M500切割,NM500焊接,NM500加工
- 格式:doc
- 大小:64.00 KB
- 文档页数:4

20MnMoNi4-5钢板规格尺寸,20MnMoNi4-5欧标容器板,20MnMoNi4-5钢板切割20MnMoNi4-5是欧标容器板,用于制造反应器、换热器、分离器、球罐、油气罐、液化气罐、核能反应堆压力壳、液化石油汽瓶、水轮机蜗壳等。
20MnMoNi4-5化学成分:C Si Mn P S Cr Cu 0.15-0.23 ≤0.40 1.00-1.50 ≤0.020 ≤0.010 ≤0.20 ≤0.20 Mo Nb Ni Ti V N Alt 0.45-0.6020MnMoNi4-5力学性能:抗拉强度σb≧570~750 MPa;屈服点σs≧430 MPa;伸长率δ5≧18%;冲击吸收功Aku2≧41 J.20MnMoNi4-5执行标准:EN1002820MnMoNi4-5交货状态:正火+回火或淬火+回火(调质)。
20MnMoNi4-5钢板库存:#舞阳孙凡#20MnMoNi4-5钢板规格尺寸20MnMoNi4-5 10*2500*1200020MnMoNi4-5 12*2500*1200020MnMoNi4-5 15*2500*1200020MnMoNi4-5 18*2500*1200020MnMoNi4-5 20*2500*1200020MnMoNi4-5 30*2500*1200020MnMoNi4-5 40*2500*1200020MnMoNi4-5 50*2500*1200020MnMoNi4-5 60*2500*1200020MnMoNi4-5钢板切割,20MnMoNi4-5钢板数控切割,20MnMoNi4-5钢板等离子切割,20MnMoNi4-5钢板激光切割低合金Z向性能板:Q355B/C/D/E-Z15/Z25/Z35容器板:Q245R、Q345R、P265GH、P355GH、19Mn6、16Mo3 、16MnDR、09MnNiDR、08Ni3DR、07MnNiMoDR、07MnNiVDR、15CrMoR、14Cr1Mo、12Cr2Mo1R、12Cr1MoVR、SA302GrB、SA302GrC 、P690QL1、18MnMoNbR 07Cr2ALMoR 、07Cr2ALMoRE 、SA204GrA 、SA204GrB、SA204GrCDIWA353、BHW35 SA299GrA 、SA299GrBSA203GrE 、SA203GrD 、X7Ni9 、A353、SA553HIC钢:Q245R(R-HIC)、Q345R(R-HIC) 、SA516Gr60(R-HIC) SA516Gr65(R-HIC)SA516Gr70(R-HIC)美标容器板:SA516Gr70N、SA387Gr11CL2 、SA387Gr22CL2、SA387Gr91CL2、SA387Gr5、SA387Gr9耐磨板:NM400 、NM450 、NM500合金钢:15CrMo、12Cr1MoV、30CrMnSiA、20Mn23ALV汽包钢:13MnNiMoR、13MnNiMo5-4、海工高强钢:A514GrF、A517GrF A514GrQ、A517GrQ 、A514GrQ(齿条钢) 、A517GrQ(齿条钢) 、A514GrQ(半弦板)、A517GrQ(半弦板)、EH420、EH430、EH460、EH470、EH500、EQ510、EH550、EQ560、EH620、EQ630 EH690、EQ700、FH420-FH460、FQ43-FQ47、FH500、FH550、FH620、FH690、FQ51、FQ56、FQ63、FQ70水电高强钢:WDB620C、WDB620D、WSD690E、780CF、610CF 、S500M 、S460N、S550Q 核电钢:20HR、P265GH 、P295GH 、P355GH、16MnHR 、20MnHR、SA533GrBCL1 、SA533GrBCL2 、SA738GrB、20MnMoNi55、15MnNi 、16MnD5、18MnD5、20MnD5高强耐磨钢:BTW1、WRZ400A、Q690D、S690Q、Q690CFD、Q1100E、A514GrE 、A517GrE、A514GrB、A517GrB、A514GrH 、A517GrH。

一、任务来源根据全国钢标准化技术委员会[2008]01号“关于下达全国钢标委2008年第一批国家标准制修订项目计划的通知”,由济钢集团有限公司和冶金信息标准研究院共同起草制定《工程机械用高强度耐磨钢板》国家标准,项目编号为“-T-65”。
