万德手机按键结构设计指南
- 格式:pptx
- 大小:16.53 MB
- 文档页数:46
结构部标准设计说明—— (SIDE_KEY)1.概述本文件描述了结构部员工在设计中需要大家遵守的规范。
2.目的设计产品时有相应的依据,保证项目开发设计过程中数据的统一性,互换性,高效性。
提高工作效率。
3.具体内容(1).功能描述:在侧键按动的过程中,推动side_key_switch(或side_key_metaldome)到一定的行程(一般为0.2mm),从而达到使side_key_switch(或side_key_metaldome)电路导通的目的。
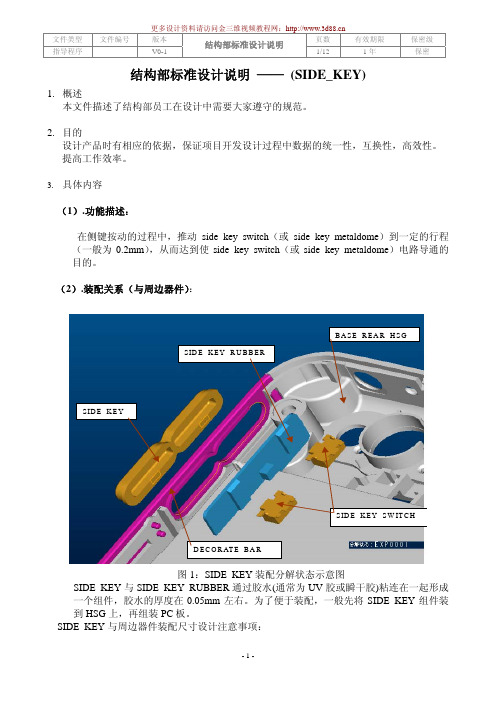
(2).装配关系(与周边器件):B A S E R E A R H S GS ID E_K E Y_R U B B E RS ID E_K E Y图1:SIDE_KEY装配分解状态示意图SIDE_KEY与SIDE_KEY_RUBBER通过胶水(通常为UV胶或瞬干胶)粘连在一起形成一个组件,胶水的厚度在0.05mm左右。
为了便于装配,一般先将SIDE_KEY组件装到HSG上,再组装PC板。
SIDE_KEY与周边器件装配尺寸设计注意事项:侧键连接器分两种: SIDE_KEY_SWITCH和SIDE_KEY_FPCI.SIDE_KEY _SWITCH(常用的是CITIZEN的LS10N2T,详细尺寸以及SPEC,请见SIDE_KEY_SWITCH)图2:SIDE_KEY与SIDE_KEY_SWITCH及HSG装配尺寸图a.SIDE_KEY与HSG周边的间隙尺寸(A)为0.1mm,间隙尺寸过小,容易卡键;间隙尺寸过大则配合过松,影响外观且易上下摆动;b.SIDE_KEY与HSG的装配间隙(B)可保留0.05mm空间;c.SIDE_KEY外侧与HSG距离( C )应大于0.6mm,尺寸过小,手感不好,d.SIDE_KEY_RUBBER导电柱与SIDE_KEY_SWITCH的装配间隙(D)控制在0.05-0.1mm之间。
若间隙过大,按动时侧键容易下陷,手感不好;间隙过小,难装配且不利于后期调整;e.SIDE_KEY_SWITCH(或SIDE_KEY_METALDOME)的行程一般为0.20mm;f.SIDE_KEY_RUBBER与HSG的装配避让间隙(E)应保证在0.4mm以上,因SIDE_KEY_SWITCH的行程为0.2mm,若避让间隙过小,会造成侧键按不到底,影响按键功能。

产品设计-按键的结构设计要点绝大多数的消费性电子上,都会用到按键这种结构;按键一般来说分两种,橡胶类和塑料类。
橡胶类用的最多的是硅胶,塑料类指的是我们常用的塑料料,比如ABS,PC等。
我们在设计按键时,首先要考虑是,当按键设计未理想时,可能发生什么问题(我总结了以下几点):(一)按键按下时,卡在上盖部份,弹不回来,造成TACTSW失效.(二)按键用力按下时,整个按键下陷脱落于机台内部.(三)按键组立完成后,TACTSW就直接顶住按键,致使按键毫无压缩行程,造成TACTSW失效.(四)按键按下时,接触不到TACTSW,致使无法操作.(五)无法在按键面每一处按下,均获得TACTSW动作(尤其是大型按键较易发生).(六)外观设计未考虑周详,致使机构设计出之按键,使用时极易造成误动作.(七)按键上下或者是左右方向装反,亦或是位置装错(未考虑防呆).(八)按键不易于装入上盖.(九)按键脱落出于机台外部.(十)按键未置于按键孔中心,即按键周围间隙不平均,此项对于浮动式按键是无可避免的,对于半或全固定式按键还需相当精度才可达到只有尽可能的考虑周全,设计出来的产品才可能好,这也就是我们常说的设计要做DFMEA。
