学习情境3.1 钻削孔加工
- 格式:ppt
- 大小:1.80 MB
- 文档页数:42
中等专业学校2023-2024-1教案教学内容1、台式钻床台式钻床简称台钻(图2-4-2),是一种小型机床,安放在钳工台上使用,多为手动进钻,其钻孔直径一般在12~15 mm。
台式钻床主要用于加工小型工件上的各种孔钳工中用得最多。
2、立式钻床立式钻床简称立钻(图2-4- 3),是万能性通用机床,一般用来钻中小型工件上的孔,其规格用最大钻孔直径表示。
常用的立式钻床有25 mm、35 mm、40 mm、50 mm等几种。
立式钻床工作台和主轴箱可以在立柱上垂直移动,可用于钻孔、扩孔、铰孔、划端面、钻沉座孔(锪)、攻螺纹等作业,借助于夹具也可以进行镗孔。
教学内容3、摇臂钻床摇臂钻床有一个能绕立柱旋转的摇臂(图2-4- 4)。
主轴箱可在摇臂上做橫向移动,并可随摇臂沿立柱上下做调整运动,因此,操作时能很方便地调整到需钻削的孔的中心,而工件无须移动。
在各类具备钻孔功能的机床中,摇臂钻床由于操作方便、灵活,适用范围广,具有典型性。
特别适用于单件或批量生产带有多孔大型零件的孔加工。
(二)钻床的型号表达(1) Z5135型立式钻床,其型号含义如图2-4-5所示。
教学内容(2) Z3050型摇臂式钻床,其型号含义如图2-4- 6所示。
板书设计钻床及常见孔加工一、钻床二、钻床的型号表达三、总结1.台式钻床四、巩固2.立式钻床五、作业3.摇臂钻床教后札记中等专业学校2023-2024-1教案教学内容麻花钻通常直径范围为0.25~80mm。
麻花钻的工作部分有两条螺旋形的沟槽。
1.麻花钻的结构麻花钻由工作部分、柄部和颈部组成。
如图2-4- 7所示。
(1)工作部分麻花钻的工作部分分为:切削部分、导向部分。
①切削部分麻花钻的切削部分有两条主切削刃、两条副切削刃和一条横刃。
麻花钻的钻心直径为(0.125~0. 15)D(D为钻头直径)。
两条主切削刃在与它们平行的平面上投影的夹角称为顶角(2p),如图2-4- 8所示。
标准麻花钻的顶角2φ= 118°。
××技师学院教案第1 页××技师学院教案第 2 页××技师学院教案第 3 页,教学过程教学方法一、什么叫钻孔用钻头在实体材料上加工孔的操作。
二、用什么钻孔#刀具+设备钻头+钻床工件钻孔1、钻头——钻孔用的主要刀具,用高速钢制造,工作部分热处理淬硬至HRC62~65,如图所示:说明:1、钻头是可重复刃磨刀具,使用前要检查钻头质量。
-2、钻头分为圆拄柄和圆锥柄,钻头直径小的一般为圆拄柄,钻头直径大的为圆锥柄,圆拄柄钻头用钻夹头夹紧,钻夹头可直接装在钻削直径小的钻床主轴上或加锥套装在钻削直径较大的钻床主轴上。
3、钻头夹具有钻夹头、钻夹头扳手和锥套等。
4、工件夹具一般常用手虎钳、平口钳、∨形块与压板等。
在小工件上加工直径小孔时,一般用手虎钳夹具;如果工件不太大,但加工孔较大时,用平口钳夹具;在大的工件上加工孔时,用压板夹具;大的轴类工件一般用∨形快夹具。