标准编制工作计划⑴济钢于2008年初结合产品开发进行了起草标准的数据收集、情况调研、问题分析等准备工作,至年底前,形成国家标准(草案)。
⑵2008年5月份:发出了标准征求意见稿——征求上级标准主管部门、生产和顾客行业代表企业及研究院所意见,根据反馈意见的汇总处理结果,确定征求意见(二稿)或(讨论稿)。
⑶2008年8月份:针对国家标准征求意见(二稿)的反馈意见,进行必要的修改工作,形成国内外同类产品标准水平对比分析和意见汇总处理表,必要的数据分析等。
⑷2008年9~10月份:召开标准讨论会议。
⑸2008年四季度:根据预审会意见,修改、形成国家标准审定稿,并协调召开标准审定会议。
根据审定会议意见,完成GBXXXX-200×《工程机械用高强度耐磨钢板》国家标准报批稿。
二、制定标准的目的耐磨钢板广泛应用于工作条件特别恶劣,要求高强度,高耐磨性能的工程、采矿、建筑、农业、水泥生产、港口、电力以及冶金等机械产品上。
如推土机,装载机,挖掘机,自卸车及各种矿山机械、抓斗、堆取料机、输料弯曲结构等。
多年来一直困扰着工业界人士的一个重大问题就是磨损,尤其是接触岩石、矿料等受磨擦、撞击、冲刷的结构。
据统计,工业发达的国家,机械装备及其零件的磨损所造成的经济损失占国民经济总产值4%左右。
因此,解决磨损和延长机械设备及其部件的使用寿命成为工业界人士在设计、制造和使用各种机械设备所需要考虑的首要问题。
从国民经济的角度考虑,研制工程机械用高强度耐磨钢是非常必要的,在国外已有企业进行生产高强度耐磨钢并应用,如日本住友公司、JFE、瑞典SSAB 和SWEBOR,德国蒂森克卢伯,MITTAL等已生产出耐磨寿命比普通钢高出4倍左右的耐磨钢材。
热热成成型型
特特 性性
焊焊 接接 特特 性性
抛抛丸丸 处处理理
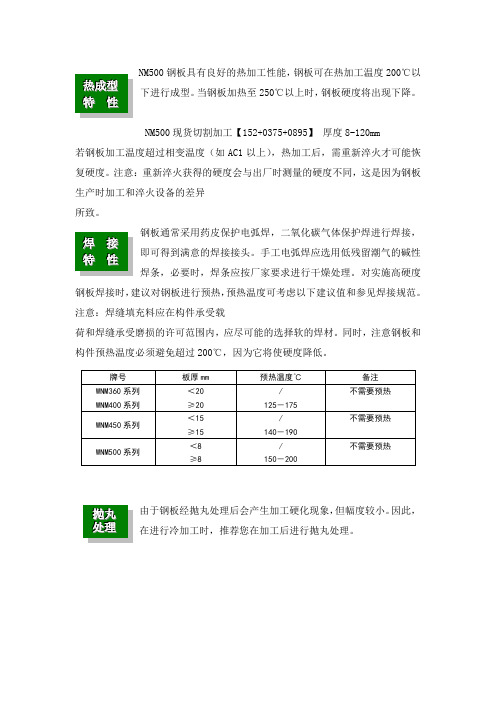
NM500钢板具有良好的热加工性能,钢板可在热加工温度200℃以
下进行成型。
当钢板加热至250℃以上时,钢板硬度将出现下降。
NM500现货切割加工【152+0375+0895】 厚度8-120mm 若钢板加工温度超过相变温度(如AC1以上),热加工后,需重新淬火才可能恢复硬度。
注意:重新淬火获得的硬度会与出厂时测量的硬度不同,这是因为钢板生产时加工和淬火设备的差异 所致。
钢板通常采用药皮保护电弧焊,二氧化碳气体保护焊进行焊接,即可得到满意的焊接接头。
手工电弧焊应选用低残留潮气的碱性焊条,必要时,焊条应按厂家要求进行干燥处理。
对实施高硬度
钢板焊接时,建议对钢板进行预热,预热温度可考虑以下建议值和参见焊接规范。
注意:焊缝填充料应在构件承受载
荷和焊缝承受磨损的许可范围内,应尽可能的选择软的焊材。
同时,注意钢板和构件预热温度必须避免超过200℃,因为它将使硬度降低。
由于钢板经抛丸处理后会产生加工硬化现象,但幅度较小。
因此,在进行冷加工时,推荐您在加工后进行抛丸处理。

S355J2钢板切割,S355J2钢板规格尺寸,S355J2钢板S355J2是欧标低合金钢板,S355J2钢板自身不仅具备高强度而且还具备一定的韧性、抗疲劳性、抗冲击性、抗腐蚀性、抗低温冲击性、和焊接及易加工等钢板综合优质性能。
冲击温度为:-20℃冲击。
S355J2执行标准:EN10025。
S355J2是Z向性能钢、Z向是钢板厚度方向,Z向是钢板的一项抗层状撕裂试验。
等级排列高到低依次为Z35、Z25、Z15.S355J2钢板厚度可生产:5-350mmS355J2钢板宽度可生产:1500-4300mmS355J2钢板长度可生产:5000-15000mmS355J2钢板库存:#舞阳孙凡S355J2常用于机械设备制造、零配件切割、矿山机械、工程机械以及冶金机械等行业也有广泛应用、或应用于高层建筑、桥梁底座或桥梁结构、也可应用于风电设备例如风电法兰、风电塔筒等。
S355J2钢板规格尺寸:S355J2 8*2000*12000S355J2 10*2000*12000S355J2 12*2000*12000S355J2 15*2000*12000S355J2 18*2000*12000S355J2 20*2000*12000S355J2 22*2000*12000S355J2 25*2000*12000S355J2 28*2000*12000S355J2 30*2000*12000S355J2 35*2000*12000S355J2 40*2000*12000S355J2 45*2000*12000S355J2 50*2000*12000S355J2 60*2000*12000S355J2 80*2000*12000S355J2 100*2000*12000S355J2 120*2000*12000S355J2钢板切割,S355J2钢板数控切割,S355J2钢板等离子切割,S355J2钢板激光切割。
