钻削和镗削工艺
- 格式:ppt
- 大小:4.62 MB
- 文档页数:87

车铣刨磨钻镗的工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classic articles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!车铣刨磨钻镗是机械加工中常见的几种加工方式,每种方式都有其特定的加工对象和加工流程。

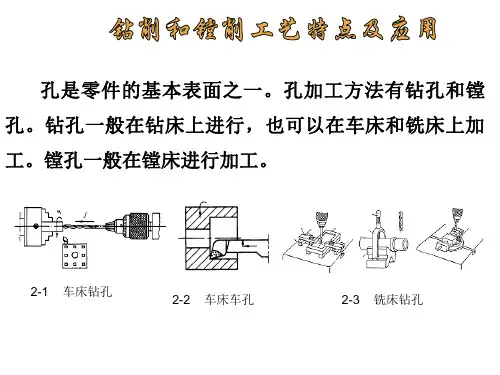
钻、镗削的工艺特点及应用孔是组成零件的基本表面之一,钻孔是孔加工的一种基本方法,钻孔经常在钻床和车床上进行,也可以在镗床或铣床上进行。
常用的钻床有台式钻床、立式钻床和摇臂钻床。
一.钻削的工艺特点钻削运动构成:钻头的旋转运动为主切削运动,加工精度较低。
钻孔可在钻床上进行,也可在镗床、车床、铣床上进行,常用钻床有台式钻床、立式钻床、摇臂床。
1、容易产生“引偏”引偏:1)由于钻头弯曲而引起孔径扩大,孔不圆。
2)孔的轴线歪斜引偏原因:1)麻花钻是最常用刀具,由于细长而刚性差2)麻花钻上有两条较深的螺旋槽,刚性差3)钻头仅有两条很窄二棱边与孔壁接触,接触刚度和导向作用也很差。
4)钻头横刃处前角有很大负值,切削条件极差,钻孔时一半以上的轴向力由横刃产生,稍有偏斜将产生较大附加力矩,使钻头弯曲此外,两切削刃不对称,工件材料不均匀,也易引偏。
.钻削的应用在各类机器零件上经常需要进行钻孔,因此钻削的应用还是很广泛的,但是,由于钻削的精度较低,表面较粗糙,一般加工精度在IT10以下,表面粗糙度Ra值大于12.5μm ,生产效率也比较低。
因此,钻孔主要用于粗加工,例如精度和粗糙度要求不高的螺钉孔、油孔和螺纹底孔等。
但精度和粗糙度要求较高的孔,也要以钻孔作为预加工工序。
单件、小批生产中,中小型工件上的小孔(一般D 13 mrn)常用台式钻床加工,中小型工件上直径较大的孔(一般D<50mm)常用立式钻床加工;大中型工件上的孔应采用摇臂钻床加工;回转体工件上的孔多在车床上加工。
在成批和大量生产中,为了保证加工精度,提高生产效率和降低加工成本,广泛使用钻模、多轴钻的或组合机床进行孔的加工。
三.扩孔和绞孔1.扩孔扩孔是用扩孔钻对工件上已有的孔进行扩大加工。
2.铰孔铰孔是应用较为普遍的孔的精加工方法之一,一般加工精度可达IT9~IT7,表面粗糙度Ra值为0.4~1.6μm。
四.镗孔镗削运动构成:镗刀随镗杆一起转动,形成主切削运动,而工件不动。
钻孔和镗孔在加工工艺方法钻孔和镗孔是常见的加工工艺方法,它们在制造业中起着至关重要的作用。
本文将分别介绍钻孔和镗孔的工艺原理、应用领域以及使用注意事项。
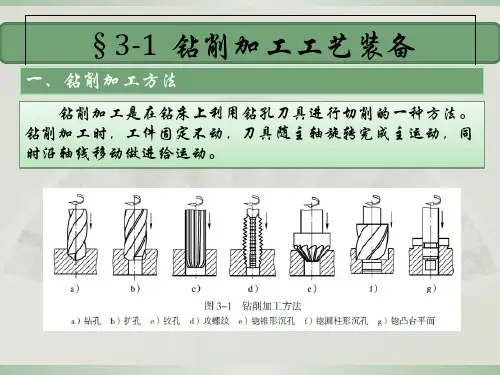
一、钻孔工艺方法钻孔是一种通过旋转刀具在工件上形成圆形孔的加工方法。
钻孔工艺通常使用钻头作为切削工具,通过旋转钻头并施加一定的切削力,将工件材料逐渐切削、挤压和排除,形成所需的孔洞。
钻孔工艺方法适用于加工各种硬度和材质的工件,包括金属、塑料、木材等。
钻孔的应用领域广泛,常见于机械制造、汽车制造、航空航天等领域。
在机械制造中,钻孔用于制作零件上的螺纹孔、定位孔等。
在汽车制造中,钻孔则用于发动机缸体、汽缸盖等部件的制造。
在航空航天领域,钻孔则被广泛应用于飞机发动机涡轮叶片等的加工。
在使用钻孔工艺方法时,需要注意以下几点。
首先,根据工件材料的不同选择合适的钻头材质和形状,以确保切削效果和加工质量。
其次,要控制切削速度和进给量,避免过大或过小的切削力对刀具和工件造成损伤。