现在先说橡胶类的按键设计(主要是硅胶按键的设计):按键整个都是用硅胶(siliconRubber)押出,内底部附着一颗导电粒一起成型,其优点为:A.按键顶为软性,操作触摸时,手感较舒服.B.可将数个按键一起同时成型,且每个按键可有不同之颜色,供货商制作时较快,且产量也较多,机台组立时也较快,节省工时.C.表面不会缩水.其缺点为:A.按键操作按下时,无有用TACTSW之清脆响声,较无法用声音判别是否有动作.B.按键用力按下时,较易卡在上盖部份,弹不回来.C.按键周围间隙较不易控制,此种是属于全固定式按键中之软性按键,间隙不易控制到一样.其作用原理为利用按键内底部附着之导电粒压下,使PCB上两条原本不相导通之镀金铜箔,藉由导电粒连结线路导电使其相通(如图所示)补充几点:1.T ack switch 焊锡浮高,将按键顶死2.小按键力臂过短或塑料料无韧性,导致按键荷重过高。

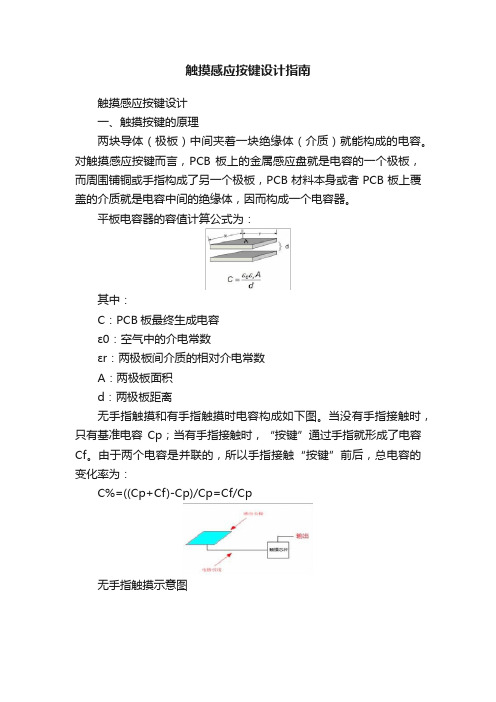
触摸感应按键设计指南触摸感应按键设计一、触摸按键的原理两块导体(极板)中间夹着一块绝缘体(介质)就能构成的电容。
对触摸感应按键而言,PCB 板上的金属感应盘就是电容的一个极板,而周围铺铜或手指构成了另一个极板,PCB材料本身或者PCB板上覆盖的介质就是电容中间的绝缘体,因而构成一个电容器。
平板电容器的容值计算公式为:其中:C:PCB板最终生成电容ε0:空气中的介电常数εr:两极板间介质的相对介电常数A:两极板面积d:两极板距离无手指触摸和有手指触摸时电容构成如下图。
当没有手指接触时,只有基准电容Cp;当有手指接触时,“按键”通过手指就形成了电容Cf。
由于两个电容是并联的,所以手指接触“按键”前后,总电容的变化率为:C%=((Cp+Cf)-Cp)/Cp=Cf/Cp无手指触摸示意图有手指触摸示意图这个电容的变化引起芯片内部振荡频率或充放电时间的变化,使芯片内部能够检测到触摸发生,从而产生触发信号。
电容的变化率越大,触摸就越易检测到。
PCB的设计原则同样也是使触摸前后的电容变化率尽可能大:即减小PCB的基准电容,增大手指电容。
所以PCB 设计对触摸效果有很大的影响,甚至决定整个触摸产品的开发。
二、PCB设计考虑1、PCB设计关键点a、触摸模块单独做成一块PCB板(强烈建议)b、抑制干扰c、减小触摸PCB的基准电容2、减小PCB的基准电容:上面提到的平板电容器的容值计算公式为:为使基准电容量尽可能小,主要控制极板面积和极板距离。
极板面积主要体现在触摸盘的大小、铺地的比例、感应走线的长度、宽度上,极板距离主要体现在触摸盘、感应走线与铺地的间距上。
3、触摸按键的形式、间距和铺地考虑a、触摸按键形状触摸按键可以是任何形状,但尽量集中在正方形、长方形、圆形等比较规则的形状以确保良好的触摸效果,避免将触摸按键设计成窄长的形状(规则的形状的触摸效果要比不规则的好得多)。
b、单个触摸按键顶层(TOP)铺地形式:可以铺实地或网格地,如图。


手机结构手设计手册目录赛微电子网整理第1章绪论 (4)1。
1 手机的分类 (4)1.2 手机的主要结构件名称 (4)1。
3 手机结构件的几大种类 (4)1。
4 手机零件命名规则 (5)1。
5 手机结构设计流程 (8)第2章手机壳体的设计和制造工艺 (9)2.1 前言 (9)2.2 手机常用材料 (9)2.2.1 PC(学名聚碳酸酯) (9)2。
2.2 ABS(丙烯腈-丁二烯-苯乙烯共聚物) (10)2。
2。
3 PC+ABS(PC与ABS的合成材料) (10)2.2。
4 选材要点 (10)2.3 手机壳体的涂装工艺 (11)2.3。
1 涂料 (11)2。
3.2 喷涂方法 (12)2。
3。
3 涂层厚度 (12)2。
3.4 颜色及光亮度 (12)2。
3.5 色板签样 (12)2。
3.6 耐磨及抗剥离检测 (12)2.3.7 涂料生产厂家 (13)2.4 手机壳体的模具加工 (13)2.5 塑胶件加工要求 (13)2.5。