低合金Z向性能板:Q355B/C/D/E-Z15/Z25/Z35容器板:Q245R、Q345R、P265GH、P355GH、19Mn6、16Mo3 、16MnDR、09MnNiDR、08Ni3DR、07MnNiMoDR、07MnNiVDR、15CrMoR、14Cr1Mo、12Cr2Mo1R、12Cr1MoVR、SA302GrB、SA302GrC 、P690QL1、18MnMoNbR 07Cr2ALMoR 、07Cr2ALMoRE 、SA204GrA 、SA204GrB、SA204GrCDIWA353、BHW35 SA299GrA 、SA299GrBSA203GrE 、SA203GrD 、X7Ni9 、A353、SA553HIC钢:Q245R(R-HIC)、Q345R(R-HIC) 、SA516Gr60(R-HIC) SA516Gr65(R-HIC)SA516Gr70(R-HIC)美标容器板:SA516Gr70N、SA387Gr11CL2 、SA387Gr22CL2、SA387Gr91CL2、SA387Gr5、SA387Gr9耐磨板:NM400 、NM450 、NM500合金钢:15CrMo、12Cr1MoV、30CrMnSiA、20Mn23ALV汽包钢:13MnNiMoR、13MnNiMo5-4、海工高强钢:A514GrF、A517GrF A514GrQ、A517GrQ 、A514GrQ(齿条钢) 、A517GrQ(齿条钢) 、A514GrQ(半弦板)、A517GrQ(半弦板)、EH420、EH430、EH460、EH470、EH500、EQ510、EH550、EQ560、EH620、EQ630 EH690、EQ700、FH420-FH460、FQ43-FQ47、FH500、FH550、FH620、FH690、FQ51、FQ56、FQ63、FQ70水电高强钢:WDB620C、WDB620D、WSD690E、780CF、610CF 、S500M 、S460N、S550Q 核电钢:20HR、P265GH 、P295GH 、P355GH、16MnHR 、20MnHR、SA533GrBCL1 、SA533GrBCL2 、SA738GrB、20MnMoNi55、15MnNi 、16MnD5、18MnD5、20MnD5高强耐磨钢:BTW1、WRZ400A、Q690D、S690Q、Q690CFD、Q1100E、A514GrE 、A517GrE、A514GrB、A517GrB、A514GrH A517GrH。

舞钢高强钢板Q690D调质(淬火+回火)交货/化学成分1、产品介绍质量等级分别为A、B、C、D、E。
D级钢板的冲击为﹣20°C。
Q690D可称为屈服强度690Mpa 的耐低温高强钢。
Q690D钢板具有较高的屈服强度和抗拉强度,被广泛应用于煤矿机械、工程机械方面。
如液压支架、港口起重机、平板运输车等。
2、执行标准、交货状态Q690D 标准:GB/T 1591—2008 以调质状态交货,也可根据客户要求进行特殊状态交货。
3、化学成分4、机械性能5、公司介绍河南德浦钢材有限公司我公司主营:特厚特宽普板: Q235B,Q355C,Q355D,Q355ND,Q355ME容器板:Q245R,Q345R,15CrMoR,16MnDR,14Cr1MoR,09MnNiDR,SA516Gr70,SA387Gr11CL215CrMoR(H),Q245R(R-HIC),Q345R(R-HIC)合金结构板:15CrMo,12Cr1MoV,42CrMo,40Cr高强钢:Q460C,Q550D,Q690D耐磨板:NM400,NM450,NM500桥梁板,高建钢,船板钢板切割、加工(根据图纸),公司经营产品均可切割加工联系人:汤毅电话:185****5672(同微信)6、现货明细高强板Q690D 130 1700 200 0.347 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 4750 9.322 莱钢德浦库调质,一级探伤高强板Q690D 40 1500 