轴承钢材料及热处理2
- 格式:ppt
- 大小:9.90 MB
- 文档页数:55
轴承钢热处理轴承钢材料检测一、常用轴承材料1、轴承钢的分类1)、铬轴承钢2)、无铬轴承钢3)、渗碳轴承钢4)、不锈轴承钢5)、高温轴承钢6)、防磁轴承钢2、我公司常用材料表1国内外牌号对照表二、轴承钢常用热处理轴承钢热处理轴承钢材料检测,正火是为了消除和改善锻造后的网状碳化物和粗片状珠光体组织。
gcr15的正火温度930-950℃,保温30-60分钟。
2高温扩散退火目的是减小钢材的显微偏析。
gcr15的扩散温度1180-1220℃,保温10小时以上。
3球化退火目的:1)为淬火提供良好的原始组织;2)降低硬度以便于切削加工;3)提高塑性,以便于冷拉等加工。
4去应力退火目的是消除加工应力,减小淬火变形和开裂。
550±10℃保温3-5小时取出空冷或650℃保温3-5小时随炉冷却至550℃后取出空冷。
5再结晶退火目的是消除冷变形引起的晶格扭曲、晶粒破碎或变形,消除冷变形引起的加工硬化和大的内应力。
gcr15的再结晶温度670-720℃,保温2-8小时,具体保温时间视装炉量多少而定。
6淬回火目的是为了提高钢的硬度、强度、耐磨性和接触疲劳强度,并通过以后的回火使钢获得优良的综合机械性能。
gcr15的淬火加热温度820-860℃,保温时间视具体情况而定。
三、高碳铬轴承钢高低倍组织的评定1低倍组织从任意6根圆钢的任意端各取1个试样进行检验。
将试样在温度为65~80℃、50%(质量分数)盐酸(工业用)水溶液中浸蚀25~40分钟,以正确显示钢的低倍组织为准,用目视或不大于10倍放大镜观察,按gb/t18254附录a第1、2和3级别图评定。
中心疏松的评级:主要依据试样中心部位的缺陷大小、数量、聚集程度以及占据的面积。
一般疏松的评级:主要根据试样面上缺陷的大小、数量、所占面积和树枝状晶的粗细程度。
偏析的评级:主要根据试样面上偏析带的组织疏松程度及偏析带的宽度。
经酸浸的试样面上应无缩孔、裂纹、皮下气泡、过烧、白点及有害夹杂物。
gcr15simn热处理工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help you solve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts, other materials and so on, want to know different data formats and writing methods, please pay attention!GCR15SiMn钢是一种重要的轴承钢材料,其性能直接影响着机械设备的使用寿命和性能表现。
轴承钢的热处理方式-回复
轴承钢的热处理方式主要有淬火和回火两种。
1. 淬火:将轴承钢加热到淬火温度,然后迅速冷却,使钢材表面迅速冷却,从而形成硬度高、耐磨性强的表面结构。
淬火温度和冷却速度对最终的性能都非常重要。
2. 回火:将已经淬火的轴承钢加热到回火温度,然后慢慢冷却。
回火可以降低轴承钢的硬度,提高其韧性和抗拉强度,同时改善其机械性能和热稳定性。
