本钢Ti_IF钢冷轧薄板的研制开发
- 格式:pdf
- 大小:504.70 KB
- 文档页数:4
YJ0401-IF钢的冶炼生产案例简要说明:依据国家职业标准和冶金技术专业教学要求,归纳提炼出所包含的知识和技能点,弱化与教学目标无关的内容,使之与课程学习目标、学习内容一致,成为一个承载了教学目标所要求知识和技能的教学案例。
该案例是钢种生产案例,体现了转炉炼钢、RH精炼、连续铸钢等岗位工艺参数、工艺制度选择知识点和具体岗位操作步骤,与本专业转炉炼钢、炉外精炼、连续铸钢等课程品种质量单元的教学目标相对应。
IF钢的冶炼生产1 背景介绍某大型转炉炼钢厂,采用KR法铁水预脱硫,拥有两座脱磷转炉、三座脱碳转炉,容量均为300t,采用CAS-OB、LF炉、RH精炼装置,大型板坯连铸机。
该厂一类产品是满足不同需求的汽车用IF钢。
图1 汽车用钢2主要内容2.1 IF钢的用途和要求IF钢是深冲冷轧薄板钢,主要用于制做汽车面板、食品包装、搪瓷制品等。
要求钢具有足够的强度,良好的深冲性能和表面质量,以及抗时效性等。
IF钢肯定能做食品包装、搪瓷制品等,但是这些材料不一定都是IF钢。
图2 IF钢的用途=0.001%~0.005%的钢中加IF钢也称无间隙原子钢,是深冲钢种。
在w[C]入适量的钛(Ti)、铌(Nb)等微量强化元素,与钢中残存的间隙原子碳和氮结合形成Nb(CN)、TiN等质点,替代了间隙原子碳和氮存在于钢的基体中,钢的基体中就没有间隙原子碳和氮了。
因此IF钢的特点是:(1)深冲性能极好,可以代替铝镇静钢;取消了中间退火工序,缩短了工艺流程,节约能源。
(2)可以冲制极薄的制品和零件,主要用于汽车面板。
(3)无时效性,消除了屈服点延伸现象,钢板表面光洁质量好。
(4)降低冲压废品率,例如汽车生产厂家使用铝镇静钢钢板时,冲压废品率有时达40%~50%;而使用IF钢钢板基本消除了冲压废品。
图3 汽车用钢成型2.2 合金元素的作用IF钢的化学成分要求:(1)极低的碳含量(w[C]≤50×10-6);(2)非常低的氮含量(w[N]≤30×10-6);(3)一定含量的钛或钛和铌;(4)铝脱氧钢w[Al]s=0.03~0.07%。

细晶高强IF钢冷轧生产工艺的开发的开题报告一、选题背景及意义随着工业化的发展和技术的进步,钢铁工业已经成为现代工业中的重要部分。
IF 钢是一种极具优异综合性能的钢种,它具有良好的可塑性、焊接性、烟气腐蚀性和高强度等优点,在汽车、电子、家电等领域有着广泛的应用。
而其中,细晶高强IF钢由于其高强度和良好的韧性,在汽车领域具有重要的应用价值。
因此,开发一种能够实现细晶高强IF钢冷轧生产的工艺具有重要的意义。
二、研究内容及目标本文的主要研究内容是开发一种适用于细晶高强IF钢冷轧生产的工艺,并优化工艺参数,使得生产出来的IF钢具有更好的力学性能和表面质量。
具体而言,包括以下三个方面的工作:1. 细晶高强IF钢的材料制备:选用适宜的原材料和炉外处理技术,制备高质量的细晶高强IF钢板材。
2. 冷轧过程参数的优化:通过试验和分析,确定合理的轧制参数,包括轧制温度、压下量、带速等,以保证钢板的力学性能和表面质量。
3. 产品性能测试和分析:对所生产的细晶高强IF钢板材进行力学性能测试和表面质量分析,评估所开发的冷轧生产工艺的优缺点。
本文的研究目标是开发出一种能够实现细晶高强IF钢冷轧生产的工艺,并在此基础上,生产出高质量的细晶高强IF钢板材。