1100 0.518 舞钢德浦库调质,一级探伤高强板Q690D 70 2400 7200 9.495 山钢德浦库调质,一级探伤高强板Q690D 70 2400 2600 3.429 舞钢德浦库调质,一级探伤高强板Q690D 100 2200 10000 17.27 山钢德浦库调质,一级探伤高强板Q690D 100 2200 10000 17.27 山钢德浦库调质,一级探伤高强板Q690D 100 2200 10000 17.27 山钢德浦库调质,一级探伤高强板Q690D 90 1800 6820 8.673 舞钢德浦库调质,一级探伤高强板Q690D 90 1800 10000 12.717 舞钢德浦库调质,一级探伤高强板Q690D 70 2200 6050 7.314 山钢德浦库调质,一级探伤高强板Q690D 120 2300 10700 23.183 舞钢德浦库调质,一级探伤高强板Q690D 70 2400 2600 3.429 舞钢德浦库调质,一级探伤高强板Q690D 120 2320 10900 23.821 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 6190 12.148 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 9000 17.795 舞钢德浦库调质,一级探伤高强板Q690D 70 2460 9000 12.166 舞钢德浦库调质,一级探伤高强板Q690D 70 2460 5550 7.502 舞钢德浦库调质,一级探伤高强板Q690D 69 2460 9000 11.992 舞钢德浦库调质,一级探伤高强板Q690D 70 2200 6050 7.314 舞钢德浦库调质,一级探伤高强板Q690D 69 2460 5550 7.395 舞钢德浦库调质,一级探伤高强板Q690D 70 2400 10000 12.166 舞钢德浦库调质,一级探伤高强板Q690D 100 2400 3700 6.971 舞钢德浦库调质,一级探伤高强板Q690D 80 2400 12000 18.086 舞钢德浦库调质,一级探伤高强板Q690D 160 2200 1100 3.04 舞钢德浦库调质,一级探伤高强板Q690D 160 2200 1100 3.04 舞钢德浦库调质,一级探伤高强板Q690D 145 2000 6000 14.4 舞钢德浦调质,一级库探伤高强板Q690D 40 2400 4300 3.24 舞钢德浦库调质,一级探伤高强板Q690D 85 2500 10000 16.681 舞钢德浦库调质,一级探伤高强板Q690D 90 2400 10000 16.956 舞钢德浦库调质,一级探伤高强板Q690D 90 2400 10000 16.956 舞钢德浦库调质,一级探伤高强板Q690D 90 2400 10000 16.956 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 9000 17.663 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 9000 17.663 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 7500 14.718 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 6190 12.148 舞钢德浦库调质,一级探伤高强板Q690D 80 2500 10000 15.7 舞钢德浦库调质,一级探伤高强板Q690D 80 2500 2160 3.391 舞钢德浦库调质,一级探伤高强板Q690D 85 2500 9170 15.297 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 9000 17.795 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 7500 14.719 舞钢德浦库调质,一级探伤高强板Q690D 100 2500 6910 13.561 舞钢德浦库调质,一级探伤高强板Q690D 80 2500 11000 17.27 舞钢德浦库调质,一级探伤高强板Q690D 90 2400 10000 16.965 舞钢德浦库调质,一级探伤高强板Q690D 130 1700 200 0.347 舞钢德浦库调质,一级探伤。

