应用
下列加工方法中,工件做主运动的是 ( ) (A)铣削加工 (B)车削加工 (C)钻削加工
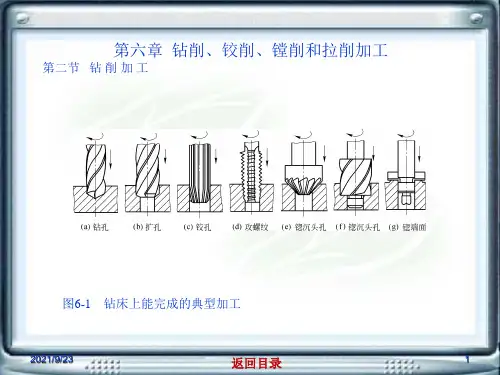
钻削加工中,刀具作旋转主运动,工件作进给 运动。 ( )
镗削
1、应用:镗床是一种主要用镗刀在工件上加 工孔的机床。通常用于加工尺寸较大,精度 要求较高的孔,特别是分布在不同表面上, 孔距和位置精度要求较高的孔。 2、运动分析:主运动为镗刀的旋转运动,进 给运动为镗刀或工件的移动。 3.镗削加工特点: 刀具结构简单,加工灵活性大、通用性强, 可粗加工也可半精加工和精加工,适用批量较 小的加工,镗孔质量取决于机床精度。
平面磨削
磨削加工的特点
磨削加工是应用较为广泛的切削加工方法之一。 与其他切削加工方式,如车削、铣削、刨削等比 较,具有以下特点: (1)磨削速度高,磨削温度高,将产生大量的 热,需要大量的冷却润滑液。 (2)磨削加工可以获得较高的加工精度和较低 的表面粗糙度。 (3)磨削不但可以加工软材料,而且还可以加 工淬火钢及其他刀具不能加工的硬质材料。 (4)磨削加工的切削深度很小,在一次行程中 所能切除的金属层很薄。 (5)加工范围广。
内、外圆磨削
2、平面磨削 平面磨床用于磨削工件上的各种平面。磨削时 , 砂轮的工作表面可以是圆周表面,也可以是端面。 (1)周边磨削 以砂轮的圆周表面进行磨削时, 砂轮与工件的接触面积小,发热少,磨削力引起的 工艺系统变形也小,加工表面的精度和质量较高, 但生产率较低。以这种方式工作的平面磨床,砂轮 主轴为水平(卧式)布置。 (2)端面磨削 用砂轮(或多块扇形的砂瓦)的 端面进行磨削时,砂轮与工件的接触面积较大,切 削力增加,发热量也大,而冷却,排屑条件较差, 加工表面的精度及质量比前一种方式的稍低,但生 产率较高。以此方式加工的平面磨床,砂轮主轴为 垂直(立式)布置。