最后,及时清理切屑和冷却液,保持良好的工作环境,以提高工作效率和切削质量。
二、镗孔工艺方法镗孔是一种通过旋转切削工具在工件上形成精密孔的加工方法。
与钻孔不同的是,镗孔通过旋转镗头和工件之间的相对运动,以切削方式使孔洞的尺寸和形状达到设计要求。
镗孔工艺方法通常用于制造精密孔、孔的修整和孔的加工质量要求较高的场合。
镗孔的应用领域广泛,常见于模具制造、汽车制造、船舶制造等领域。
在模具制造中,镗孔被广泛应用于模具的孔加工、导柱孔加工等。
在汽车制造中,镗孔则用于汽车发动机气缸套的加工。
在船舶制造领域,镗孔常常被用于制造船舶上的螺栓孔、轴孔等。
在使用镗孔工艺方法时,需要注意以下几点。
首先,选择合适的镗头材质和形状,以确保切削效果和加工质量。
其次,控制切削速度和进给量,避免过大或过小的切削力对刀具和工件造成损伤。
最后,保持切削液的充足和冷却效果,以提高切削质量和工作效率。
总结:钻孔和镗孔是常见的加工工艺方法,它们在制造业中起着至关重要的作用。
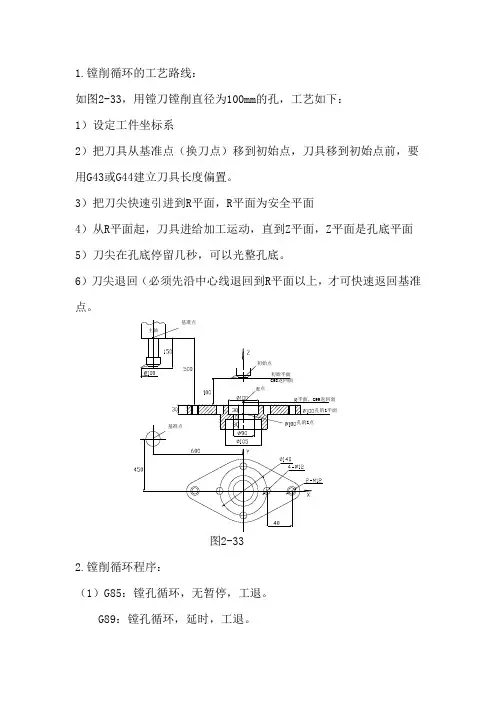
1.镗削循环的工艺路线:如图2-33,用镗刀镗削直径为100mm的孔,工艺如下:1)设定工件坐标系2)把刀具从基准点(换刀点)移到初始点,刀具移到初始点前,要用G43或G44建立刀具长度偏置。
3)把刀尖快速引进到R平面,R平面为安全平面4)从R平面起,刀具进给加工运动,直到Z平面,Z平面是孔底平面5)刀尖在孔底停留几秒,可以光整孔底。
6)刀尖退回(必须先沿中心线退回到R平面以上,才可快速返回基准2.镗削循环程序:(1)G85:镗孔循环,无暂停,工退。
G89:镗孔循环,延时,工退。
由于退出时是以加工速度退出,所以加工精度较高,为精镗循环。
格式:G85 X Y Z R F L ;G89 X Y Z R P F L ;X、Y字是把刀具移动到初始点的坐标字,X Y 到达的终点就是初始点。
Z值是孔底坐标值,G90方式下为绝对坐标值,G91方式下是从R平面到孔底的增量值。
R值是R点的坐标值,G90方式下为绝对坐标值,G91方式下为初始点到R点的增量值。
P字是刀具在孔底停留时间,单位为ms。
F字是进给速度。
L值是循环次数,在G90方式下L值是在同一位置循环的次数,在G91方式L值是由所在程序段中X、Y坐标值确定坐标移动距离,每移动一次循环一次。
L值为0不作循环运动,为1可省略。
G85、G89返回方式:工进速度返回到R平面。
G85和G89只有一点不同,G89是使刀具在孔底停留P字给定时间,而G85不停留。
例:加工图2-33中直径100mm的孔,刀具长度为150mm,令H01=150程序如下:绝对方式:N1 G92 X-600 Y450 Z500;建立工件坐标系N2 G90 G00 G43 H01 Z100 M03 S500;建立刀具长度偏置,刀尖快移到初始平面N3 G85X0 Y0 Z-30 R5 F100;刀具移到初始点,加工直径100的孔,完成后工进返回R平面N4 G80 G00 H00 Z500 M05;取消固定循环,取消刀具长度偏置N5 G28 X0 Y0;返回基准点N6 M00;程序停止相对方式:NI G92 X-600 Y450 Z500;建立工件坐标系N2 G91 G00 G43 H01 Z-400 M03 S500;建立刀具长度偏置,刀尖快移到初始平面N3 G89X600Y-450Z-35R-95P3000F100;刀具移到初始点,加工直径100的孔, 孔底停留3秒,完成后工进返回R平面N4 G80 G00 H00 Z495 M05;取消固定循环,取消刀具长度偏置N5 G28 X0 Y0;返回基准点N6 M00;程序停止注意增量方式中画线部分的数值。