深孔加工与刀具设计与应用
- 格式:ppt
- 大小:10.50 MB
- 文档页数:95

深孔加工技术研究综述熊艳伦;汤佳骏;刘炜【摘要】In the machining process, the deep hole is one of the construction that is most difficult to process. Deep hole machiningmakes a very high demand of the machiningequipments.Therefore, the studies ofits pro-cessing method is necessary.In this paper, the concept, features, technology, processes and applications of deep hole machining were introduced, and finally the development trend of deep hole machiningis analysed.%机械加工过程中,深孔是加工难度最高的工序之一。
深孔的加工对加工设备提出了很高的要求,因此研究其加工方法十分必要。
本文对深孔加工的概念、特点、技术及工艺和应用等方面进行了介绍,并分析了深孔加工的发展趋势。
【期刊名称】《现代农业装备》【年(卷),期】2016(000)003【总页数】6页(P24-28,34)【关键词】深孔加工;制造技术;工艺【作者】熊艳伦;汤佳骏;刘炜【作者单位】广州市蕴泰精密机械有限公司,广州 510530;广州市蕴泰精密机械有限公司,广州 510530;广州市蕴泰精密机械有限公司,广州 510530【正文语种】中文机械加工中的深孔,一般指零件内孔的长度与直径之比大于5的孔,其几何特征决定了它是机械加工中难度最高的加工过程之一。
深孔加工对刀具提出了很高的要求,一般刀具很难同时保证孔的长度和精度要求。
另外,近年来难加工材料(例如高强度合金材料)的运用给深孔加工提出了更高的要求。

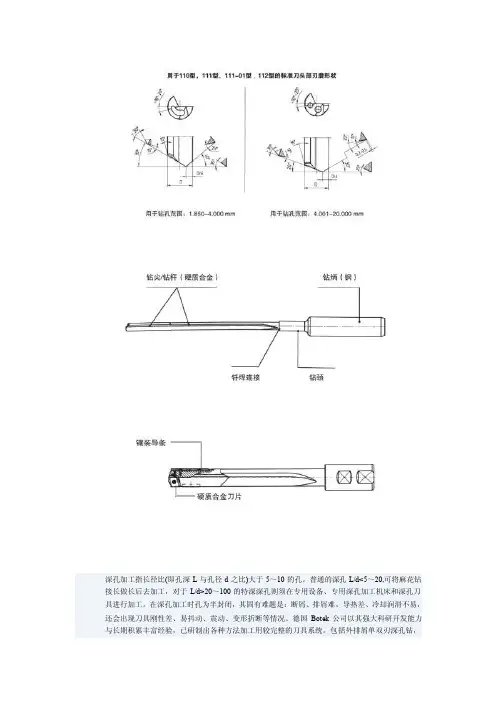
深孔加工指长径比(即孔深L与孔径d之比)大于5~10的孔。
普通的深孔L/d<5~20,可将麻花钻接长做长后去加工,对于L/d>20~100的特深深孔则须在专用设备、专用深孔加工机床和深孔刀具进行加工。
在深孔加工时孔为半封闭,其固有难题是:断屑、排屑难,导热差、冷却润滑不易,还会出现刀具刚性差、易抖动、震动、变形折断等情况。
德国Botek公司以其强大科研开发能力与长期积累丰富经验,已研制出各种方法加工用较完整的刀具系统。
包括外排屑单双刃深孔钻,喷吸钻、套料钻、立铣刀类、内排屑BTA系列类、带金刚石刀片的枪钻和各种特殊成型按需要制造的深孔刀具。
Botek公司的外排屑单双刃深孔钻(枪钻)共有13种型号,其中扩孔用7种型号。
此类深孔钻由切削部分与钻杆钻柄组成,其应用最广。
其原理是高压油由钻杆后部中孔注入,经腰形孔达切削区后迫使切屑随切削液由V型槽与工件孔壁间空间排出,故称外排屑。
此类深孔钻前刀面一般为0o,以便制造。
它无横刃,钻尖偏离轴线,钻孔时钻尖前方形成小圆锥,可使切屑在钻尖处断离为两段,使之以易排出。
图1为所展示切削部分形状,此形状对孔的公差、切屑形成、切削液压力,流量、刀具寿命、中心线偏离及加工质量均有影响。
Botek针对不同加工材料已研制出多种不同几何形状。
单刃外排屑深孔钻切削部分(鼻部)由于钻尖偏离轴心而形成外内二刃。
外刃(主切削刃)较短,内刃(副切削刃)较长。
外刃形成的主偏角大于内刃形成副偏角,致使作用在外刃上径向力大于作用在内刃上的径向力,而使始终有一力作用在导条上,使导条发挥其支撑导向作用,防止钻头钻偏。
孔径扩大,能对孔壁产生辊光作用,提高圆度和整体加工质量,在特定切削条件下可钻出IT7级孔。
导条的配置是非常重要的。
直径较大的深孔钻,导条可以镶装上去。