工程机械用耐磨钢板NM500使用说明书一、切割NM500在150℃-200℃下预热切割不会出现裂纹。
1、钢板切割方法适用于冷切割和热切割。
冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等粒子切割和激光切割。
2、为防止钢板切割裂纹的产生,切割时应遵循以下建议:①切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切后48小时至几周内才出现。
因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
②预热切割:预防钢板切割裂纹最有效的方法,就是在切割前进行预热。
在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚。
预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。
为确定钢板预热效果,应在加热点被面测试所需温度。
注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
③低速切割:避免切割裂纹的另一种方法就是降低切割速度。
如果无法进行整版预热,则可以使用局部预热法代替。
使用低速切割方法防止切割裂纹,其可靠性不如预热。
我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。
其最大切割速度取决于钢板等级和厚度。
特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
④切割后缓冷要求:无论对切割工件是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。
如果切割后将其带有温热的工件进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。
⑤切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。
钢板切后通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保湿时间安5min/mm)对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。
双金属复层耐磨板的详细解析双金属复合耐磨钢板由低碳钢板和合金耐磨层两部分组成,抗磨层一般占总厚度的1/3-1/2。
工作时由基体提供抵抗外力的强度、韧性和塑性等综合性能,由耐磨层提供满足指定工况需求的耐磨性能。
耐磨钢板合金耐磨层和基体之间是冶金结合。
通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基材上。
复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。
耐磨层主要以铬合金为主,同时还添加锰、钼、铌、镍等其它合金成份,金相组织中碳化物呈纤维状分布,纤维方向与表面垂直。
碳化物显微硬度可以达到HV1700-2000以上,表面硬度可达到HRc58-62。
合金碳化物在高温下有很强的稳定性,保持较高的硬度,同时还具有很好的抗氧化性能,在500℃以内完全正常使用。
双金属复层耐磨钢板是专供大面积磨损工况使用的板材产品,是在韧性、塑性很好的普通低碳钢或者低合金钢表面通过堆焊方法复合一定厚度的硬度较高、耐磨性优良的耐磨层而制成的板材产品。
耐磨钢板合金耐磨层和基体之间是冶金结合。
通过专用设备,采用自动焊接工艺,将高硬度自保护合金焊丝均匀地焊接在基材上。
复合层数一层至两层以至多层,复合过程中由于合金收缩比不同,出现均匀横向裂纹,这是耐磨钢板的显著特点。
耐磨钢板具有很高耐磨性能和较好冲击性能好,能够进行切割、弯曲、焊接等,可采取焊接、塞焊、螺栓连接等方式与其他结构进行连接,在维修现场过程中具有省时、方便等特点,广泛应用于冶金、煤炭、水泥、电力、玻璃、矿山、建材、砖瓦等行业,与其他材料相比,有很高的性价比,已经受到越来越多行业和厂家的青睐。
耐磨板根据硬度,焊接工艺等不同主要牌号有:NM360,NM400,NM450,NM500。