三、研究方法和思路本文采用实验研究和理论分析相结合的方法,具体思路如下:1. 材料制备:采用真空熔炼、钢坯连铸、热轧和炉外处理等工艺,制备出高质量的细晶高强IF钢板材。
2. 冷轧工艺试验:在轧机上进行细晶高强IF钢板材的冷轧试验,优化轧制参数,以达到较好的力学性能和表面质量。
3. 产品性能测试:对所生产的细晶高强IF钢板材进行力学性能测试和表面质量分析,评估所开发的冷轧生产工艺的优缺点。
4. 理论分析:基于实验数据和先前研究的成果,进行力学性能和形变机理的理论分析,以探究细晶高强IF钢冷轧生产工艺的影响因素和机理。
四、研究预期成果本文的研究预期成果如下:1. 开发出一种能够实现细晶高强IF钢冷轧生产的工艺,为IF钢板材生产提供新的思路和技术支持。

国内冷轧汽车用钢的研发历史、现状及发展趋势摘要:回顾了我国冷轧汽车用钢的研发历史,总结了我国冷轧汽车用钢的现状,结合国家振兴钢铁工业的政策,分析了我国冷轧汽车钢板的发展趋势。
提出国内有盛要发展新一代先进高强汽车用钢,主要包括TwIP钢、Q&P钢和热冲压成型钢等,此举不仅具有巨大的经济意义,还具有保证行驶安全、节能减排、环保的现实意义。
关键词:冷轧;汽车用钢;发展趋势从1957年新中国的第一辆汽车正式生产下线开始,我国汽车工业在20世纪中期经历了漫长的发展过程。
1958年中国汽车产量为1万辆,1992年突破100万辆。
进入新世纪以来,我国汽车工业呈现出井喷式的发展,2005年中国汽车产量达到570万辆,2008年达到934.5万辆。
汽车用材的70%~80%是钢铁材料,在一定程度上代表了一个国家钢铁工业的水平。
我国在汽车品种和技术水平方面,已经和发达国家同步。
随着汽车工业的发展,对优质汽车用钢的要求越来越高,需求也越来越大。
因此,紧跟汽车工业的发展趋势,研究和开发新一代汽车用钢,必将成为我国钢铁工业应用基础研究的重要发展目标。
1 国内冷轧汽车钢板研发的历史回顾钢材是汽车制造的主要原料,品种主要有型钢、中板、薄板、钢带、优质钢材、钢管等,其中以薄板和优质钢材为主。
冷轧板带及其镀层板带的用量约占板带材用量的90%,为450~550 kg,如夏利车的用量约为450 kg车身加长的红旗车为550 kg。
轿车用冷轧板带及镀锌板厚度为0.40~4.00 mill,冷轧板带用量最多的厚度规格是0.80 ITlnrl,其次是o.70 mra;镀锌板用量最多的厚度规格是0.80 nlr /l和O.70 mill。
轿车用冷轧板带的宽度为600一l 850 mln,1 000 Innl以下的用量最大。
20世纪50~80年代,国内的汽车用钢由鞍钢提供,主要是08A1等软钢板。
20世纪80年代后期,我国开始研发无间隙原子钢(IF钢)。
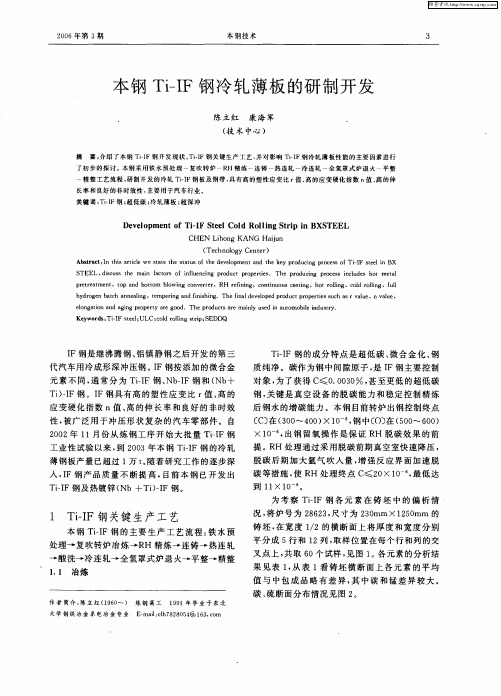
作者简介:陈立红(1960~) 炼钢高工 1991年毕业于东北大学钢铁冶金系电冶金专业 E 2m ail :clh 7828054@本钢T i 2IF 钢冷轧薄板的研制开发陈立红 康海军(技术中心) 摘 要:介绍了本钢T i 2IF 钢开发现状、T i 2IF 钢关键生产工艺,并对影响T i 2IF 钢冷轧薄板性能的主要因素进行了初步的探讨。