Botek已设计制造多种导条支撑形式供选择。
图2为Botek单刃外排屑深孔钻的几种基本形式。
Botek单刃外排屑深孔钻适用于加工中心及配备高压冷却系统的车床与立式机床、刀具或工件旋转场合。
学院: 机械工程学院专业班级: 学号: 姓名:高精度深长孔的精密加工一、历史背景枪钻与内排屑深孔钻两种加工孔的刀具分别出现于20世纪30年代初和40年代初的欧洲兵工厂,这并非历史的偶然。
其主要历史背景是:一次世界大战(1914〜1918年)首次使战争扩大到世界规模。
帝国主义列强为瓜分殖民地而需要大量现代化的枪炮(特别是枪械和小口径火炮的需求量极大)。
而继续使用传统的扁钻、麻花钻、单刃炮钻,已经完全不能满足大量生产新式武器的要求,迫切需要进行根本性的技术更新。
于是高精度深长孔的制造就成为了一个摆在制造者面前的一个首要问题,并且一直延续到了现今。
第一次世界大战中的火炮二、传统加工工艺及存在的问题在现代机械加工中,也经常会遇到一些深孔的加工,例如长径比(L/D)≥10,精度要求高,内孔粗糙度一般为Ra0.4~0.8的典型深孔零件,过去我们采用的传统工艺路线一般是:钻孔(加长标准麻花钻)→扩孔(双刃镗扩孔刀)→铰孔(标准六刃铰刀)→研磨此工艺虽可达到精度要求,但也存在诸多缺点,特别是在最初工序采用加长麻花钻钻孔时,切削刃越靠近中心,前脚就越大。
若钻头刚性差,则震动更大,表面形状误差难以控制,加工后孔的直线度误差,钻头易产生不均匀的磨损等现象,生产效率和产品合格率低,而且研磨抛光时,工作环境比较脏,由于钻孔工序的缺点,而带来的影响难以在后面的工序中克服,形状误差不能得以修正,因此加工质量差。
传统深孔的加工流程三、工艺路线与刀具的改进本着提高生产效率提高产品合格率的原则,结合深孔加工的一些特性,对加工工艺及刀具进行了改进,改进后的工艺路线是:钻孔(BTA钻)→扩孔(BTA扩)→铰孔(单刃铰刀)→研磨1、钻孔与扩孔刀具及工艺的改进单管内排屑深孔钻的由来单管内排屑深孔钻产生于枪钻之后。
其历史背景是:枪钻的发明,使小深孔加工中自动冷却润滑排屑和自导向问题获得了满意的解决,但由于存在钻头与钻杆难于快速拆装更换和钻杆刚性不足、进给量受到严格限制等先天缺陷,而不适用于较大直径深孔的加工。
深孔加工名词解释1. 引言深孔加工是一种高精度、高效率的加工方法,广泛应用于航空航天、汽车、模具、兵器等领域。
本文将对深孔加工相关的名词进行解释,包括深孔加工的定义、工艺流程、设备和刀具等。
2. 深孔加工的定义深孔加工是指在工件中钻制或铰制直径较大、长度较长的孔。
它可以用于制造各种形状的内腔,如圆柱形孔、锥形孔和棒状腔等。
深孔加工通常要求高精度和高表面质量,因此需要采用特殊的设备和刀具。
3. 深孔加工的工艺流程深孔加工的一般流程包括:准备工作、装夹定位、切削与冷却以及检测与修整。
3.1 准备工作准备工作主要包括确定零件尺寸和材料要求,选择合适的刀具和设备,并进行必要的前处理操作,如清洗和除油。
3.2 装夹定位装夹定位是确保工件在加工过程中保持稳定的关键步骤。
常用的装夹方式有机械夹紧和液压夹紧,根据工件形状和尺寸选择合适的装夹方式。
3.3 切削与冷却切削与冷却是深孔加工的核心步骤。
通常采用钻床、深孔钻床或镗床等设备进行切削操作,通过旋转刀具进行金属材料的切削。
同时,需要注入冷却液来降低温度、减少摩擦和延长刀具寿命。
3.4 检测与修整检测与修整是为了保证加工质量和精度的重要环节。
通过测量工件尺寸、表面质量和形状等参数,对加工过程中可能出现的误差进行检测,并采取相应措施进行修整。
4. 深孔加工设备深孔加工需要使用专门设计的设备来完成高精度、高效率的加工任务。
4.1 钻床钻床是最常用的深孔加工设备之一,它通过旋转刀具进行切削。
钻床通常包括主轴、进给机构和冷却系统等组成部分,可以实现对工件的径向和轴向移动。
4.2 深孔钻床深孔钻床是专门用于深孔加工的设备,它具有较大的加工深度和高精度。
深孔钻床通常采用液压或机械方式进行装夹定位,通过旋转刀具进行切削操作。