、板书钻孔的定义[观察实物钻头结构&(钻头的装夹夹具介绍××技师学院教案第4页2、钻床常用的钻床有三种:)台式钻床立式钻床摇臂钻床说明:1、手摇钻、手电钻体积小,携带方便适合移动钻孔或在木质、塑料及金属材料上加工直径小的孔。
特点是主轴转速不变,钻孔时,稳定性须由握持手控制。
2、台式钻床、立式钻床主轴只能上下移动,台式钻床适合加工小型工件1—13mm孔,主轴转速不变;立式钻床适合中、小型工件钻孔,钻孔进给可手动或自动进给,主轴转速和进给量可选择,钻孔范围取决钻床型号。
,3、摇臂钻床主轴可水平、回转移动能在较大范围钻孔,适合在大型工件上钻孔,钻孔进给可手动或自动进给,主轴转速和进给量可选择,钻孔范围取决钻床型号。
三、怎么钻——钻孔方法1、选择切削用量钻孔时选择切削用量的基本原则是:在允许范围内,尽量先、多媒体演示钻床加工边看边讲%@手电钻使用事项分析钻床设备性能介绍@××技师学院教案第5页教学过程)教学方法选较大的进给量,当进给量受孔表面粗糙度和钻头刚度的限制时,再考虑较大的切削速度。
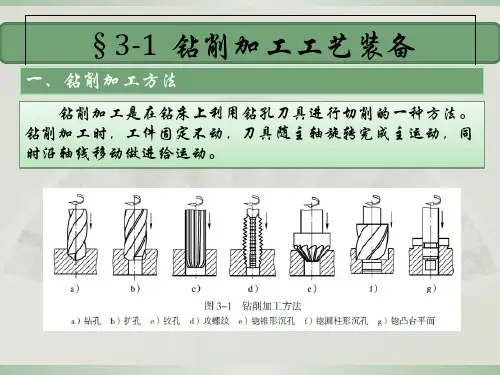
教学过程◆引言各种零件的孔加工,除去一部分由车、镗、铣等机床完成外,很大一部分是由钳工利用钻床和钻孔工具(钻头、扩孔钻、铰刀等)完成的。
钳工加工孔的方法一般指钻孔、扩孔和铰孔。
◆教学内容正文一、钻孔用钻头在实体材料上加工孔叫钻孔。
在钻床上钻孔时,一般情况下,钻头应同时完成两个运动;主运动,即钻头绕轴线的旋转运动(切削运动);辅助运动,即钻头沿着轴线方向对着工件的直线运动(进给运动),钻孔时,主要由于钻头结构上存在的缺点,影响加工质量,加工精度一般在IT10级以下,表面粗糙度为Ra12.5μm左右、属粗加工。
二、钻床1、台式钻床:钻孔直径一般为12mm以下,特点小巧灵活,主要加工小型零件上的小孔。
2、立式钻床:主要由主轴、主轴变速箱、进给箱、立柱、工作台和底座组成,其规格用最大钻孔直径表示,如25,35,40,50等。
立式钻床可以完成钻孔、扩孔、铰孔、锪孔、攻丝等加工,在立式钻床上,钻完一个孔后需移动工件,钻另一个孔,对较大的工件移动很困难,因此立式钻床适于加工中小型零件上的孔。
3、摇臂钻床:它有一个能绕立柱旋转(360°)的摇臂,摇臂带着主轴箱可沿立柱垂直移动,同时主轴箱还能在摇臂上作横向移动,由于摇臂钻的结构特点是能方便的调整刀具的位置,因此适用于加工大型笨重零件及多孔零件上的孔。
4、手电钻:在其它钻床不方便钻孔时,可用手电钻钻孔。
另外,现在市场有许多先进的钻孔设备,如数控钻床减少了钻孔划线及钻孔偏移的烦恼,还有磁力钻床等。
三、刀具1、钻头:有直柄和锥柄两种。
它由柄部、颈部和切削部分组成,它有两个前刀面,两个后刀面,两个副切削刃,一个横刃,一个顶角116°~118°。
2、扩孔钻:基本上和钻头相同,不同的是,它有3~4个切削刃,无横刃,刚度、导向性好,切削平稳,所以加工孔的精度、表面粗糙度较好。
3、绞刀:有手用、机用、可调锥形等多种,绞刀有6~12个切削刃,没有横刃,它的刚性、导向性更高。
