低合金高强钢的焊接主要问题
- 格式:docx
- 大小:13.31 KB
- 文档页数:1
由于低合金高强钢中的含碳量低,且冶炼过程中严格控制了硫、磷等杂质元素,而锰含量又较高,因此低合金高强钢的热裂纹倾向较小。
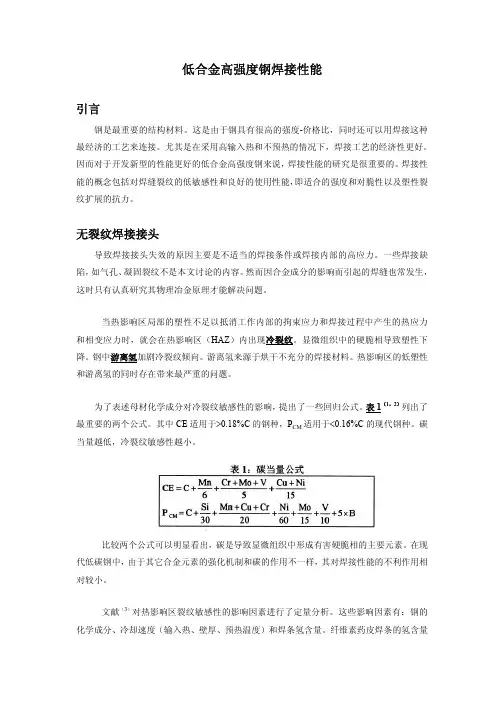
低合金高强钢焊接裂纹主要是冷裂纹,而引起高强钢焊接冷裂纹的主要因素是氢,焊接接头中的氢量含量越高,产生裂纹的倾向就越大。
低合金调质高强钢熔合区附近组织性能及其突变对焊接裂纹的产生极为敏感,焊接裂纹和脆性断裂多发生在这一区域,并且随着钢强度级别的提升,裂纹敏感性越高。
大量研究表明低合金高强钢焊缝中组织通常由先共析铁素体、侧板条铁素体、针状铁素体、细晶铁素体、贝氏体等组织组成, 而先共析铁素体和侧板条铁素体,一般沿晶界生长,铁素体板条粗大,裂纹扩展阻力小,会使接头韧性降低。
低合金高强钢热影响区中的显微组织主要是低碳马氏体、贝氏体、M-A组元和珠光体类组织。
焊丝中合金元素和焊接参数对焊缝显微组织、力学性能具有重要影响已被研究。
研究表明,焊丝中合金元素的含量应随着焊接热输入的增大而增加,从而来抑制铁素体在晶界处的生成,合金元素形成的夹杂物可作为针状铁素体的形核质点。
因此,应增加焊丝中的合金元素的含量,或限制焊接热输入,减少焊接过程中合金元素的挥发。
随着钢种强度级别的提高,焊接热影响区的脆化、软化和裂纹倾向也越来越严重,尤其是800MPa级以上的钢种,焊接热影响区的粗晶区有产生冷裂纹和韧性下降的倾向。
低合金高强钢热影响区可能存在强化效果的损失现象(软化或失强),焊前母材强化程度越大,焊后热影响区的软化程度越明显。
并且在低合金高强钢焊接中为防止焊接裂纹,多采用焊前预热工艺。
如何选择焊接参数,优化焊接工艺,控制热影响区微观组织,避免热影响区脆化的问题,实现高强钢的不预热焊接成为国内外关注的重点。