材质厚度宽度长度备注NM360 8 2200 8000 四切理计NM360 10 2200 8000 舞钢NM3601522008000四切理计NM400 12 2200 8000 四切理计NM500 16 2200 8000 四切理计NM360 20 2200 10300 四切理计NM450 25 2200 12050 四切理计NM400 30 2200 8000 四切理计NM360 35 2090 10160 四切理计NM400 40 2200 8000 四切理计NM400 45 2200 8000 四切理计NM400 50 2200 8000 四切理计NM360 60 2200 7000 舞钢NM360 182********电议NM400 70 2200 9500 四切理计NM400 80 2200 8000 四切理计耐磨板的厚度规格和常用焊丝一般有哪些:耐磨板一般有3+3、4+2、5+3、5+4、6+4、6+5、6+6、8+4、8+5、8+6、10+5、10+6、10+8、10+10、20+20等;耐磨板常用的焊丝型号:LZ570、LZ590、LZ601、LZ606、LZ650等(焊丝直径:2.4-3.2);(LWP150型号类)型号焊丝等级含量母材厚度合金层厚度硬度LWP150LZ570 A 8-13 3-20 3-20 52-58 LWP150LZ590 B 15-20 3-20 3-20 55-60 LWP150LZ601 C 20-25 5-20 5-20 56-62 LWP150LZ606 D 25-30 5-20 5-20 58-62 LWP150LZ650 E 30-35 5-20 5-20 60-65 (LWP235型号类)型号焊丝等级含量母材厚度合金层厚度硬度LWP235 LZ570 A 8-13 3-20 3-20 52-58 LWP235 LZ590 B 15-20 3-20 3-20 55-60 LWP235 LZ601 C 20-25 5-20 5-20 56-62 LWP235 LZ606 D 25-30 5-20 5-20 58-62 LWP235 LZ650 E 30-35 5-20 5-20 60-651)火电厂:中速磨煤机筒体衬板,风机叶轮窝壳,除尘器入口烟道,灰渣导管,斗轮机衬板,分离器连接管,碎煤机衬板,煤斗及破碎机衬板,燃烧器烧嘴,落煤斗和漏斗衬板,空预器支架护瓦,分离器导向叶片。
耐磨板NM500的焊接工艺及补焊工艺作者:毛学伦来源:《山东工业技术》2018年第02期摘要:本文从耐磨板的特点、成分及机械性能入手,阐述其适用范围及耐磨板NM500的焊接工艺及补焊工艺。
关键词:耐磨板;焊接;补焊DOI:10.16640/ki.37-1222/t.2018.02.0031特点耐磨板是工业应用的重要材料。
传统的耐磨钢就是在冲击负荷下发生硬化的高锰钢,其作用发挥的前提必须要受到足够的冲击负荷,如何冲击负荷达不到要求则硬度及耐磨力就达不到要求。
随着耐磨钢技术的发展,NM系列的钢板突破了传统高锰钢的局限,实现耐磨钢的应用空间。
结合相关实践研究其主要呈现以下特点:具有卓越的耐磨性。
NM系列的耐磨钢具有良好的耐磨性,大大降低了损耗,有效降低了使用成本;具有均匀的硬度,避免了因硬度不均匀而造成的局部断裂现象;具有较为平整的表面。
2机械性能目前国家耐磨板牌号分为NM300、NM360、NM400、NM450、NM500、NM550和NM600六个级别。
耐磨钢牌号采用汉语拼音和布氏硬度(HB)数值的组合方式。
如:NM450,NM为“耐磨”汉语拼音的首位字母,“450”为布氏硬度值。
NM500力学性能:工程机械高强度耐磨钢产品应具有高硬度、高韧性、高强度、低碳和低合金等内在特性,以保证“高耐磨、易加工、省材料、降成本”目标的实现。
据资料报道NM360与普通钢板相比,有不低于两倍的耐磨性能,NM400则不低于2.5倍的耐磨性能;NM550则不低于4倍的耐磨性能。
耐磨钢把高强度、高硬度、可焊接、易折弯这些特性融合在一起,具有优异的力学性能和良好的耐磨性,能适应不同工况的多种挖掘条件。
3适用范围南通虹波机械有限公司为二十冶供应的NM500钢板根据图纸要求经装配、焊接等形成产品后,主要供应给美国邀游客户作为矿石输送机构使用。
目前已经深得客户好评。
4 NM500的焊接工艺(1)耐磨钢板,采用厚度为50mm,按照图纸要求打好坡口,并要求坡口两侧50mm范围内严禁有水、油、锈等杂质。
5工业技术1 特点 耐磨板是工业应用的重要材料。