《数控铣床 / 加工中心编程与操作》学习领域(课程)教课标准一、课程说明课程名称数控铣床 / 加工中心编程开课分院(系部)与操作合用专业数控技术应用专业课程代码学时先修课程后续课程编制人判定人制(修)定日期二、课程性质与任务在机械制造行业,数控加工技术岗位主要有:数控机床操作员(中心岗位)、数控工艺编程员(中心岗位)。
数控机床操作工按工种又可分为:数控车、数控铣、加工中心操作工等。
本课程是为培育数控铣、加工中心操作员、数控工艺编程员的数控镗铣类机床操作、数控工艺剖析与编程、数控加工以及质量控制等方面技术而设置的一门专业骨干课程,它与《数控车床编程与操作》课程一同对数控专业学生的职业能力的形成起要点支撑作用。
本课程先修课程有《机加工岗位与工作过程认识实训》、《工程图识读与使用软件画图》、《使用手动工具的部件加工》、《使用一般机床的部件加工》;后修学习领域有《顶岗实训》、《机械创新设计》。
同修的课程有《数控车床编程与操作》、《计算机协助造型与自动编程》。
本课程合用于数控技术专业。
三、课程设计思路本课程标准是以就业为导向拟订。
其课程内容以过程性知识为主、陈说性知识为辅,即以实质应用的经验和策略的习得为主、以适量够用的观点和原理的理解为辅。
由实践情境构成的以过程逻辑为中心的行动系统,重申的是获得过程性知识,主要解决“怎么做”(经验)和“怎么做更好” (策略)的问题。
课程内容的选择应按照三个原则:(1)科学性原则(2)情境性原则( 3)人天性原则。
课程内容的选用既表现职业性,也表现开放性;既服务于地方经济,知足公司的需要,也便于教课活动的展开。
所以本课程标准就以数控铣床和加工中心作为学习平台,选择最常用、最常有、最适用、最有代表性的典型部件加工过程为教课内容。
实现能力为本位的培育目标,是《数控铣床/ 加工中心编程与操作》课程内容定位的方向。
四、课程教课目的( 一) 素质目标经过本课程教课,正直学生的学习态度,能够锻炼学生的思想方法和思想能力,提升学生的职业素质和职业能力。
实训二十三钻孔、扩孔、锪孔和铰孔一、实训内容在板料上进行钻孔操作训练。
二、学习目标1.知识目标各种相关设备使用。
了解各种钻孔的特点。
了解各种钻孔加工工艺范围。
掌握钻头刃磨要领,保证刃磨姿势、站立动作、钻头几何形状及各种角度的正确性。
2.技能目标熟练掌握各种钻孔的基本操作方法。
能达到图样技术要求。
三、钻孔实训操作1.一般工件的加工方法钻孔前应把孔中心的样冲眼用样冲再冲大一些,使钻头的横刃预先落人样冲眼的锥坑中,这样钻孔时钻头不易偏离孔的中心。
1)起钻钻孔时,应把钻头对准钻孔的中心,然后启动主轴,待转速正常后,手摇进给手柄,慢慢地起钻,钻出一个浅坑,这时观察钻孔位置是否正确,如钻出的锥坑与所划的钻孔圆周线不同心,应及时借正。
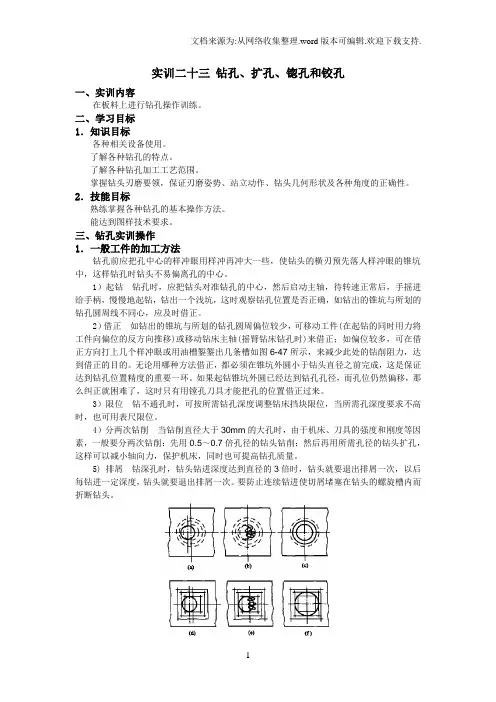
2)借正如钻出的锥坑与所划的钻孔圆周偏位较少,可移动工件(在起钻的同时用力将工件向偏位的反方向推移)或移动钻床主轴(摇臂钻床钻孔时)来借正;如偏位较多,可在借正方向打上几个样冲眼或用油槽錾錾出几条槽如图6-47所示,来减少此处的钻削阻力,达到借正的目的。