本钢采用铁水预处理-复吹转炉-RH 精炼-连铸-热连轧-冷连轧-全氢罩式炉退火-平整-精整工艺流程,研制开发的冷轧T i 2IF 钢板及钢带,具有高的塑性应变比r 值、高的应变硬化指数n 值、高的伸长率和良好的非时效性,主要用于汽车行业。
关键词:T i 2IF 钢;超低碳;冷轧薄板;超深冲D evelop m en t of T i -IF Steel Cold Roll i ng Str ip i n BXSTEELCH EN L ihong KAN G H aijun(T echno logy Cen ter )Abstract :In th is article w e state the status of the developm ent and the key p roducing p rocess of T i 2IF steel in BX ST EEL ,discuss the m ain facto rs of influencing p roduct p roperties .T he p roducing p rocess includes ho t m etal p retreatm ent ,top and bo ttom blow ing converter ,RH refining ,continuous casting ,ho t ro lling ,co ld ro lling ,full hydrogen batch annealing ,tempering and finish ing .T he final developed p roduct p roperties such as value ,n value ,elongati on and aging p roperty are good .T he p roducts are m ainly used in automobile industry .Keywords :T i 2IF steel;UL C;co ld ro lling stri p;SEDDQ IF 钢是继沸腾钢、铝镇静钢之后开发的第三代汽车用冷成形深冲压钢。
IF 钢按添加的微合金元素不同,通常分为T i 2IF 钢、N b 2IF 钢和(N b +T i )2IF 钢。
IF 钢具有高的塑性应变比r 值、高的应变硬化指数n 值、高的伸长率和良好的非时效性,被广泛用于冲压形状复杂的汽车零部件。
自2002年11月份从炼钢工序开始大批量T i 2IF 钢工业性试验以来,到2003年本钢T i 2IF 钢的冷轧薄钢板产量已超过1万t 。
随着研究工作的逐步深入,IF 钢产品质量不断提高,目前本钢已开发出T i 2IF 钢及热镀锌(N b +T i )2IF 钢。
1 T i 2IF 钢关键生产工艺本钢T i 2IF 钢的主要生产工艺流程:铁水预处理→复吹转炉冶炼→RH 精炼→连铸→热连轧→酸洗→冷连轧→全氢罩式炉退火→平整→精整1.1 冶炼T i 2IF 钢的成分特点是超低碳、微合金化、钢质纯净。
碳作为钢中间隙原子,是IF 钢主要控制对象,为了获得C ≤0.0030%,甚至更低的超低碳钢,关键是真空设备的脱碳能力和稳定控制精炼后钢水的增碳能力。
本钢目前转炉出钢控制终点〔C 〕在(300~400)×10-6,钢中〔O 〕在(500~600)×10-6,出钢留氧操作是保证RH 脱碳效果的前提。
