螺纹锁固厌氧胶 ppt课件
- 格式:ppt
- 大小:138.00 KB
- 文档页数:7

1. 适用范围1.1本规范规定了三种常用螺纹锁固胶的适用范围和建议的表面预处理、涂覆、粘接、验证、拆卸、清洗、再装配等操作程序,具体作业程序见相应的作业文件。
1.2本标准适用于机电设备工程所产品的螺纹锁固。
2. 常用螺纹锁固胶分类及应用2.1可拆卸锁固胶2.1.1乐泰® 222螺纹锁固胶,厌氧胶类,(图1)适用于直径小于1/4" (6mm )的螺纹紧固。
一般适用于所有需要涂覆厌氧胶的作业面使用,推荐用于可拆卸的地面仪器及井下仪器骨架无螺母固定的紧固件。
可以用手持工具将工件拆卸。
2.2不可拆卸锁固胶2.2.1乐泰® 272螺纹锁固胶,厌氧胶类,(图2)适用于直径小于36mm 的螺纹紧固,能经受住450 °F(约为230℃)的高温。
一般适用于高温、高强度、重载的紧固件因震动、振颤及热压力而造成的松动,用于永久或长时不拆卸的作业面,如与外界直接接触的作业面2.2.2双组分胶粘剂,俗称AB 胶,分别存放在两个容器内,(图3)A 、B 两个组分混合后,温度越高,干透时间越短。
可以粘结塑料与塑料、塑料与金属、金属与金属,粘结后剥离需要刀具或热熔分离。
塑料与塑料粘结效果极好,几乎等同ABS 合成树脂的强度。
双组分胶粘剂粘接强度较高,拆卸困难,一般在地面面板中做粘合剂使用,不应替代螺纹紧固剂使用。
螺纹锁固胶使用规范R&D/W-第A 版第0次修改 编写 审核 批准 第 1 页 共1页 高军2010年06月发布由于AB胶粘接而影响更换密封圈的场合不得使用AB胶图1 图2 图33. 操作步骤3.1技术准备3.1.1 仔细阅读螺纹锁固胶使用说明书3.1.2 粘接材料要符合说明的适用场合。
3.1.3 粘接前应检查螺纹锁固胶是否过期3.1.4 各种螺纹、紧固件的公差应符合《紧固件公差螺栓、螺钉和螺母》(GB/T3103.1)的规定。
3.2 表面处理3.2.1 涂覆厌氧胶的零件表面在清除了油漆涂层和其他残余物后,可用金属清洗剂,三氯乙烯,三氯乙烷或丙酮中任意一种溶剂清洗,以清除油污、油脂和防锈剂等其他杂质。
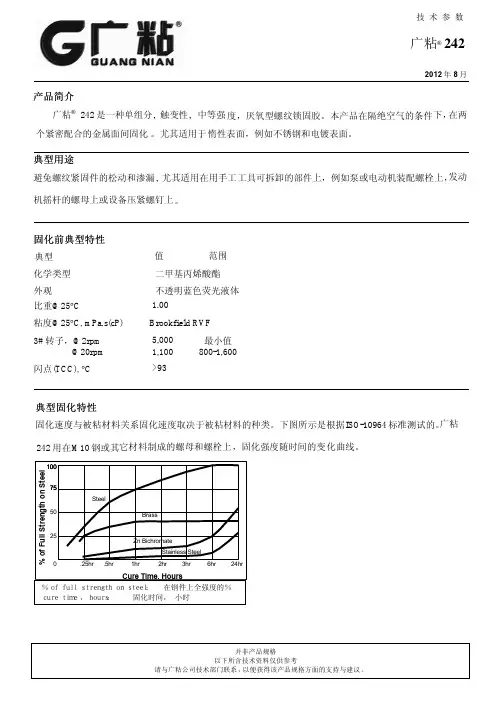


型号粘度(mPa.s)强度初固化时间Loctite-2221200 ~ 5000低强度型(6Nm破坏扭矩)20 min @25℃Loctite-241110 ~ 150(适中)中强度型(15Nm破坏扭矩) 5 min @25℃Loctite-2432250 ~ 12000(高粘度)中强度型(20Nm破坏扭矩) 5 min @25℃Loctite-243-SG2250 ~ 12000(高粘度)中强度型(20Nm破坏扭矩) 5 min @25℃Loctite-263400 ~ 600高强度型(22Nm破坏扭矩) 5 min @25℃Loctite-2701500 ~ 900高强度耐油型(26Nm破坏扭矩)10 min @25℃Loctite-2729500高强度耐高温型(23Nm破坏扭矩)30 min @25℃Loctite-2779500超高强度耐高温型(32Nm破坏扭矩)60 min @25℃Loctite-262020000 ~ 70000(高粘度)高粘度耐高温型30 min @25℃Loctite-29025~55(低粘度)渗透型(10Nm破坏扭矩) 5 min @25℃特点及使用场合常见金属螺纹的锁固,尤其适用于M2~M13的螺纹锁固常见金属螺纹的锁固,尤其适用于M2~M13的螺纹锁固表面惰性螺纹的锁固,尤其适用于部件表面有轻微油污的螺纹锁固,M20以下的螺纹锁固效果最好表面惰性螺纹的锁固,尤其适用于部件表面有轻微油污的螺纹锁固,M20以下的螺纹锁固效果最好常见金属螺纹的锁固,尤其适用于M20以下的螺纹的永久性锁固。
极佳的耐油性能,可长期在150℃下使用,表面惰性螺纹的永久性锁固,尤其适用于热油冲击场合耐高温达230℃,高温场合螺纹的永久性锁固,尤其适用于气缸头双头螺纹的锁固和M40以下的螺纹的永久性锁固。
适用于恶劣化学化境下螺纹的锁固,尤其适用于M36以下螺纹永久锁固场合最高可在343℃环境使用,常见金属螺纹的永久性锁固,尤其适用于高温场合可以从很小的缝隙渗入,适用于M2~M12的螺纹锁固,也适用于焊缝、铸件砂眼等微孔的密封。