1 尺寸,精度及表面粗糙度的要求 (13)2.5。
2 脱模斜度的要求 (14)2.5。
3 壁厚的要求 (14)2。
5。
4 加强筋 (14)2。
5。
5 圆角 (15)2。
6 手机3D设计 (15)2。
6.1 手机3D建模思路 (15)2.6。
2 手机结构设计 (16)第3章按键的设计及制造工艺 (20)3.1 前言 (20)- I -赛微电子网整理- -II 3。
2 P +R 按键设计与制造工艺 (20)3。
3 硅胶按键设计与制造工艺 (21)3.4 PC (IMD )按键设计与制造工艺 (21)3.5 Metal Dome 的设计 (21)3.5。
1 概述 (21)3.5.2 Metal Dome 的设计 (22)3.5.3 Metal Dome 触点不同表面镀层性能对比 (22)3。
5.4 Metal Dome 技术特性 (22)3.6 手机按键设计要点 (23)第4章 标牌和镜片设计及其制造工艺 (26)4.1 前言 (26)4。
手机按键结构设计本人根据自己的知识与经验,写下一些手机按键结构设计的心得与体会,每个人都有自己的设计思路及规划,这只是我个人的一些体会,仅供大家参考学习。
也希望大家有所借鉴,欢迎同行们指正赐教,谢谢!手机按键通常由P+R组成,P即塑胶(PLASIC);R即硅胶(RUBBER)。
有些按键也有P+R+钢片;R+超薄PC按键;TPU+RUBBER+钢片按键等等,具体介绍请看后续之详述。
目前手机按键中常用的塑胶材料有ABS、PC、PMMA、SNA、POM、PA、TPU、PVC、PET以及ABS+PC等等。
二、 RUBBER 硅胶硅胶又称混炼硅胶,品牌一般有TY881,TY661,TY261,TY341。
前两种较贵,而后两种校便宜,TY1972系抗撕裂胶。
硅胶硬度从0度-90度不等,各种硬度的都有,硬度越大或越小,其硅胶的抗撕裂强度都会降低,硬度高的流动性较差,硬度低的流动性较好。
硅胶硬度的多少系通填料多少来决定的,一般以白碳黑为主。
普通胶料价格一般在20-30元不等,特殊要求价格在30-130不等(均系高寿命胶料或氟胶料)。
混炼胶时一般有颜色要求,所以硅胶色粉用量一般在0.30-2.0%。
同塑胶料色粉用量相差不大。
A、TY641和TY845 常用一般40度硅胶;B、TY651和TY856 常用一般50度硅胶;C、TY661和TY866 常用一般60度硅胶;D、TY881 常用一般80度硅胶;E、TY1751和TSE260-5U 常用高撕裂50度硅胶。
三、 STEEL 钢片钢片有两种,一种系SUS301,另一种系SUS304。
301弹性好,304性能好,但价格较贵,硬度较好。
#316系进口钢,硬度达到380维氏硬度。
钢片可进行电泳、电镀黑镍、喷涂等工艺。
Ⅱ、结构设计一、纯硅胶手机按键设计要点(如示图一)◆、按键设计与机壳相配的基本尺寸1、尺寸A—按键与壳体间隙:0.20mm2、尺寸B—按键弹性臂长:1.00mm,至少大于0.80mm3、尺寸C—导电基高度:0.30mm,但至少大于0.25mm4、尺寸D—底部边接RUBBER厚度,即硅胶基片厚度:0.30mm,便可取到0.20-0.30mm之间5、尺寸E—按键上表面与机壳下表面间隙:0.05mm6、尺寸F—按键高于壳体表面距离:0.50mm7、尺寸G—按键硅胶导电基与DOM之间的间隙:0.05mm◆、设计注意要点1、按键硅胶背部在适当的地方长出支撑筋或支撑柱,以防止按键下陷,便需考虑图示中显示之弹性臂长度是否足够。
d.确定主按键RUBBER台最小宽度是否超过2.2mm以上;侧键RUBBER台是否为1.2 mm以上,太小易存在 掉键及影响生产效率(其它特殊装配结构视情况通过项目组讨论再定)。
片有剪切两边可适当增大比例); f .硅胶背面是否有做LED灯位。
