手袋基础知识培训
- 格式:ppt
- 大小:1.75 MB
- 文档页数:27

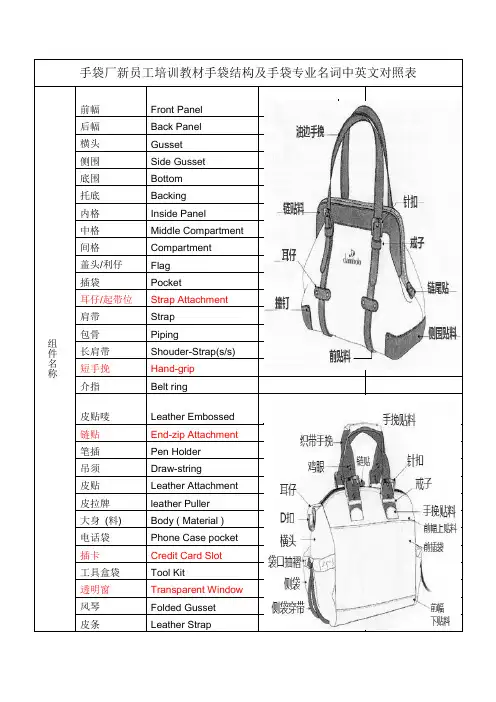
手袋的基本常识手袋是将很多的材料,通过设计和开发,经由车工将其车缝起来的一个成品,手袋的材料比较直观,通常可以分为布料,PU(PVC)料,拉链,织带,五金和塑胶扣具,做补强用的海绵、珍珠棉、EVA等,现在将主要的部分做简要的概述,作为我们工作过程中的参考。
由于时间仓促,部分论述以及衍生的问题不是很确切,还需要大家共同讨论。
1.布料的分类对于布料的分类有很多的方式,因此对应就有很多的名称,但是这些名称之间不是重复的而是可以叠加,对于你要描述的布料的名称越是详细,那么这种布料的性质就描述的越清晰、准确。
因此,我们在工作的过程中要严格的要求自己,尽量准确而有形象的描述要描述上午对象,避免出现概念上的混淆,产生错误。
下面简单予以描述布料的分类,并简要的做一定的介绍。
①根据布料的成分来区分,可以将布料分为:Nylon, Polyester, cotton, 麻布。
所谓Nylon 的布料,也就是布料的面料是尼龙纱来织造成的。
前尼龙纱的制造在台湾地区有相当成熟的技术,我们国内的工厂就是将台湾地区的坯布在大陆的布料制造厂染色,(此时,这种布料称为染淀布,染淀布是一种没有涂层和贴胶的染色坯布,适合我们在开发的时候生产成型和压模的产品,这种布料比较容易成型,目前我们生产的压模的产品都是用染淀布或者延展性比较高的PU来做面布),染色以后再根据客人的要求贴背后的涂层。
Polyester 的名称由来和Nylon相似,也就是布料的面料是Polyester纱来织造成的, 目前中国的江浙地区已经具有相当成熟的技术,自古江浙就是“鱼米之乡”,到现在仍然是我们最主要的纺织基地。
我们很多的袋子厂的布料大多是从这些纺织工厂订购的。
这些纺织基地也已经形成广泛的市场,集生产、制造、加工、销售于一起,带动了全国纺织产品的发展。
Cotton fabric 在制造的过程中就是将棉纱织成布料,成分是棉,我们通常用到的就是帆布。
目前生产的常规宽度是44”,根据棉纱的粗细和条数,可以将帆布分为8安,10安,12安,14安,16安,18安,20安,24安等。
-第一章手袋一、手袋出格知识- 出格方法〔一〕出格方法是以上所有知识的综合运用(这里举例先出主格后幅)。
1.先介(介表示用刀划纸格 )下一块比后幅的长度及宽度都大的纸皮。
2.在纸皮中央介一条直线作为一条数轴(不能介断,能对折即可),对折起来,然后在数轴正上方,用园规的一个铁脚打一个吼,吼再介一条直线(不可介断)作为第二条数轴,这样纸皮上就浮现了互相垂直的两条数轴。
3.沿第二条数轴对折,在第一条轴线上打吼,如果吼位也在另一对折面的轴线上,则坐标系合格,本块纸皮可用来继续出格,如坐标系不合格,这块纸皮可剔除(坐标系垂直性检验)。
4.量取手袋后幅的外表长度及宽度,各取其一半加之个纸口长度作坐标。
如量得后幅外表长。
5.在坐标系,找出以(129/16, 107/16)为坐标的点,并通过对折坐标轴打吼,找到点 ( - 129/16, 107/16)( - 129/16,-107/16)(129/16,- 107/16)共三个点。
沿这些点介去多余纸皮,就得出一块长方形后幅的形状,其规格为(129/16)×(107/16×2)即251/8×211/8. SG 本规格与其外表规格24T/2×201/4 相比,长度和宽度都是各多出 5/8 ,即两个纸口长度。
如果后幅的四个角是弧形的,可用圆规以出它的弧度,其他任何形状,都用坐标法解决。
6.以好后幅形状,根据手袋的构造三角缺口和吼位,在后幅纸格上写明各项文字标记,后幅出格就宣布完毕。
7.利用主格后来出次格前幅和大围。
许多前幅,是几块材料的合并体,和后幅的形状,大小一样。
因此,用后幅可以模出前幅合并料的形状,但其构造规律为:后幅周长= 大围总长,一旦确定了后幅,就要利用后幅去量出大围的总长。
而大围的宽度,只能通过量手袋确定,大围总长= 底围长+拉链围长;底面宽 = 拉链围宽×2。
这样,依据出格顺序,用纸格量度纸格,以出每块纸格的形状,打上纸格的各项标记,直到出完纸格。

手袋物料知识手袋物料知識第一部分:原物料的認識原物料的認識共六個課題:主料部分(100制程)分為二個課題:第一個課題為主皮與佈裡,第二個課題為配皮與紙板,FROM棉類,PE板類.副料部分拉鏈,織帶類(200制程)為第三個課題.塑膠五金類(300制程)為第四個課題.拉杆手把組及釘類(500制程)為第五個課題.包裝材料類(700制程)為第六個課題.第一課題:主料與佈裡主料:通常指的是用在手袋,箱包上的主要的披覆組成部分.在生產作業過程中大體上是指通過裁剪組加工的那部分物料的統稱,在BOM制程中以制程100體現.主料常用的有:本布,配皮,真皮,PVC SHEET,網料,裡布,天鵝絨布,不織布,棉類,紙板PE板…….一.本佈{也稱主皮}:BODY MATERIAL.的幾大分類:1. 依照生產的原料材質不同分為以下幾種:(1).POLYESTER(波里耶斯特也叫特多龍佈).(2).NYLON(尼龍)(3).RAMIE苧麻(山東綢)600D*900D,600D*1200D(4).粗麻600D*600D(5). POLYESTER/NYLON交織N200*T500/PU2.依照處理方式不同(1).貼膠(貼pvc或貼pu皮):貼膠強度測試在1.5KG以上,如1682D貼平紋軟膠(2).潑水處理:潑水去水80%以上,三級以上.如840D吃PU潑水處理(3).鐵弗龍處理:升溫處理在150度以上,耐寒處理100度左右.(杜邦),如1682DPU三次杜邦料(4).吃pu處理:摩擦處理牢度四級以上.如1682D/PU2次(5).貼EVA或CPU,T15倍,T30倍,如1682D/PU1次貼3mmEVA二.佈裡1.依照生產的原料材質不同分為以下幾種:(1).POLYESTER(波里耶斯特也叫特多龍佈)裡佈.75D,150D.(2).NYLON裡佈.70D(有140T,170T,190T,100T,230T),210D,4 20D.