4.3 镗床镗床是一种用于加工大尺寸孔的设备,可以实现高精度的加工。
镗床通常采用多刃刀具进行切削,并通过进给机构实现对工件的轴向移动。
5. 深孔加工刀具深孔加工需要使用特殊设计的刀具来适应长孔、细孔和复杂形状等特殊要求。
机械加工中深孔加工技术的研究摘要:在机械工程行业壮大发展的背景下,机械化工艺水平,深加工技术在现实生产活动中得到了广泛应用,该项技术虽然能创造出较好的效益,但是客观上讲技术应用中还滞留着一些问题。
本文简单分析了深孔加工技术应用的重点与难点,包括技术操作难度较高、钻孔操作有应局限性、碎屑外排环节有问题等,简单分析以上状况的成因,以促进深加工技术有效应用为目标,总结技术要点及应用策略,希望能给同行实践过程带来些许帮助。
关键词:机械化加工;深加工;难点分析;技术应用引言机械加工制造是我国的传统行业之一,其直接关系着国民经济的整体发展水平。
机械化加工生产中可供选择的技术方法有很多,深加工就是其一,其在促进我国机械加工水平全面提升方面表现出良好效能。
深孔通常是孔长度和直径比大于5~10的孔。
通常而言,在机械化加工生产中,深孔的实际加工数量在总量内占比约50%。
综合以上数据,能够认识到做好深孔加工工作的必要性。
为了能全面提升深孔加工效率与质量,应积极研发适宜且高效化的深孔加工技术,并结合实际情况持续完善技术应用过程,彰显新技术的优势,促进我国机械行业获得更大的发展进步。
1深孔加工技术的重点和难点1.1技术应用难度较高主要体现在如下几个方面[1]:一是基本上是孔径小,孔深大的条件下进行生产,受限于设备或刀具因素的制约,加工时出口位置容易产生偏差。
二是由于孔深大,切削过程中切屑不能及时有效地排出孔,以致加工时容易发生金属屑堵塞造成孔壁局部的不良状况,甚至刀具断裂的情况。
三是配备的钻头及定位夹具均会对深孔加工技术应用效果产生较大的影响。
长时间进行深孔加工作业会导致定位导向件发生不同程度的磨损问题,以致深孔半径、深度等指标和设计要求之间出现很大的出入,不仅影响加工的精准度,还弱化深孔加工技术的价值。
四是造成钻头及加工夹具发生磨损情况的因素不唯一,而加工部位的冷却效果差、温度较高等被认定是引起磨损问题的两大主因。
1.2深孔钻加工有一定局限性钻孔作业过程中,加工零件的材质可切削性,被加工的孔深与孔径比例也局限于加工条件,钻孔的刀具刚性和排屑效果也会限制深孔的加工质量。
深孔技术要求深孔技术是一种在工件上加工深度较大的孔的加工方法。
它广泛应用于模具、汽车、航空航天和船舶等领域,对工艺要求较高,要求加工精度和表面质量都能够得到较好的保障。
以下是深孔技术要求的相关内容,希望对您有所帮助。
一、设备要求1. 深孔钻床:深孔钻床是进行深孔加工的专用设备,其主要特点是主轴速度高,主轴精度高,能够保证加工时的稳定性和精度。
2. 刀具系统:深孔加工需要专门设计的刀具系统,确保刀具刚性和稳定性,在加工过程中能够有效地排屑和冷却。
3. 冷却系统:加工深孔需要进行有效的冷却,以防止工件和刀具温度过高,影响加工质量。
4. 控制系统:深孔加工需要精确的控制系统,确保加工的深度和精度符合要求。
二、材料要求1. 工件材料:深孔加工通常应用于金属材料,如钢、铝、铜等,要求材料具有良好的加工性能和热传导性能。
2. 刀具材料:深孔加工所使用的刀具材料需要具有高硬度、耐磨性和热稳定性,以适应长时间的高速加工。
三、加工要求1. 加工精度:深孔加工对加工精度要求较高,通常要求孔径精度在0.01毫米以内,孔内粗糙度在Ra0.8μm以内。
2. 加工稳定性:由于深孔加工通常需要较大的切削深度,加工过程中要求稳定性良好,避免振动和共振现象的发生。
3. 冷却排屑:加工过程中需要保证充分的冷却和排屑,避免刀具磨损和加工负荷过大。
4. 加工工艺:深孔加工需要根据具体工件和要求设计合理的加工流程和工艺参数,确保加工效率和加工质量。
四、质量要求1. 孔壁质量:深孔加工对孔壁的表面质量要求很高,通常要求孔壁光洁度高,无瑕疵和裂纹。