e.支架或钢片与塑胶键帽边缘最小为0.60mm,太小存在漏光,同时装机是否有漏光,确认按键行程 是否保留足够(>0.40mm)h .能做硅胶不建议做TPU,TPU能硫化在导电基面的,不建议硫化到表面,除键帽为面板粘双面胶 g .确认硅胶基厚设计是否正常(TPU基厚最薄膜0.20mm,最薄处0.15mm,硅胶基厚最薄膜0.20mm, 最薄处0.15mm)。
a.确认触点是否居中,否者影响手感。
b.确定RUBBER的基本厚度是否为0.25-0.35mm之间;定位孔到边缘胶宽度是否>0.60mm;KEY形台顶面是否为同一平面(方便刷UV胶粘接工艺);纸,TPU建议硫化到表面。
c.确定按键触点直径是否为1.60-2.50mm之间(DOME片直径与触点直径比例应该为大于2:1,如DOME 如有偏位不得超过整个KEY 形宽度的1/4孔位离边缘距离同一个平面直径设计在主按键凸台宽度最小2.20mm,侧键最小1.20mm行程最小0.40mm,支架或钢片塑胶键帽边缘最j.塑胶背印的产品直升边最薄0.70mm,太小装机易看到水口。
k.塑胶喷涂的产品直升边最薄0.55mm,太小性能测试不能通过且组装不好操作。
直升位厚度l.钢片带拆弯,拆弯处最小平面宽度为0.70mm,太小拆弯易变形及接翻。
m.确定按键裙边厚度(特定如OK键和非钢琴按键)是否为0.35-0.50mm;裙边宽度是否为0.40-0.60mm; n.确定按键KEY厚度超过2.2mm是否为套帽形式;胶位厚度是否为0.80-1.0 mm;o.确定钢片支架或PC支架RUBBER KEY形避空孔与RUBBER KEY形台四周边配合间隙为0.15-0.25mm (如为厚PC支架形式的按键配合间隙应该为0.15-0.20mm)。
手机按键键面字符的整理方法手机按键键面字符的整理方法:1。
镭雕法2。
烫金3。
丝印或移印4。
双色注射1.镭雕。
利用激光技术,在已喷好漆的按键表面烧制字符,然后再喷上一层亮油。
(这按键一般用透明PC)我公司曾用过另外一种方法INMOLD,不过不是做手机,烫金纸直接装在模具上,注塑的时候同时印在所须的字符,你们说的烫金和双色注射,我们一般都没有见过应用在手机上,我知道的就是IMD(模内转印)和镭雕1.IMD就是在注射key时,在模具内有一层filling,然后就和key成为一体.其中由于filling的技术一直是技术秘密,据我所知,只有日本的一家公司和德国的一家公司分别掌握,其中,日本的需要在成型以后,还要经过一道高温烘烤才能成型;而德国的不需要烘烤就可以直接成型呀! 可见他们的filling也是不一样的,他们就是靠filling来赚钱的。
2.一般都可以完成的,一般的key的材质:rubber,P+R,P.对于rubber key,我是亲眼所见,我有我的心得可以和大家共享对于p主要就是材质不同,所以处理就一般不一样,主要材质是ABS or PC前者可以电镀也可以喷漆,而后者可以电镀不可以喷漆(主要是喷漆附着力太小)如果有key 上的颜色不一样,比如应答键,和取消键,一个是red,另一个是green什么的,那就要先喷两种不同的颜色,在喷同意的颜色,在镭雕掉最上面的一层字样,这样就ok!不知道能不能加分呀!各位gg,jj,我的分太少了!很多的好东东看不见呀!拜托,拜托呀IMD成型技朮也有用到手機中的﹐2001年的時候﹐我們和客戶聯合做過几個月的IMD實驗﹐基本上已經掌握到了這項技朮﹐不過我們不是用在手機上。
我相信即使在手機上﹐也不見得只有日本和德國掌握這項技朮吧。
IMD已经是很成熟的技术了,现在有很多的手机或专业的键盘制造商可以做,象台湾的\韩国的,而且很多主键都是电铸的据我所知在上海及上海附近有几家小有规模的key制造厂商,给大伙参考参考南通三德兴(线一改名为ITT)苏州西湖(SEIWOO)常熟金利上海健耀东莞万德(现在上海也设厂了)苏州西湖(SEIWOO)的KEYPAD我用过他们的产品。