(3).滌倫(牛津)現大陸布市多為此佈裡70D(140T,170T,190T,100T,230T),21 0D,420.2. 依照處理方式不同有:織字,織圖,印刷,烙印等(如TOUS佈裡)三.物料基本的認識方法1. NYLON:數據上的底數為70,凡是70的倍數的數量為丹尼的佈料均為尼龍料.如70D,210D,420D,840D,1260D,1262D, 1680D,1682D,2100D,2520D等,其主要特點是手感柔軟,有光澤!充分燃燒冒白煙.比重比水重,入水下沉.2100D,1682D2. POLYESTER:數據上的底數為75, 凡是75的倍數的數量為丹尼的佈料均為特多龍料.如75D,150D,300D,600D,900D,1200D,1 800D,2400D等,其主要特點是手感較粗,無光澤, 充分燃燒冒黑煙,比重比水輕,入水上浮.四.本佈料與佈裡的通用寬幅均為58寬,長度主皮為50碼,NYLON裡佈為100碼,POLYEST裡佈多為150碼.五.物料計算的兩種方法(1).面積算法:[(長+0.25)×(寬+0.25)÷(58×36)]×耗損(2).單片排算法:58÷(短邊+0.25)=整數a [(長邊+0.25)÷36a]×耗損=單片用量(3).整支排版運用(4).分條算法皮料的寬-2”)÷所需分條寬度=可分卷數(取整數)單位用量=實際運用長度÷可分卷數÷36實際運用長度=50÷(1800÷設定長度)×36 注:1800÷設定長度取整數六.本佈與裡布的檢驗常用方法常使用到的儀器有:厚度計,佈鏡,鋼尺,拉力器,驗布機,其它測量儀器.主要檢驗的範圍有:短碼,寬幅不足,厚度不一,抽紗,紗頭,跳紗,貼膠不牢,色斑,色差,脫色,對接強度,等.1.貼膠強度測試:取待測布料一片,輕輕地把貼膠層與本布拉開約2~3CM,分別固定在測試器上,拉力作用下(2”/分鍾的速度)經緯紗貼膠強度為1.5kg以上2.摩擦色牢度測試干測,濕測), 取待測布料一片,固定在待測機箱機器上,以摩擦10次/秒的速度測試,4級牢度以上(AATTCC色牢度分級卡,干濕摩擦牢度測試均四級以上)3.潑水處理測試: 取待測布料一片,漏斗盛水250mm注入測樣布,水注完後,取出布樣抖去布面水珠,潑水去水80%以上,三級以上4.升溫耐寒測試: 取待測布料一片,放置在恆溫器或冰櫃中,升溫處理在+150度以上,耐寒處理-100度左右.(杜邦料)5.對接強度測試:經緯紗的組合后拉力測試6.低鉛無毒處理:環保要求.七.使用本布物料應常注意的幾點:1. 紋路的經緯紗,特別是NYLON系列,經緯紗的紋路直接影響到色差.2. 色差的配套,預先進行顏色的分類,防止色差的出現.3. 整支份的排版:依照實際刀模使用方式加以排列,以滿足生產上的需求.八.本佈物料的幾種常用部位:1. 貼pvc或貼pu皮,吃pu二次,多用於本佈裁片2. 吃pu一次或染定佈多用於貼合料,有些pu一次又用於佈裡或本佈外包邊3. 通常佈裡做法有:70D,75D,150D,210D,420D均吃PU 一次4. 杜邦料也就是皮料表面經鐵弗龍處理.如1682D/PU三次,2100DPU三次.九.物料顏色1. 同一色系中不同缸號的顏色區別:依缸號先行分列顏色物料.2. 同一缸號的顏色區別:同一缸號中單支物料色卡的色塊剪切並區分.3. 同一色系中不同缸號的分類顏色的合並:不同缸號的不同色合並幾個大色.4. 交織紗的顏色區別(目前有賓士系列本佈)5. 顏色的檢驗(凍色,固色,普通)(1).對比法 (2).開水泡浸法(普通色的檢驗)(3).車油泡浸法(固色顏色的檢驗) (4).摩擦色牢度(凍色顏色的檢驗)*固色另外一種簡單檢驗方法就是天那水泡浸法*第二課題配皮與紙板,FROM棉類,PE板類一.配皮VC SPONGE,PU皮:1.PVC SPONGE與PU皮的主要特征:PVC SPONGE手感較硬,用火燃燒,火焰跳動呈綠色.離火后燃燒停止.PU配皮手感較軟, 用火燃燒,火焰跳動呈綠色.有特殊石油臭味.2.PVC SPONGE,PU皮的常用規格:寬幅為54”,設定長度為50Y,厚度PVC有0.7-1.2mm不等.PU有0.4-1.1mm不等,主要是看客人要求而不同.4. 配皮常用的幾種紋路和佈底常用的紋路有以下幾種:194#紋,258#紋,20#紋,Q紋,荔枝紋,真空冠染,軋光冠染, 鏡面,霧面,仿牛皮等.常用的佈裡有:CH佈底(汗衣佈底),P佈底,不織佈底.5. 配皮常用部位:手把,鉓條,內補強,底部配襯等.6. 配皮常用部位的特殊處理:油邊等.7. 配皮的運算法則同主皮.二.PVC SHEET(也稱裡膠)(一).PVC SHEET的常用方法:做內裡,內包邊或底板裡,易融,可直接高週波電壓.1.常用規格:幅寬多為48”或51”,厚度有0.18-0.5mm不等,紋路可依不同要求而設定,2.常用的有裡膠有Q紋,透明PVC,半透明PVC,霧面磨沙PVC(有單面磨沙,雙面磨沙)3.PVC SHEET裡膠的換算公式(碼數換重量) 裡膠比重:1.25單位規格重量=厚度×長×寬×比重÷1000 (用量單位:cm)三.牛皮(Leather)(一).常用的牛皮有:面皮,磨面皮,二榔皮,NAPPY等(二).檢驗牛皮的基本方法有:1. 用火燃燒有特殊焦味(毛發焦味).且不易燒焦.2. 用口對皮低面吹氣,皮表可以感覺到有氣透過,用手摸有濕潤的感覺.3. 牛皮的優劣主要體現在以下幾個方面:(1).表面的斑痕(皮面的受傷程度).(2).牛皮的厚度的均勻情況.(3).皮面手感.(4).牛皮表面及底面的特殊處理.如磨面,吃PU 等.(5).牛皮經酸性處理,對五金有腐蝕性,故在對五金的處理中須經耐酸處理.(三).牛皮的規格運算是以材積計算,因其本身的特殊性(不規則),在運算過程中的耗量應視實際裁片的規格而定.一般在25%-40%之間.單位才呎=長×寬÷144(四).牛皮加工過程中常注意的細節:鏟皮,油邊,改色.(五).牛皮的用法:1.面條2.前飾LOGO3.手把片4.其它配皮四.網紋(一)網紋的分類:1. NYLON網紋,因客人不同需要而定做不同的紋路,以g算計或以特定編號來區分.寬幅為58”-60”.2. POLYESTER網紋. 