RH 处理通过采用脱碳前期真空室快速降压,脱碳后期加大氩气吹入量,增强反应界面加速脱碳等措施,使RH 处理终点C ≤20×10-6,最低达到11×10-6。
为考察T i 2IF 钢各元素在铸坯中的偏析情况,将炉号为28623,尺寸为230mm ×1250mm 的铸坯,在宽度1 2的横断面上将厚度和宽度分别平分成5行和12列,取样位置在每个行和列的交叉点上,共取60个试样,见图1。
各元素的分析结果见表1,从表1看铸坯横断面上各元素的平均值与中包成品略有差异,其中碳和锰差异较大。
碳、硫断面分布情况见图2。
32006年第3期 本钢技术图1 化学成分取样位置示意图F ig .1 Sketch m ap of po siti on of sam p le fo r chem ical elem en t analysis 1.2 热轧热轧工艺是影响IF 钢最终产品组织和性能的重要因素。
当成分确定后,热轧组织和析出行为取决于热轧工艺参数。
T i 2IF 钢宜采用低温加热、高温终轧、高温卷取工艺。
低温加热可使钢中碳氮化物的固溶量降低,有利于提高深冲性能,高温终轧可使热轧板中获得细小均匀的晶粒,有利于冷轧退火板获得有利的织构,提高卷取温度可以使再结晶温度降低。
介绍的T i 2IF 钢热轧试验工艺参数为:加热温度1180℃~1230℃、终轧温度910℃、卷取温度700℃。
厚度分为2.3mm 、2.7mm 、3.0mm 、3.5mm 、4.0mm ,对不同规格的热轧金相组织、晶粒度和非金属夹杂物进行检验,从分析结果看,T i 2IF 钢的钢质纯净,只存在少量B 类夹杂,多数试样的铁素体组织均匀,晶粒度在9~10级,但生产薄规格(如厚度为2.3mm )时,由于出现终轧温度偏低现象,在热卷的头部和卷尾部出现了比较明显的表面粗晶现象,见表2中厚度为2.3mm 的晶粒度和图3的a 。
表1 铸坯横断面各元素分析情况Tab.1 Che m ical ele men t analysis results at across surface of casti ng lab 炉号28623C Si M n P S A ls T i 中包成分0.00190.0150.160.0050.0070.020.05最大值0.00190.01140.180.00540.00840.03070.0694最小值0.000750.00870.170.00450.00650.0230.0619平均值0.001280.0100.1740.00490.00760.02650.0654最大最小差值0.001150.00270.010.00090.00190.00770.0075 注:表中平均值为60个试样的均值结果。
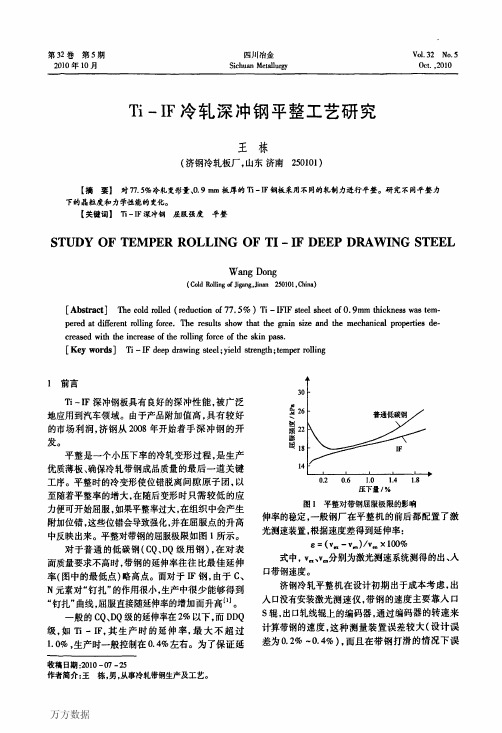
图2 碳、硫化学成分分布示意图F ig .2 Sketch m ap of carbon and su lfu r com po siti on distribu ti on4本钢技术 2006年第3期表2 热轧金相组织检验结果Tab.2 Results of m icrostructure i n spection of hot rolli ng str ip 厚度 mm取样部位非金属夹杂物AB C D 组织晶粒度 级上表面心部下表面2.3卷头部00.500F 5~97~96~9卷中部00.500F 8~109~109~10卷尾部00.500F 6~89~107~93.5头、中、尾0.5F9~109~109~10a 表面晶粒度5级b 心部晶粒度9级图3 热轧金相组织(500×)F ig .3 Pho tograp h of m icro structu re of ho t ro lling stri p1.3 冷轧冷轧变形量对IF 钢的最终性能产生一定的影响。
