm ,攻螺纹M12-6H麻花钻,游标卡尺,丝锥,专用铰刀600 100 0.12 1.5 描校 3底图号 家装·装订号设计(日期)审核(日期)标准化(日期) 会签(日期)标记 处数更改文件号签字 日期 标记 处数更改文件号签字 日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 20 页车间工序号工序名称材料牌号金属加工厂100 检验45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 按图样要求检验各部分尺寸及精度专用量具描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片(JB/Z 187.3—88)机械加工工序卡片产品型号零(部)件图号产品名称方刀架零(部)件名称共 21 页第 21 页车间工序号工序名称材料牌号金属加工厂105 入库45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数棒料Φ120×135㎜ 1 1设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工序工时r/min m/min mm/r mm 机动辅助1 涂油入库描图 2描校 3底图号家装·装订号设计(日期) 审核(日期) 标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。