因客人不同需要而定做不同的紋路,以g算計或以特定編號來區分.寬幅為58”-60”.3.PVC網紋.多為編織網及模型網,寬幅為54”.注:以上網紋均保持固有的物料特性.在識別和檢驗之時應依照它的原有的方法做進一步的區別.五.萊卡佈:目前我司所用到的是用於包邊或背肩用.六.螺紋佈:目前我司所用到的是用於背肩用.七.天鵝絨佈:一般用於內部配料.八.佳積佈: 目前我司所用到的是用於背肩用,潛水衣料的雙面貼面佈.九.甘蔗佈:目前我懷用於TRG一代,三代的肩帶的貼合料用.十.其它配料.皮康紙,回力膠,不織佈,等等.十一.FROM填沖料:EVA,EPE,PU泡棉,PE泡棉.用於夾層,底面,使軟袋易撐起來或保護箱體內物品.(一).泡棉:有PU泡棉,PE泡棉. 常用的有1mm,2mm,3mm,5mm,6mm,8mm,10 mm不等,也有依客人要求不同而設定不同規格.幅寬依具體的規格而設定,多有用到60”.1. PU泡棉俗稱海棉),常用有#K324,#K329,#K30以及高密度泡棉.2. PE泡棉:常用的有T15倍,T30倍.倍數加大,泡棉手感趨軟.3. PU,PE泡棉的發泡層有單孔,雙孔,多孔之分,軟硬度發泡程度做調整.(二).EPE棉:是一種低毒產品,幅寬43”不等,價格低,頎量輕,表面上有波浪,常用的有1mm,2mm,3mm,5mm,6mm,8mm,10mm不等, 也有依客人要求不同而設定不同規格.有做平面之處理.(三).AEPE:是一種經過無毒處理的高密度之EPE,價格昂貴.(四).EVA:發泡EVA,價格貴,彈性好不易變形,以度數來確定它的軟硬度,度數加大,硬性加強,常用的有待(1).高發泡EVA(2).35-40度EVA (3).50-55度EVA等(五). FROM系列填沖料的運算基本依主皮的方式作業.(1).面積算法:(長+0.5)×(寬+0.5)÷(料幅寬×36)×耗損(2).單片排算法:料幅寬÷(短邊+0.5)=整數a(長邊+0.5)÷36a×耗損=單片用量(3)廠家單價的確定是以幅寬*1”*1mm的報價,價格換算是在確定幅寬的基礎上的報價,以厚度的倍數*長度.(4).圓管棒的運算計價:(外徑×外徑-內徑×內徑)×1.1÷1000=單價(HKD)(5).棉裁片的運算計價:厚度(m/m)×寬度(英寸)×長度(英寸)×0.28÷1000=單(HKD)(六) FROM系列填沖料用法主要的是要注意在裁切的規格運算所需加到的刀位及單位換算的準確性.十二.PE板,PE發泡板,PP板,ABS板,弓類:在箱包手袋中多用於隔板,底板,補強等,起支撐作用.(一)板類:1.PE板(PE BOARD):為PE顆粒加熱押出成型.具有價格低,比重輕,良好的耐水性和柔軟性,對酸鹼安全等特性.原料為聚乙烯.比重為0.95-0.96,成型易變型. 可燃性.2.PE發泡板:(新料)發泡顆粒加熱押出成型, 化學原料低毒,發泡氣體不含C.F.C氟氯碳化物,顏料為碳黑或鈦化物.比重為0.91-0.92耐寒性. 可燃性.3.PP板: 為PP顆粒加熱押出成型. 具有價格低,比重輕,良好的耐水,耐熱性, 原料為聚丙烯.比重為0.90-0.92,材質較硬,不易成型,熔點低.塑料中最輕,低溫耐衝擊力弱. 熱變形溫度在127-182度時每平方CM受4.6KG變形.可燃性.4.ABS板: 材質較重.易成型,易爆裂.比重為1.045.PVC板:比重為1.4,價格低,易成型,受熱易變形,有毒..比重為1.43(二) 板類常用的規格PE板,PE發泡板,PP板,ABS板:常用的厚度規格有0.8-3.0mm之間,具體依客人要求或設定需要而定.寬度在43”以內.板類常用的規格與重量換算公式為:單位均為cmPE板:單位規格重量=厚度×長度×寬度×0.96÷1000 (0.95-0.96)PE發泡板:單位規格重量=厚度×長度×寬度×0.91÷1000 (0.90-0.91)PP板:單位規格重量=厚度×長度×寬度×0.90÷1000 (0.90-0.92)ABS板:單位規格重量=厚度×長度×寬度×1.1÷1000 (0.99-1.1)PVC板:單位規格重量=厚度×長度×寬度×1.43÷1000 (1.32-1.7)(三)弓類VC弓,ABS弓,PP弓(蜂巢框)1.PVC弓:比重為1.4,價格低,易成型,受熱易變形,有毒.2.ABS弓: 材質較重.易成型,易爆裂.比重為1.043.PP弓: 價格低,比重輕,良好的耐水性,比重為0.90,材質較硬,不易成型,熔點低.(四).常用弓的規格有4.5mm,5.0mm.6.0mm厚度,寬度及長度形狀依設定或客人要求.(五).使用以上板類,弓類必須注意到在換算過程中的細節問題.特別是弓類中的加工產生的加工費用,如衝孔,折弓等.十三.紙類(一).紙板經常用在底板,隔板,補強,包裝等1.紙板基本厚度用oz表示有8oz,12oz,16oz,20oz,24oz,32oz等,也有用g 數表示如250g,300g,350g,450g,500g,750g,90 0g,1000g,1200g等(1oz=約28.3g)規格為31”*41”2.通常使用的紙板有:雙灰紙板,雙白紙板,單白紙板.3. 紙板的運算:(注意區分紋路,長橫紋寬直紋)依排版作業計算(1)單位用量=長×寬÷1333 (2).1÷(43÷長)×(31÷寬)×損耗=單位張數(二)土報紙,單光紙,雙光紙一般用於成品包裝.單位為令.土報紙1令=12kg 單雙光紙1令=500張單光紙,雙光紙在用於包裝肩帶時注意區分紋路.第三課題拉鏈,織帶,繩帶類拉鏈,織帶,繩帶類主要在制程200中體現一.拉鏈:一般要經過制線,織帶,縫合,成型,整染,成品包裝等.(一).拉鏈的分類依材頎不同可以分為以下幾種類型:1.尼龍拉鏈:拉齒為特多龍拉齒(原為尼龍拉齒,因尼龍拉齒在顏色著色,光亮程度上不穩定,在與本佈顏色難保一致,故改做特多龍拉齒),縫合線為特多龍線.(代號用N表示)2.塑鋼拉鏈:拉齒為塑鋼材質壓鑄成型后再鉗入拉佈上,缺點是拉齒易脫落.(代號用D表示)3.銅拉鏈:(BRASS)因處理上的原因,大多從日本進口,有單向和雙向拉鏈,久用易生銹.4.鋁拉鏈,鎳拉鏈:故名思義,即用鋁合金,鎳合金而做的拉鏈.(二).