传统的耐磨钢就是在冲击负荷下发生硬化的高锰钢,其作用发挥的前提必须要受到足够的冲击负荷,如何冲击负荷达不到要求则硬度及耐磨力就达不到要求。
随着耐磨钢技术的发展,NM 系列的钢板突破了传统高锰钢的局限,实现耐磨钢的应用空间。
结合相关实践研究其主要呈现以下特点:具有卓越的耐磨性。
NM 系列的耐磨钢具有良好的耐磨性,大大降低了损耗,有效降低了使用成本;具有均匀的硬度,避免了因硬度不均匀而造成的局部断裂现象;具有较为平整的表面。
2 机械性能 目前国家耐磨板牌号分为NM300、NM360、NM400、NM450 、NM500 、NM550和NM600六个级别。
耐磨钢牌号采用汉语拼音和布氏硬度(HB)数值的组合方式。
如:NM450,NM 为“耐磨”汉语拼音的首位字母,“450”为布氏硬度值。
NM500力学性能: 工程机械高强度耐磨钢产品应具有高硬度、高韧性、高强度、低碳和低合金等内在特性,以保证“高耐磨、易加工、省材料、降成本”目标的实现。
据资料报道NM360与普通钢板相比,有不低于两倍的耐磨性能,NM400则不低于2.5倍的耐磨性能;NM550则不低于4倍的耐磨性能。
耐磨钢把高强度、高硬度、可焊接、易折弯这些特性融合在一起,具有优异的力学性能和良好的耐磨性,能适应不同工况的多种挖掘条件。
3 适用范围 南通虹波机械有限公司为二十冶供应的NM500钢板根据图纸要求经装配、焊接等形成产品后,主要供应给美国遨游客户作为矿石输送机构使用。
目前已经深得客户好评。
4 NM500的焊接工艺 (1)耐磨钢板,采用厚度为50mm,按照图纸要求打好坡口,并要求坡口两侧50mm 范围内严禁有水、油、锈等杂质。
耐磨板NM500的焊接工艺及补焊工艺毛学伦(南通虹波机械有限公司,江苏 南通 226371)摘 要:本文从耐磨板的特点、成分及机械性能入手,阐述其适用范围及耐磨板NM500的焊接工艺及补焊工艺。
一、NM500简介命名:N是"耐磨"中"耐"的第一个拼音字母。
M是"耐磨"中"磨"的第一个拼音字母。
500是布氏硬度值HB值。
(500硬度值是广义的,国产NM500硬度值是在500左右。
)NM500交货状态:调质(淬火+回火)二、NM500化学成分四、耐磨板加工注意事项1、钢板切割方法适用于冷切割和热切割。
冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等离子切割和激光切割。
2、切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。
3、高级别耐磨钢的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。
为防止钢板切割裂纹的产生,切割时应遵循以下建议:切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。
因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:预防钢板切割裂纹最有效的方法,就是在切割前进行预热。
在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。
为确定钢板预热效果,应在加热点被面测试所需温度。
注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
低速切割:避免切割裂纹的另一种方法就是降低切割速度。
如果无法进行整版预热,则可以使用局部预热法代替。
使用低速切割方法防止切割裂纹,其可靠性不如预热。
我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。
其切割速度取决于钢板等级和厚度特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
此文件仅供参考
NM500使用说明书
一、切割
NM500在150℃-200℃下预热切割不会出现裂纹。
1、钢板切割方法适用于冷切割和热切割。
冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等粒子切割和激光切割。
2、为防止钢板切割裂纹的产生,切割时应遵循以下建议:
①切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切后48小时至几周内才出现。
因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