2. 孔径一致性:多孔或多级深孔的加工要求孔径的一致性较好,以保证工件的装配精度和功能要求。
3. 工件形位公差:深孔加工对工件的形位公差要求较高,要求工件的尺寸和位置精度能够满足设计要求。
以上便是关于深孔技术要求的内容,希望对您有所帮助。
深孔加工作为一种高精度加工技术,其要求的严格性也决定了在实际加工过程中需要具备相应的技术和设备保障。
深孔加工技术加工深孔时采用穿轴式高压冷却方式将钻屑冲刷到孔外。
该技术代替了周期退刀排屑,减少了潜在的破坏与刀具磨损,并提高了生产率。
采用立式加工中心进行孔加工是最普通的加工方法,但是当进行深孔加工时,则会遇到很大困难。
不过,目前已经有许多有效的方法来解决这个难题。
目标在于精确地加工出这些孔,并达到良好的重复定位精度和表面精度以及良好的经济性。
成功的深孔加工中最重要的因素是对加工原理的理解。
你必须了解当钻孔时在孔的内部所发生的一切,并知道如何应用这些知识来指导你采用最有效的技术方法。
深孔加工的优化编辑解决深孔加工的三个主要问题:排出钻屑且不能损伤工件表面;采用冷却液来保持钻具与工件的冷却效果;以及使加工周期最小化。
其它重要的因素包括加工精度,重复定位精度及表面粗糙度。
通常来说,深孔是由孔的直径与深度的比例来定义的。
习惯上将大于等于5:1的认为是深孔加工。
钻屑必须足够小才能从钻槽中排出。
长的带状钻屑可以破坏表面精度并造成过早的刀具磨损与断裂。
冷却液必须到达刀具的顶端来保持钻具与工件的冷却,以及迫使钻屑从孔内排出。
稳固的设备结构与良好的减震性能以及很小的轴向跳动是获取加工精度,重复定位精度及表面粗糙度所必需的。
当然,合适的钻头几何形状可以使深孔加工更加高效。
控制钻屑的尺寸和形状一些材料形成了细小的钻屑,且能够通过钻槽容易地排出。
有些材料却形成长的带状钻屑。
一种控制钻屑尺寸和形状的方法是采用特殊的加工周期。
深孔加工与退刀相结合可以破碎钻屑,令其小的足以从钻槽排出,并且不会造成表面的损伤,可避免钻具的过早磨损。
一般来说,有两种深孔加工方法。
一种采用均分退刀深度来达到最终的深度。
另一种是不同的退刀深度,每次的深度逐步递减。
当冷却液不能到达深孔的底部时,切屑很可能堵塞了钻槽,使热量聚集而损坏钻具与工件。
大多数加工设备的控制系统提供了深孔加工的钻削加工,控制钻具钻入材料特定的距离后,从孔内完全退出,然后再钻入孔中。
深孔钻原理
深孔钻是一种用于加工深孔的金属切削工具,它在工业生产中扮演着非常重要
的角色。
深孔钻具有独特的加工原理和特点,下面我们就来详细了解一下深孔钻的原理。
首先,深孔钻的加工原理是利用刀具对工件进行旋转切削,形成深孔。
在加工
过程中,深孔钻通过旋转切削刀具,将金属材料逐渐切削成所需的形状和尺寸。
深孔钻的刀具通常具有多个切削刃,能够有效地提高加工效率和加工质量。
其次,深孔钻的切削原理是通过切削刃对工件进行切削,形成切屑并将其排出。
在加工过程中,切削刃不断旋转并向前推进,将金属材料切削成螺旋状的切屑,并通过切削液的冲洗和排出系统将切屑及时排出加工区域,保持加工的稳定性和精度。
此外,深孔钻的加工原理还涉及到切削液的使用。
切削液在深孔钻加工中起着
冷却、润滑和清洁的作用,能够有效地降低切削温度、减少切削力和摩擦,延长刀具寿命,提高加工质量。
总的来说,深孔钻的加工原理是利用刀具对工件进行旋转切削,形成深孔,并
通过切削刃、切削液等配合,实现对工件的高效加工。
深孔钻在汽车、航空航天、模具等行业有着广泛的应用,对于提高加工效率和加工质量具有重要意义。
在深孔钻加工中,需要注意刀具的选择、切削参数的确定、切削液的使用等方面,以确保加工过程的稳定性和安全性。
同时,也需要根据工件的材料和形状特点,合理设计加工工艺,以提高加工效率和加工质量。
综上所述,深孔钻的加工原理涉及到刀具的旋转切削、切削刃的切屑排出、切
削液的使用等方面,是一种高效的金属加工方法,对于提高工件的加工质量和加工效率具有重要意义。
希望通过本文的介绍,能够让大家对深孔钻的加工原理有更深入的了解。