拉鏈的常用型式有以下幾種方式:(條裝拉鏈, 上下均有3/4”長的佈邊)1. 閉口拉鏈:下擋齒固定釘死,上擋齒有兩個擋齒固定,拉頭從下向上拉合.2. 開口拉鏈:下擋齒為插銷式固定, 上擋齒有兩個擋齒固定, 拉頭從下向上拉合.3. 雙開型拉鏈:有兩個相反方向的拉頭,拉頭拉到兩端后拉鏈閉合,上下齒均用兩個擋齒固定.4. O型拉鏈: 有兩個相反方向的拉頭, 拉頭拉到中間后拉鏈閉合,上下齒只用一個擋齒固定.5. 隱性拉鏈:有反面隱形拉鏈,拉佈加寬佈邊隱頭式拉鏈.6. X型拉鏈.(三)條裝拉鏈基本知識:1.佈尾:指條裝拉鏈的實際長度后兩端多出的部分. 上下均有3/4”長的佈邊.2.上齒:擋住拉頭拉合的方向的擋齒,在設定上有一個或是兩個.3.下齒:與上齒相反,擋住拉頭拉開的方向的擋齒,有一個或兩個,也有插銷式的.4.實際長度指拉鏈上擋齒到下擋齒之間的長度.(四)百碼拉鏈的常用規格:拉鏈的規格大小是由拉齒的寬度而定的,如尼龍3#拉鏈,寬度為3.6mm尼龍5#拉鏈,寬度為5.6mm尼龍8#拉鏈,寬度為8.6mm尼龍10#拉鏈,寬度為10.6mm故有尼龍N36,N56,N86,N106拉鏈之說法.1. 尼龍3#拉鏈常用規格有25mm,26mm,28mm(寬度).2. 尼龍5#拉鏈常用規格有30mm,32mm,36mm(寬度).3. 尼龍8#拉鏈常用規格有32mm,36mm,38mm,42mm,46mm(寬度).4. 尼龍10#拉鏈常用規格有40mm,42mm,46mm(寬度).(五).普通拉鏈RC拉鏈的區別:1. 拉佈與拉齒的接合線加強.2. 拉佈的佈頎加強.3. 拉齒的拉齒接合部分經過打磨處理,使拉滑度提高.(六).普通拉鏈與YKK拉鏈:只是名牌效應而已,單純從說法上來講沒有明確的分界,只是各個廠家在生產拉鏈的時候,各自有不同的處理方式,如佈邊的紋路等.因而區分拉鏈的最間單的方法是熟悉各廠家佈做法.二.拉頭.壓鑄成型,組合拉片,電鍍,成品包裝.拉頭拉片的確定應依照客人的要求或是依設定的要求而定的.(一).拉頭依材頎的不同可以分成以下幾種:1.尼龍拉頭(用N表示)2.塑鋼拉頭(用D表示)3.金屬拉頭(二).拉頭的基本用法有以下幾種:依功能不同分以下幾種:1,普通象鼻頭 2.卡鎖式拉頭 3.可換式拉頭 4.旋轉式拉頭 5.彈弓式拉頭5. 針頭式拉頭以上拉頭又可合並為三種形式的拉頭:1.普通象鼻頭2.單鎖孔拉頭3.雙鎖孔拉頭(三)拉鏈,拉頭的基本的檢驗方式1.目測對比法:通過目測和對比,針對拉鏈,拉頭的普通性的物理狀況進行比較,主要的物理狀況體現在以下幾個方面:(1).拉鏈的平直度與平整度,平整度高低須少於10mm,平直度因長度而異.1000mm少於10mm的左右偏差.(2).拉佈的破損,拉齒的破損,拉頭的電鍍.(3).拉鏈的顏色,如固色,凍色等. 拉鏈的顏色測試方法同本布.2.拉鏈的物理性能測試:測試範圍,速度,精度,尺寸,測試儀器(拉力測試器).以下測試對尼龍拉鏈,塑鋼拉鏈,金屬拉鏈均有效.而且每個規格的拉鏈的測試強力的數據不一樣.(1).拉鏈的平拉強力 (2).拉鏈拉合輕滑度(3).拉鏈的上止強度(4).拉鏈的下止強度 (5).拉鏈的開尾平拉強 (6).拉鏈的插銷移位強度(7).拉鏈的負荷拉次 (8).單牙移位強力 (9).拉頭拉片結合強力(10).拉頭口抗張強力 (11).拉頭拉片抗扭強力(12).拉頭的自鎖強力3.拉鏈故障的排除.(1).滑動不良時,采用石臘或潤滑粉可以排除.(2).牙齒閉合不良時,首先考慮是拉鏈受力太大,減少拉鏈的受力強度,另一方面考慮拉頭是否太鬆,可以改善拉頭的鬆緊度.(3).拉頭咬住佈邊時,慢慢倒回拉頭直到佈邊從拉頭中鬆開為止.(4).洗滌時,拉合拉鏈,固定拉頭,防止拉頭損壞拉佈或佈料.(四)拉鏈的長度設定運算:基本上拉鏈的長度廠家設定為200碼.單位長度拉鏈算法:單位用量=200÷可切條數可切條數= 200×36÷(單位長度+0.25)(五).使用拉鏈拉頭應注意的幾點:拉鏈,拉頭的配色(內外部的顏色要求),拉鏈的規格應用(部件位置的不同拉佈的用法不一).拉鏈與拉頭的配合是否適宜可以采用以下操作檢測:按正常方式穿上拉頭,拉合拉頭時故意讓拉頭與拉齒錯位,然后在錯位部位兩邊進行拉力測試,在規定的範疇內拉鏈齒保持閉合狀況則拉鏈與拉齒的配合狀況良好.二.織帶類織帶以材頎不同可以分為以下幾種:尼龍織帶,pp織帶,特多龍織帶,棉織帶,壓克力織帶.目前使用較為普通的為尼龍織帶和pp織帶兩種.(一).尼龍織帶和特多龍織帶尼龍織帶與特多龍織帶常用的規格有:1.常用厚度:0.35-2.2mm不等.依據客人要求不同可以設定不同規格之厚度.2.常用寬度:1/4”-2 1/2”不等,出歐洲線的規格出用mm表示,如20mm,25mm,30mm 等.具體運用依據客人要求不同可以設定不同規格.3.因加工不同有平口,平紋,細紋,細坑,鎖邊,坑紋等.另外因客人要求不同可以設定不同規格,如織字,織花等.4.在使用上不同的又有中空帶織,無吊紗織帶,編織圓形織帶.PP繩,尼龍繩等5.織帶的平直度與平整度,平整度高低須少於10mm,平直度因長度而異.1000mm少於10mm的左右偏差.(三).尼龍織帶:特點,尼龍織帶手感柔和,表面有光亮度,在使用上耐久性強,可持續十年不改變,價格高,比重大於水,入水下沉.尼龍織帶紗為原紗,在染色時有先染后染之分,但因先染色再織帶在顏色固定上不穩定,所以經常使用的尼龍織帶都是先織帶再染色.(四).特多龍織帶:pp織帶價格低,環保,熔點低,持久性不好,受熱易收縮,在織帶成型時須經過熱壓收縮處理,3-4年易脆化,比重小於水,入水上浮.PP織帶原紗為黑紗,故一般都是先織帶后染色.(五)常用織帶的主要類型尼龍織帶:尼龍KK織帶(美國紋),尼龍十二條組織帶(細坑織帶),尼龍六條組織帶(小波浪織帶),尼龍八條組織帶(坑紋織帶),尼龍雙徑織帶,尼龍三徑織帶,尼龍細紋.等PP織帶P平紋織帶,PP雙徑織帶,PP三徑織帶,PP小波浪織帶,PP細坑織帶,PP坑紋織帶,PP鎖邊織帶,PP平口,PP細紋等.(六).鬆緊帶:一般常用的鬆緊帶設定長度有36碼,48碼,50碼,厚度有1.2mm,1.4mm,不等,寬度有3/8”,1/2”,5/8”,3/4”,7/8”,1”,不等.