无论用哪种方法借正,都必须在锥坑外圆小于钻头直径之前完成,这是保证达到钻孔位置精度的重要一环。
如果起钻锥坑外圆已经达到钻孔孔径,而孔位仍然偏移,那么纠正就困难了,这时只有用镗孔刀具才能把孔的位置借正过来。
3)限位钻不通孔时,可按所需钻孔深度调整钻床挡块限位,当所需孔深度要求不高时,也可用表尺限位。
4)分两次钻削当钻削直径大于30mm的大孔时,由于机床、刀具的强度和刚度等因素,一般要分两次钻削:先用0.5~0.7倍孔径的钻头钻削;然后再用所需孔径的钻头扩孔,这样可以减小轴向力,保护机床,同时也可提高钻孔质量。
5) 排屑钻深孔时,钻头钻进深度达到直径的3倍时,钻头就要退出排屑一次,以后每钻进一定深度,钻头就要退出排屑一次。
要防止连续钻进使切屑堵塞在钻头的螺旋槽内而折断钻头。
图6-47 用錾槽来借正试钻偏位的孔6)手动进给通孔将要钻穿时,必须减小进给量,如果是采用自动进给的,应改为手动进给。



中职《汽车维修基本技能》教案-钻削的教案一、教学目标1. 让学生了解钻削的基本概念和作用。
2. 掌握钻削的基本操作方法和技巧。
3. 能够正确使用钻床和钻头,并进行简单的钻削加工。
二、教学内容1. 钻削的基本概念和作用2. 钻床和钻头的结构及功能3. 钻削的操作方法和技巧4. 钻削加工的实际操作三、教学重点与难点1. 教学重点:钻削的基本概念和作用,钻床和钻头的结构及功能,钻削的操作方法和技巧。
2. 教学难点:钻削的操作方法和技巧,钻削加工的实际操作。
四、教学准备1. 教室或实验室环境2. 钻床和钻头3. 钻削加工样品或模型4. 安全防护用品(如安全眼镜、手套等)五、教学过程1. 导入:简要介绍钻削的基本概念和作用,引起学生的兴趣。
2. 讲解:详细讲解钻床和钻头的结构及功能,钻削的操作方法和技巧。
3. 演示:在实际操作中演示钻削的过程,让学生更直观地理解钻削的操作方法和技巧。
4. 实践:让学生分组进行钻削加工的实际操作,教师巡回指导,解答学生的疑问。
5. 总结:对本次教学进行总结,强调钻削的操作方法和技巧,提醒学生注意安全。
6. 作业:布置相关的钻削加工练习题,让学生巩固所学知识。
六、教学评价1. 评价标准:学生能够正确理解钻削的基本概念和作用,熟练掌握钻床和钻头的结构及功能,具备基本的钻削操作能力和安全意识。
2. 评价方法:通过课堂讲解、实际操作演示、学生练习和作业完成情况等方面进行综合评价。
七、教学方法1. 讲授法:通过讲解钻削的基本概念、钻床和钻头的结构及功能,让学生掌握相关知识。
2. 演示法:通过实际操作演示,让学生直观地了解钻削的操作方法和技巧。
3. 实践法:让学生亲自动手进行钻削加工,提高操作技能。
4. 问答法:通过提问和解答,激发学生的思考,巩固所学知识。
八、教学计划1. 课时安排:本章节共需2课时,第1课时用于讲解和演示,第2课时用于学生实践操作。
2. 教学过程:第1课时进行理论知识的学习和实际操作演示,第2课时让学生进行钻削加工实践。