在成分、热轧工艺及退火温度不变的情况下,IF 钢的r 值随冷轧压下率的增加而增加。
这是因为增加冷轧压下率使冷轧织构中{111}组分增加,从而使退火后{111}织构加强,本次试验选择冷轧压下率分别为65%、70%、73%、77%、80%,全氢罩式炉退火温度为710℃,在充分退火条件下,对比不同压下率下的r 值见表3,当冷轧压下率达到80%时,r 值相对较高。
表3 不同冷轧压下率对r 值的影响Tab .3 I nf luence of differen t cold rolli ng reduction on r value冷轧成品不同冷轧压下率 %65707377800.8mm r 值1.792.072.192.382.402 本钢T i 2IF 钢实物质量本钢从2002年开始大规模生产T i 2IF 钢以来,随着研究工作的逐步深入,在开发品种和生产数量和质量上都取得了可喜的进展,表4列出本钢目前生产的T i 2IF 钢冷轧薄板的性能实物水平。
本钢生产的T i 2IF 钢冷轧薄板已供多家汽车厂使用,在冲制较复杂变形零件中,表现出优异的深冲性能。
表4 T i 2IF 钢冷轧薄板力学性能Tab .4 M echan ical properties of Ti -IF steel cold rolli ng str ip钢种屈服点 M Pa 抗拉强度 M Pa 断后伸长率%r 值n 值T i 2IF 钢120~180157275~32028942~5547.91.8~2.552.250.22~0.260.2383 生产过程影响IF 钢性能的因素3.1 增碳IF 钢生产过程中防止RH 脱碳后的钢液增碳比脱碳更加困难,由于脱碳后的增碳因素很多,常常造成前期脱碳达到目标值,但仅因为后期的增碳使成品超标而改钢种。
通过对RH 中间包、铸坯5陈立红 康海军 本钢T i 2IF 钢冷轧薄板的研制开发等工序的碳含量进行分析,从中了解到IF 钢生产过程的增碳规律。
本钢在生产IF 钢初期增碳现象比较严重,有40%的炉次从RH 脱碳终止到铸坯的增碳量在(15~30)×10-6,通过采用无碳钢包、无碳长水口、无碳或极低碳保温剂、超低碳结晶器保护渣等措施及科学管理,使IF 钢等超低碳钢的增碳量得到了有效的控制,目前有90%以上炉次的成品增碳量控制在6×10-6以内,见图4。
图4 RH 至铸坯的增碳量F ig .4 Carbon p ick 2up from RH to slab 3.2 增氮N 是钢中固溶间隙原子,目前降氮主要依靠转炉。
对RH 处理前后钢液氮含量的变化进行统计,当钢液原始氮含量低于0.0023%时,RH 真空脱气过程几乎不降氮,相反由于密封性能不好,个别炉次还会增氮。
由于IF 钢水中可以降低氮溶解度的C 、Si 含量非常低,钢液更容易吸收空气中的N ,并且原始N 含量越低,钢液的吸N 能力也越强,因此,对转炉冶炼的低氮钢,重点是防止以后工序的增氮。