依據鬆緊帶的鬆緊強度可以有以下幾種:1. 斜紋鬆緊帶(單斜,雙斜):鬆緊力度較鬆,常用於品頎要求不高的產品中.2. 菱織鬆緊帶:鬆緊度較強,常用於袋內筆插,內束衣帶等.3. 加強型鬆緊帶(慢板加強):鬆緊力度較強,用於手機袋.4. 對折鬆緊帶:中間壓中線,常用於包邊.(七).織帶類(含繩帶,鬆緊帶)的運算法則: (單位長度算法)可切條數= 50×36÷(單位長度+0.25)單位用量=50÷可切條數(八)鬆緊帶,PP繩的另外一種計碼方式:以”羅”為單位計碼 (1羅=144碼).PP繩也有用”KG”來計算,故也須了解在采購作業中要求廠家的配合作業.(九).織帶,鬆緊帶,繩帶類的檢驗範疇與方法:1.檢驗範疇: 織帶,鬆緊帶的平直度與平整度,織帶,鬆緊帶的抽紗,接頭,挂紗,紗頭,顏色,厚度,寬度,碼數等.2.檢驗方法:工具有碼尺,厚度計等.(1).目測法 (2).對比法(3). .摩擦色牢度測試三.粘扣帶:(一).粘扣帶的分類,有普通的粘扣帶,二合一粘扣,不起毛粘扣,伸縮粘扣,商標粘扣,軟勾粘扣,等等. 粘扣帶的規格有1/2”,3/8”,3/4”,7/8”,1”……等.(二).粘扣帶的頎量標准:1. 抗熱性,粘扣帶的軟化點為170度.熔解點為210度.2. 抗冷性,零下30度不變頎.3. 耐熱性,正常使用剝離2000次,拉力不低標准的85%,20000次的開合為使用最高頻率,10000次輕微改變.(三).粘扣帶常用設定長度為27.5碼.其運算法則如下:單位用量=27.5÷剪切條數×耗損率剪切條數(整數)=27.5×36÷設定長度四.線類:常用的手袋,箱包用線有尼龍線,特多龍線,SP線,棉線.1.尼龍線,特多龍線的常用表示方式有:#10-420/3 #20-210/4 #30-210 /32.SP線(棉線)的常用表示方式有:#604-20/2#606-20/3 #608-20/4 #30/33.線類的常用以克數或磅來確定數量:尼龍線以克數一般定位為150g/pcs.(一)尼線,sp線磅數換碼數的換算如下:(1磅=452g).SP線:20/2(30/3)─6800Y20/3-4800Y20/4-3400Y尼龍線:#30(210/3)-1500Y#20(210/4)-1050Y#10(420/3)-700Y以上數據只僅供參考,因各廠家的數據有所不同.(二).常用線的用法:20/4,420/3:多用於埋袋,成型等.20/3,210/4多用於本佈或外部用線.包邊等.20/2,210/3:多用於裡佈,拉骨,拉鋼線,假線等.(三).線的運算法則如下:1.單位總規格用量=各規格長度的總和÷每磅線的碼數×倍數(四).線的檢驗1.色牢度2.拉力強度3.紗頭4.毛坯五膠骨類:(一).管條:有單管條(P型條),磅條(U型條),保護管條,扁帶,高彈性管條,圓管條等.1.單管條:直接使用於袋面與圍之間的接合處.也作用於手袋或箱包上的部分的鑲條作用.起支撐或是補強作用.常用的規格有3.0mm,3.5mm,4.0mm,4.5mm等.2磅條:主要作用於手袋或箱包上的彈簧條或是包鋼線之用,常用的規格有4.5mm,5.5mm,5.0mm等3.保護管條:一般用於箱包的四角保護作用,有用磅條,也有射出成型條.4.扁帶:也叫接口膠,一般是用PVC押出成型,厚度常用1.0mm,寬度為3/4”-1”規格.用於單管條或是磅條的接口之用.也有用於包條,扣條用,有平紋,壓花用.5.高彈性管條:材頎為最好的PE材頎,可塑性及彈性的恢復性好,用於代替彈簧條,做前袋面用.6.圓管條:規格從1.0-10.0mm不等,經常用於前袋面的凸條補強,也可包主皮,布裡,織帶做包邊,7mm-9.0mm一般用於手把內襯,包在配皮或是織帶中.管條一般都是以磅或是以公斤來做為計價及采購之依據,因而在運算過程中,必須了解到各廠家的換算公式,(各廠家的換算上均有差異,但基本上的誤差約為5碼左右).(二).管條的運算法則:單位規格的重量=(單位規格長度+1”)÷換算數量×耗率六.三夾板:常用規格有3.0㎜,4.0㎜,5.0㎜.一般廠家常用定做規格為122”×244”.在厚度的運用上也有用到6.0㎜-10.00㎜.三夾板的厚度誤差為0.5㎜.三夾板主要是做為底板或是箱體的補強用,在成品可以看到的部位會用到裡膠或裡佈包裹.三夾板的計價是以才積或張數來算計的.在運算的過程中要注意到單位規格的紋路,以及數據的轉換.單位規格才積=長度×寬度÷144×耗省三夾板主要著重的.第四課題塑膠五金類一.(一).塑膠類:常用的塑膠類有:ABS料,EVA 料,NY料,PC料(防彈膠),PE料,POM料(賽鋼),PP料,PU料,PVC料,TPR料,PS料.PBT 料,PMMA料等.1.TPR:手感軟頎彈性強,耐候性優,耐寒性可達-40度.比重為1.15-1.24,軟化點為100-160度.主要用在起緩衝,震動等物料上,如拉杆,輪組等.可燃性好.2.PVC:柔軟程度可自由調整,耐候性優,耐水性耐藥性好,價格便宜.比重為1.32-1.7.熱變形溫度在62-72度時每平方CM受4.6KG變形.常用在可車式的飾片等.自消性.3.NYLON:強韌耐衝擊,具自潤性,摩擦抵抗力小,耐藥性,耐寒性優,耐油性,吸水性大,尺寸不能有保証,抗酸力弱,比重為1.12-1.15, 熱變形溫度在127-182度時每平方CM受4.6KG 變形.自消性.多用於扣具部分.N6,N66.4.POM(賽鋼): 強韌富彈性,CLIP特性,耐疲勞性特優, 具自潤性,摩擦抵抗力小,耐藥性,耐熱性, 抗酸力弱,抗紫外線弱,熱分解產生福馬林氣體.比重為1.41-1.43,多用於受力部位的扣具. 軟化點為160-170度.可燃性.5.ABS:外觀物性佳,價格合理,電鍍特性優,在低溫時耐衝擊力優,成型收縮力小,尺寸精確度好,抗酸,鹼性. 熱變形溫度在95-112度時每平方CM受4.6KG變形. 可燃性.比重為0.99-1.1.多用於拉杆部件. 可燃性.6.PS:成型性佳,剛性佳,表面硬大,透明度優,抗酸,鹼性.不耐衝擊力,耐熱性弱,可溶於溶劑. 熱變形溫度在82-104度時每平方CM受4.6KG 變形, 可燃性.7.PP,PE在這之前以有做講述,這里不做重復.(二).塑膠類常用的塑膠扣具有插扣類, 調整類, 吊耳類,吊鉤類,手把類,飾片等.。

