钻削和镗削加工
- 格式:ppt
- 大小:4.29 MB
- 文档页数:33
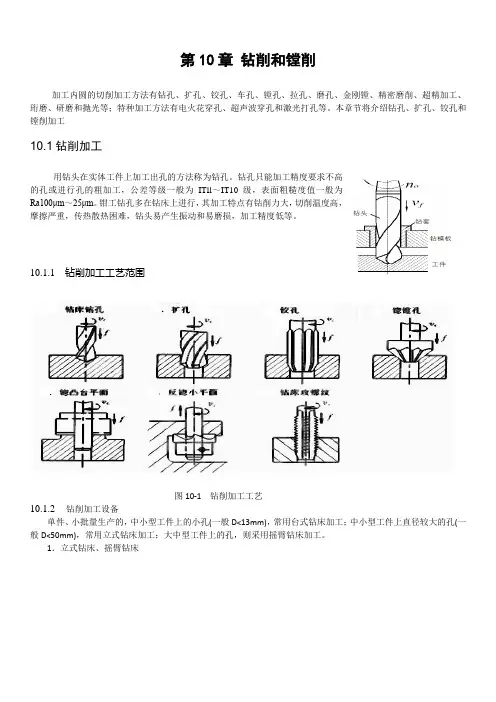
第10章钻削和镗削加工内圆的切削加工方法有钻孔、扩孔、铰孔、车孔、镗孔、拉孔、磨孔、金刚镗、精密磨削、超精加工、珩磨、研磨和抛光等;特种加工方法有电火花穿孔、超声波穿孔和激光打孔等。
本章节将介绍钻孔、扩孔、铰孔和镗削加工10.1钻削加工用钻头在实体工件上加工出孔的方法称为钻孔。
钻孔只能加工精度要求不高的孔或进行孔的粗加工,公差等级一般为ITll~IT10级,表面粗糙度值一般为Ra100μm~25μm。
钳工钻孔多在钻床上进行,其加工特点有钻削力大,切削温度高,摩擦严重,传热散热困难,钻头易产生振动和易磨损,加工精度低等。
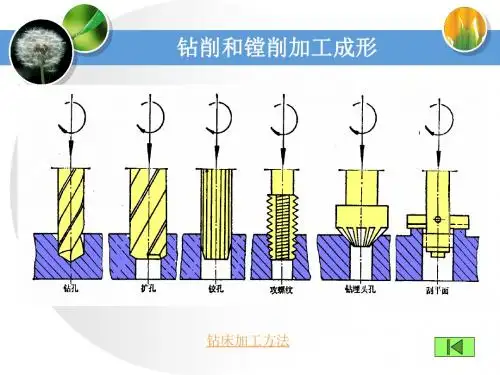
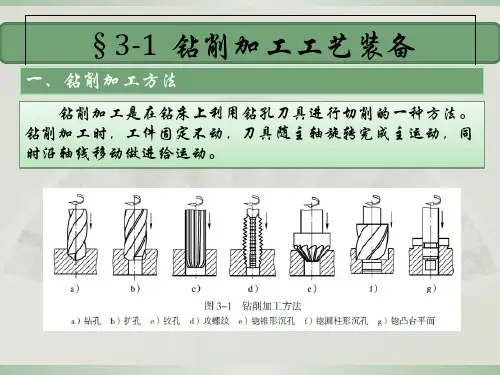
10.1.1 钻削加工工艺范围图10-1 钻削加工工艺10.1.2钻削加工设备单件、小批量生产的,中小型工件上的小孔(一般D<13mm),常用台式钻床加工;中小型工件上直径较大的孔(一般D<50mm),常用立式钻床加工;大中型工件上的孔,则采用摇臂钻床加工。
1.立式钻床、摇臂钻床图10-2 立式钻床图10-3 摇臂钻床2.数控钻床图10-4 数控钻床10.1.2麻花钻结构1、麻花钻的结构要素图10-5 麻花钻组成2、麻花钻的主要角度图10-6 麻花钻结构与角度麻花钻:直柄麻花钻(φ0.5~φ20)、锥柄麻花钻(φ8~φ80)钻头材料:钻头一般为高速钢材料。
钻头结构:两主两副一横刃,两前刀面(螺旋面)、两后刀面、两副后刀面等。
麻花钻的角度:前角γ0:为正交平面内前刀面与基面的夹角,由于钻头的前刀面为螺旋面,故越靠近中心,前角越小,横刃为负前角。
后角αf:为轴向圆柱剖面内后刀面与切削平面的夹角。
故越靠近中心,后角越大。
顶角2φ:两主切削刃在中心截面上投影的夹角。
标准钻头顶角为118°。
横刃斜角Ψ:主切削刃与横刃在钻头端面上投影的夹角。
螺旋角β:最外缘螺旋线切线与轴线的夹角。
3、其它钻头标准麻花钻存在切削刃长、前角变化大、螺旋槽排屑不畅、横刃部分切削条件很差等结构问题,生产中为了提高钻孔的精度和效率,常将标准麻花钻按特定方式刃磨成“群钻”使用。