②预热切割:预防钢板切割裂纹最有效的方法,就是在切割前进行预热。
在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚。
预热方法可采用火焰烧枪、电子加热垫进行的,也可以使用加热炉加热。
为确定钢板预热效果,应在加热点被面测试所需温度。
注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
③低速切割:避免切割裂纹的另一种方法就是降低切割速度。
如果无法进行整版预热,则可以使用局部预热法代替。
使用低速切割方法防止切割裂纹,其可靠性不如预热。
我们建议切割前先对切割带用火焰枪空泡几趟进行预热,预热温度达到100°C左右为宜。
其最大切割速度取决于钢板等级和厚度。
特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
④切割后缓冷要求:无论对切割工件是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。
如果切割后将其带有温热的工件进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。
⑤切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。
钢板切后通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保湿时间安5min/mm)
对于切割后加热的方法,也采用燃烧枪、电子加热毯和节哀热炉的加热方式进行切割后的加热。
4、降低钢板软化的措施:钢的抗软化特性主要取决于它的化学成分、微观组织和加工方式。
对于热切割的部件,部件越小(切割工件尺寸不得小于200mm),整个部件软化的风险就越大。
如果钢板温度超过200-250°C,钢板硬度就会降低。
消除软化风险的最好的办法是冷切割,例如水射流切割。
若必须使用热切割,则有限选择等离子或激光切割。
这是因为火焰切割给工件提供更多的热量,因此提高了工件的温度。
水下切割方法:限制和降低软化区范围的有效方法,在切割过程中使用水来楞伽钢板及切割表面。
因此,钢板即可放在水中切割,也可以向切割面喷水进行切割。
使用水下切割方法可选择等离子或火焰切割。
水下切割具有以下特征:
①切割热影响区小;
②防止整个工件的硬度降低;
③减少切割工件变形;
④切割后可以直接对工件进行冷却。
二、弯曲
NM500耐磨钢板易于弯曲成形,可以在弯心直径等于3倍板厚弯曲。
1、冷成形特性尽管钢板的强度和硬度很高,冷弯性能较好,钢板可进行冷成形加工,因材质坚硬,故在加工时要比加工高强度钢还要注意,为防止钢板冷加工时边部开裂,在折弯区域火焰切割边或剪切边需进行修磨,而且,通过除掉一点气割面的硬化层,可提高弯曲性能。
2、热成形特性钢板具有良好的热加工性能,加工后需进行低温回火。
三、机加工
机加工包括钻孔、平头钻、埋头钻、攻丝或铣削。
NM500耐磨钢板具有良好的切削及剪切性能。
在钢板机加工时,应根据钢板硬度使用切削工具,合适的进刀量及给进速度,通常选用高速钢(HSS)或硬质合金(CC)刀具进行加工,对切削和打磨需使用碳化物表面处理工具。
注意:在高硬度的情况下,应尽量减少切削量和进刀量。
四、焊接
国内产耐磨钢板合金含量及碳当量较低,因此可用任何常规焊接方式进行焊接,就可将焊接在普通结构钢上。
(1)钢板厚度在15~25 mm,采用Y型坡口(图1),其中,坡口角α=55O,钝边P=2 mm,间隙b=2 mm。
(2)钢板厚度在30~60 mm,采用双Y形坡口,其中,坡口角α=55O,
钝边P=3 mm,间隙b=2 mm。
【焊接要点:预热温度:150-200℃,保护气体:80%Ar+20%CO2。
】(3)耐磨钢板在焊接前要清理坡口及距坡口两侧30~50 mm范围内的油、锈等污物。
(4)对焊接材料推荐使用低氢系、超低氢系的焊接材料。
在进行CO2焊接时,推荐使用实心焊丝。
A. 焊条的三种选择:
①低强度焊接金属(焊接金属屈服强度低于母体材料屈服强度)
②等强度焊接金属(焊接金属屈服强度等于母体屈服强度)
③高强度焊接金属(焊接金属屈服强度大约母体屈服强度)
B. 选择低强焊料于选择高强焊料(屈服强度大于500N/MM2 )相比所具有的优势:
①焊接金属韧性大;
②焊接接头延伸性能好;
③发生裂纹可能性小
(5)焊后对焊缝采取石棉保温,使之缓慢冷却。