一.主料包袋用料一般分为主料、配件,主料可分为:布料的构成为:纱:纱的丹尼数的定义(定长):取长9000公尺的纱,若重70G称70D,210G称210D,依此类推,丹尼数越高,纱越粗,布越厚(通常用于长纤纱).纱的支数的定义:取1磅重的纱,其长度为840码的几倍长,即称为几支纱,若长为840码的10倍长即称为10支纱,若有840码的20倍长即称20支纱,依此类推,支数越大表示纱越细(通常用于短纤纱).纱的种类:A.依材质分:1.自然纤维:1)植物纤维:棉(COTTON)麻(JUTE、LINEN、RAMIE)2)动物纤维:毛(WOOL)丝(SILK)2.合成纤维:尼龙(锦纶)(NYLON) 特多龙(涤纶)(POLYESTER又叫TETRON) 亚克力(ACRYLIC) 聚丙烯(PP) 聚乙烯(PE)3.人造纤维:嫘萦(RAYON)又叫人造棉人造丝(VISCOSE)4.混纺纤维:长/短纤混纺纱,有T/R T/C两种B.以亮度分:半光纱/有光纱/三角亮光纱C.以加工分:1.原丝(未加工):UDY(无延伸) POY(半延伸) FOY(全延伸)2.加工丝3.纺纱4.包袱纱D.以纱的股数分:单股双股多股纱材质的分辨:1.棉:立即燃烧,火焰稳定,逐渐熄灭,生白烟,烧焦味,灰色灰烬,SOFT.2.嫘萦:立即燃烧,火焰稳定,立即熄灭,生白烟,烧焦味,无灰烬,SOFT.3.尼龙:先收缩卷曲融化,逐渐燃烧,生白烟,似芹菜味,灰色硬块,有光泽.4.特多龙:先收缩卷曲融化,逐渐燃烧,生黑烟,臭味,黑色硬块,无光泽.5.PE::先收缩卷曲融化后立即燃烧,生黑烟,石蜡味,黄褐色硬块.6.PP:先融化后迅速燃烧,火焰跳动,生黑烟,刺鼻味,黑色不规则硬块. 胚布:A.依织法分(织布机不同):1.针织布:网布美佳布长毛绒剪毛绒耐磨布KEVLA L LYCRA.2.平织布:塔夫塔牛津布CORDURA BALLISTIC.3.斜纹布:3/1斜纹2/2斜纹大斜十字提花格子布沙丁布4.提花布:色纱格子布窗帘布LOGO提花床单桌布5.不织布:丽新布针轧棉(注意厚度/码重/纹路/颜色)平织布,斜纹布,提花布都是由经纬纱上下十字交*织成其织物结构.由经纬纱材质不同/条数不同及织法不同,可变化出各种不同规格的布.其规格表示方法为:420D(经纱丹尼数)*420D(纬纱丹尼数)/50T(经纱条数)*36T(纬纱条数)针织布则是由经纬纱以线环的方式互相编结而成,通常分为经编和纬编两种.常以丹尼数/码重/宽度表示其规格.尼龙布常用规格:70D: 70D*170T+PU1 70D*190T+0.3MM PVC 70D菱形格+PU2+WR/210D:210D*116T+PU1 210D*116T+PU2 210D*118T+0.35MM 平纹PVC420D:420D*86T+PU2 420D*86T+0.4MM PVC 420D大斜+PU2+WR 420D十字提花PU2+WR840D+PU2/PVC 1680D+PU2/PVCCORDURA:500D+PU2+WR/PVC 1000D+PU2+WR/PVC特多龙布料常用规格:75D印花布+0.3MM PVC 150D人字斜+PU1 300D*110T+PU2/0.3MM PVC600D*300D*64T+0.5MM PVC 600D*64T+0.55MM PVC 600D*76T+PU2+WR1200D+PU2+WR/0.6MM PVC 1800D+0.65MM PVC其它常用布种规格:1.PP布:1000D PP平织布+PU2+WR 1200D PP斜纹布+PU2+WR 350D PP斜纹布+PU2+WRPP布的特性质量轻,牢度及固色佳,强度及耐热性好,具抗污及抗菌性,且能够自然分解.2.PE淋膜布:又叫PE塑胶布,是PE平织布上下两面淋膜PE形成.3.经纬纱混织布: 420D*300D N/T 双色十字提花+PU2(有双色效果) T/麻布:300D*12’S/2+0.4MM PVC(进口美国的关税较低)染整的流程:胚布→打色→配布→卷布→投染(褪浆/精炼/染色)→定型(树脂/泼水)→包装之后送印刷/上胶或贴胶1.打色是应考虑后加工贴PVC2.染色分常温(尼龙) 高温(特多龙/平织布/皱皱布),要注意色牢度(日光/水洗/摩擦/抗紫外线)及非偶氮染料(欧洲共同体要求所有的布料不可含有偶氮染料)3.将染出的色布送入定型机,以140~190℃的高温将纱的组织固定住,控制幅宽,手感(加树脂),并做泼水或防火加工.4.色布完成之后处理有以下几种:1).印刷:油墨(滚筒印) 糊印(转轮印) 纸印(热转印) 自动网版2).热压:以高温刻有图案的滚筒接触布面形成图案3).磨毛/起毛/刷毛:以砂纸/针/毛刷接触布面形成绒感毛感4).上胶:在布面平均涂上一层胶水(PU/ULY/色胶/防水透湿),以达到防水/固纱及补强的效果,要注意防水透湿的要求,胶面光雾度及手感不可太硬.5).贴胶:主要分为PVC胶/CPU胶(即EMB胶)/TPE胶/FLEX胶等几种(1).PVC胶:将PVC薄膜与布贴合,以达到防水固纱及强化的效果,要注意手感/纹路/厚度/耐寒低毒.(2).CPU胶:将CPU胶以淋膜的方式均匀的涂抹在布面同样可达到防水/补强/固纱的效果.具有低毒,可自然分解及燃烧不产生毒气等环保特性,要注意手感/纹路/胶色/耐寒等要求.(3).TPE/FLEX胶:目前最环保的胶,用以取代PVC/EMB等胶,TPE胶较为柔软.6).贴合:指将布与PU泡棉/EVA/海棉贴合在一起,以达到补强或其它功能性的作用(垫衬/保温/耐压)皮料可分为:A.天然皮革:(构成的要素为:厚度/纹路/光雾度/上色或透染)1.牛皮:真皮(头层皮)用于皮鞋/皮衣/高级皮件,二榔皮(二层皮)用于运动鞋等一般皮件.2.羊皮:小羊皮用于皮衣/皮鞋/手套等3.猪皮:一般皮件/手套4.鳄鱼皮及鸵鸟皮用于高级皮件.所有天然皮革,在计料及开料时都要预抓最少30%的损耗.B.人造皮革:1.PVC胶皮:1)厚度(0.8MM~2.0MM主要来自发泡层)2)宽度(36” 48” 54”)3)底布(T/C 10P 6P 针织布起毛布不织布注意白布底或染色布底)4)压纹5)表面处理(光雾度印刷植绒轧光珠光镜面)6)手感(软硬度高弹性NAPA)7)用途(包袋箱包代鞋用正鞋用家具用车辆用)8)特殊要求(耐寒耐加硫耐黄变耐曲折耐摩擦止滑低毒)2.PU皮:1)厚度(0.6MM~1.2MM主要来自于布底厚度)2)宽度(36” 48” 54”)3)底布(类似PVC皮)4)表面处理(类似PVC皮)5)压纹(离型纸形成较细纹)6)用途(包袋鞋用家具手套)7)特殊要求及手感3.PVC胶布:构成的要素为1)厚度(0.1MM~1.0MM)2)纹路(滚筒形成)3)手感(一般手感,硬质,半硬质)4)特殊要求(耐寒低毒)4.仿布纹PVC皮:1)纹路(仿210D 仿420D 仿600D 仿1680D 仿沙丁布纹)2)宽度(56”~58”)3)布底(70D,210D,200D/400D,600D/300D,注意是否染色)4)总厚度(0.3~0.5MM)5)手感及特殊要求5.PVC夹网布:1)由尼龙或特多龙经PVC双层贴合而成(因此可做双色效果)2)厚度(0.25~0.65MM)3)底布(210D,420D,250D,840D,600D)4)宽度(54”)5)纹路6)注意光雾度/耐寒/低毒等特殊要求二.副料:带类:1.织带:1)按材质分:尼龙/特多龙/PP/亚克力/棉尼龙和PP织带的区分:一般尼龙织带是先织后染,所以割开后纱的颜色因染色不均会泛白色本纱的颜色,而PP织带因是先将纱染色再织,故不会存在纱成白色的现象;对比下尼龙织带较PP织带有光泽且柔软;通过燃烧的化学反应也可区分;一般尼龙织带价位要高于PP织带特多龙织带较为柔软,且无光泽亚克力织带由特多龙和棉两种材质构成棉织带的价位一般较高2)按编织方法分:平纹/小波纹/斜纹/安全织带/坑纹/珠纹/提花等PP织带按其纱的粗细可分为900D/1200D/1600D;同时我们应该注意织带的厚度,厚度也确定其单价和韧度3)按规格分:10MM/12MM/15MM/20MM/25MM/30MM/32MM/38MM/50MM等2.包边带:1)按材质分:尼龙/特多龙/PP/莱卡等尼龙包边带用的较多,普通主要用于内包边,加厚尼龙包边带用于外部包边,不易起皱特多龙包边带较柔软,且价位高于尼龙,多用于比较柔软布料的包边PP平纹织带多用于大袋子的包边,如浪板袋等莱卡包边带价位高,柔软有光泽,多用在精品袋子上,如GOLF球杆套等2)按纹路分:普通平纹/人字纹等人字纹包边带多用尼龙和PP,尼龙人字带较贵,且收缩性较大,在计料的时候需要注意其宽放;PP人字带现在市场上较多,用于外包边比较漂亮,但纹路有加密与否之分注:主料裁条做包边的时候一定要注意纹路和裁断方法(直裁/斜裁/横裁),以免起皱拉链拉头类:1)拉链:(1)按材质分:尼龙/塑钢/金属/保鲜拉链等(2)按大小分:10#/8#/7#(大5#)/5#/3#等(3)按功用分:百码/条状/防水/反穿等条状拉链分左插式和右插式,而且有开口和闭口/长度的区分防水拉链为反穿,且因上胶的不同分为上雾胶和亮胶2)拉头:(1)按材质分:塑钢/金属/保鲜拉头等(2)按拉片分:普通(无拉片/短拉片/长拉片)/客户专用拉片(3)拉头常用为金属拉头,因其电镀方式不同,可分为电白/沙电/电着黑/烤雾黑/黑镍/古铜/哑铜/挂电白/挂真金等,可参照厂商目录册.电镀方式要注意每批货的色差问题注:拉链拉头一定要配套使用,有时不同厂家的拉链拉头也可能存在不配套的问题松紧带:1)常用松紧带为强力松紧带,可用于笔插/包边等,对折松紧带用于包边比较漂亮,主要日本客户用的较多2)松紧带还有医疗松紧带/针织松紧带等线类:1)线的分类,线一般分0#/10#/30#/40#,种类繁多,有尼龙线/涤纶线/邦迪线/棉纱线/马克线/透明钓鱼线等2)特殊的线有过蜡线/防水线等,同时一般的尼龙线都会过油,在车有的布料(加EMB的布料)的时候需要用到不过油的线,以免渗油,造成布料的脏污;车较薄的布料用40#线,不容易起皱粘扣带(魔术贴):粘扣带分 A B面(即钩面和毛面),厂商生产的规格有16MM/20MM/25MM/38MM/50MM/100MM,依据不同的功用,粘扣带可特殊加工,如耐加硫/耐酚黄/防火带/上CT胶/不起毛/软钩/高周波用粘扣带/自粘式粘扣带等扣具类:1.金属扣具:(1)按功能分:方形扣/日形扣/活动日形扣/圆环/椭圆环/钩扣(旋转和不旋转)/皮带扣和其它特殊用途扣具(2)按电镀方式分:同金属拉片(3)确定扣具的规格主要*其宽度/高度和线径,特殊的扣具需参照厂商目录,不同厂商因其摸具的不同生产的产品也会存在差异2.塑胶扣具:(1)按功能分:日形扣/方形扣/梯扣/插扣/钩扣/多功能扣/绳扣等和塑胶补强片(2)按材质分:常用的为塑钢和尼龙材质,尼龙材质价位较高标类:1.金属标2.烙印标,烙印标材质分PVC和矽胶(矽利康)3.布标和缎标类:如样品标,产地标,CNC标等其它类:1.PE板:PE板主要用于袋子内托成型等,可分为再生料和新料,而新料又可分为发泡和不发泡2.P型管,圆型管:常用规格为2mm/2.5mm/3mm/4mm,有光面/雾面和空心/实心的区别3.轮子轮套:要配套使用,材质分PU和PP等4.拉杆:拉杆的确定主要在于其手擎,马仔,A B长(A为全展开后长度,B为收缩后长度),节数5.压模片三.包材类:1.包材是指用于出货时对袋子的包装材料,它包括对袋子的内部和外部的两方面包装材料,内部的有产地标/吊卡/吊线/枪针等,外部包装包括PE袋或PO袋/纸箱(CTN)等2.外箱(CTN)个价的计算公式:个价=(长+宽+2)*(宽+高+1)*单价/1000平卡的计算公式:个价=(长+0.5)*(宽+0.5)*单价/1000。
第1篇一、培训背景随着我国经济的快速发展和消费市场的不断扩大,手袋行业呈现出蓬勃发展的态势。
为了适应市场需求,提高产品质量,提升企业竞争力,手袋厂需要不断加强员工队伍建设,提高员工的综合素质和专业技能。
本培训计划旨在通过系统化的培训,提升员工的专业技能、团队协作能力和职业道德,为企业的长远发展奠定坚实基础。
二、培训目标1. 技能提升:通过培训,使员工掌握手袋生产的基本工艺、操作流程和质量控制标准,提高生产效率和产品质量。
2. 知识拓展:拓宽员工的知识面,使其了解手袋行业的发展趋势、新材料、新技术,提高员工的创新意识和适应能力。
3. 团队协作:培养员工的团队协作精神,提高团队凝聚力,形成良好的工作氛围。
4. 职业道德:加强职业道德教育,提高员工的职业素养,树立企业良好的社会形象。
三、培训对象1. 新入职员工:针对新入职员工开展入职培训,使其尽快熟悉企业文化和工作环境。
2. 在职员工:针对在职员工开展技能提升、知识拓展和职业道德等方面的培训。
3. 管理人员:针对管理人员开展领导力、沟通协调和团队管理等方面的培训。
四、培训内容1. 手袋生产基础知识:- 手袋行业概况- 手袋材料与工艺- 手袋设计原理- 手袋生产流程- 手袋质量控制标准2. 专业技能培训:- 手袋制作工艺- 手袋缝纫技巧- 手袋表面处理- 手袋装配与包装- 手袋检测与维修3. 知识拓展:- 手袋行业发展趋势- 新材料、新技术应用- 市场营销策略- 企业管理知识4. 团队协作:- 团队建设与沟通- 团队协作技巧- 团队冲突处理- 团队激励与考核5. 职业道德:- 职业素养与职业道德- 企业文化与价值观- 员工行为规范- 社会责任与公民意识五、培训方式1. 课堂讲授:邀请专业讲师进行理论讲解,结合实际案例进行分析。
2. 实操训练:组织员工进行实际操作,现场指导,提高员工的实践能力。
3. 参观学习:组织员工参观先进的手袋生产企业和展会,拓宽视野,学习先进经验。
手袋箱包基础知识及成本核算成本分析培训一、手袋箱包基础知识(1)码、尺、寸、分的认识:手袋厂使用的钢尺和软皮尺,是以英寸作单位的。
码:英文YARD,用字母“Y”表示。
尺:英文FOOT,用字母“F”表示。
寸:英文INCH,用字母“IN”。
其中进率换算关系:1码=3英尺1英尺=12英寸=30.48cm1英寸=8英分(特别要牢记)=25.4mm所以:1英分=1/8英寸=3.175mm1/2英分=1/16英寸1/4英分=1/32英寸0.25分=0.03125”=1/324.25分=0.53125”=17/320.5分=0.0625”=2/324.5分=0.5625”=9/160.75分=0.09375”=3/324.75分=0.59375”=19/321分=0.125”=1/85分=0.625”=5/81.25分=0.15625”=5/325.25分=0.65625在手袋厂,手袋纸格的最大误差值为1/32英寸,(即英寸作单位的钢尺的最小刻度)手袋成品允许的最大误差值为1/16英寸。
在中国长度换算中:1米=3尺(市尺、市寸);1尺=10寸;1寸=10分。
许多人在运用1英寸=8英分时,和中国尺1寸=10分混淆。
例如中国尺3寸过1分可记作3.1寸或31/10寸,而用英尺量得长度为8寸过1英分,也记作3.1或31/10寸这就错了。
因为英尺里的刻度,每1寸内分成8格,记作31/8或3.125寸才对。
3.1=\=3.125;31/10=\=31/8。
又如4英寸过5英分,记作45/8才对,记作45/10或41/2都错,为了避免差错,我们在进行出格运算和计料时,都选用分数表示.4寸过5分,就记作45/8,切记,运用英尺,分母是8。
(2)分数的基本性质及其运算:由于我们运用了表示长度,当我们要核算材料总长或周长,进行出格运算时,就得要认识分数的基本性质及其运算规律。
分数的基本性质:分数的分子和分母都同乘以或除以同一个数(零除外),分数的值不变。
员工培训基础知识开料:讲授开料的基本知识和要点;1、介绍开料的工作内容,要用到的工具以及怎样使用工具。
2、讲解怎样识别料与皮,什么是560P纸或360P纸等,材料的区分及手袋的基本结构。
3、怎样认识纸格,以及怎样摆放纸格并讲授一些实例操作,讲解怎样节约材料,提高开料速度及技术,例如:开碰口要注意直口一定要直并往内少许倾斜,开油边边袋直口一定要注意边位直不能有Y位,开皮要大小纸格配搭,怎样避免油边:1、介绍油边是做什么事,需要用到哪些工具以及怎样使用工具。
2、讲解皮料边油颜色区分等材料的区分及手袋的基本结构3、怎样辨别边油颜色,浓稀度讲授油边手法,举实例来保证产品质量例如:怎样才会使边油不上边,油边要达到什么效果才可能,打磨怎样打打才能使边不起粒等实例。
铲皮:1、介绍铲皮是做什么事,要用到哪些工具,操作时要注意安全(因用电)2、讲解皮、料等材料的区分及手袋的基本结构3、教其在操作时要注意的事项,例如:开机前要10秒种才可以正常操机。
铲皮怎样调刀铲斜刀、直刀,按边搭位等位置铲法。
直口要铲多宽边铲多厚,铲转弯部位应要怎样铲法等实例上料:1、介绍上料是做事什么事,怎样操作3、教其在操作时要注意的事项,例如:材料要区分颜色,对准单号、款号、数量、颜色,并怎样把材料整合在一起并怎样检查材料质量是否合格及有无遗漏。
台面:1、介绍台面是做什么事,怎样操作及使用工具。
2、讲解皮、料等材料的区分及手袋的基本结构3、教其在操作中须注意的事项,例如:怎样正确适用铁锤等工具,辨别胶水的种类,胶纸的种类及性能用途,擦胶水、边、套袋、包底搭位,打五金的正确操作方法及注意事项,并分析如方法错而导致的后果,怎样去检验所出来是否合格,从而使其本人能够在工作中达到自检要求。
车位:1、介绍车位是做什么事,怎样操作及使用工具;2、讲解皮、料等材料的区分及包的基本结构;3、在操作中须注意事项,例如:开电车后10秒钟才能生产,下班拉掉电源,清理自己的电位位置,车线的直口太小,线的而距宽窄,线要车直等实例操作;五金:1、介绍打五金具体怎样操作,及运用什么工具;2、分解包的基本结构及五金用途的区分;3、怎样辨别五金颜色,牌子的区分,质量的要求及操作时的注意事项,例如,运用螺丝刀要注意不能刮破袋子,什么牌子的袋子装什么牌子的五金,开钮机要注意安全,装五金要装紧,螺丝不能钮花,五金要用保护纸封好等实例;包装:1、介绍包装是做什么事,具体怎样操作,使用什么工具;〕2、怎样辨别袋子的牌子,颜色、款号的区分及分解包的基本结构;3、指导操作的基本知识及注意事项,例如怎样挑胶水,烧线、塞纸的效果,怎样辨别条码,怎样检查款号的区别等实例。