以上两种热处理方式都是制造高质量轴承的关键步骤。
不同的轴承钢材料和使用要求都需要采用不同的热处理方式,以达到最佳的性能和使用寿命。
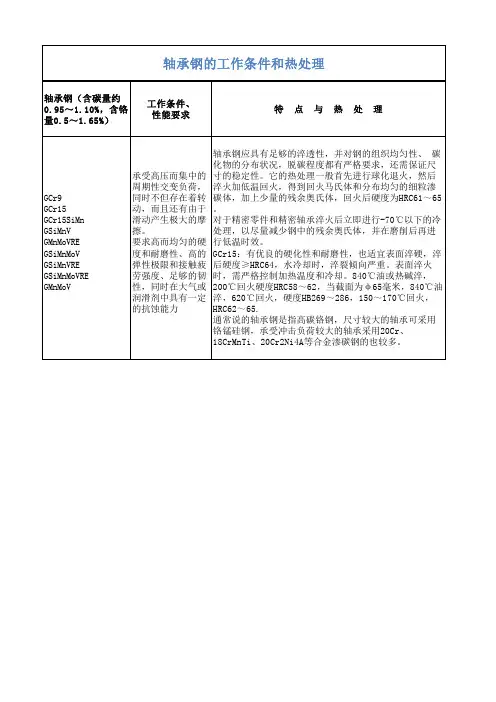
轴承钢(含碳量约0.95~1.10%,含铬量0.5~1.65%)工作条件、性能要求轴承钢的工作条件和热处理特 点 与 热 处 理GCr9GCr15GCr15SiMn GSiMnV GMnMoVRE GSiMnMoV GSiMnVRE GSiMnMoVRE GMnMoV 承受高压而集中的周期性交变负荷,同时不但存在着转动,而且还有由于滑动产生极大的摩擦。
要求高而均匀的硬度和耐磨性、高的弹性极限和接触疲劳强度、足够的韧性,同时在大气或润滑剂中具有一定的抗蚀能力轴承钢应具有足够的淬透性,并对钢的组织均匀性、 碳化物的分布状况,脱碳程度都有严格要求,还需保证尺寸的稳定性。
它的热处理一般首先进行球化退火,然后淬火加低温回火,得到回火马氏体和分布均匀的细粒渗碳体,加上少量的残余奥氏体,回火后硬度为HRC61~65。
对于精密零件和精密轴承淬火后立即进行-70℃以下的冷处理,以尽量减少钢中的残余奥氏体,并在磨削后再进行低温时效。
GCr15:有优良的硬化性和耐磨性,也适宜表面淬硬,淬后硬度≥HRC64,水冷却时,淬裂倾向严重。
表面淬火时,需严格控制加热温度和冷却。
840℃油或热碱淬,200℃回火硬度HRC58~62,当截面为φ65毫米,840℃油淬,620℃回火,硬度HB269~286,150~170℃回火,HRC62~65.通常说的轴承钢是指高碳铬钢,尺寸较大的轴承可采用铬锰硅钢,承受冲击负荷较大的轴承采用20Cr、18CrMnTi、20Cr2Ni4A等合金渗碳钢的也较多。
轴承热处理及金相分析-热处理问题探讨瓦轴质量保证部一、认识钢铁:按照含碳量不同区分轴承FCDP130184670/HCYAD/W283滚子材料:G20Gr2Ni4,含碳量(0.17-0.23%);表面含碳量:≥0.80%。
GCr15,GCr15SiMn,含碳量(0.95-1.05%)铁碳平衡相图1、又叫铁碳相图或铁碳状态图;以铁、碳为组元的二元合金在不同温度下所呈现的相和这些相之间的平衡关系;2、以温度为纵坐标,铁中碳含量为横坐标;3、在接近平衡条件或亚稳条件下(或极缓慢的冷却条件下)。
共析钢奥氏体等温转变曲线图1、GCr15钢为过共析钢;2、不同组织硬度不一样;3、过冷奥氏体等温转变曲线形如英文字母“C”,故又称C曲线,亦称TTT图,如右图所示。
4、等温冷却C曲线分析(共析碳钢)5、最上水平虚线为钢的临界点A1。
6、水平线Ms和Mf为马氏体转变开始温度和终了温度。
7、中间有两条C曲线,分别是过冷奥氏体转变开始和终了线。
8、Ms和Mf之间是马氏体转变区。
9、C曲线区域是奥氏体向珠光体或贝氏体转变区。
影响C曲线的因素碳含量的影响:1、与共析钢相比较,亚共析钢和过共析钢的C曲线都多出一条先共析相析曲线,如下图所示。
因此,在发生珠光体转变以前,亚共析钢会先析出铁素体,过共析钢会先析出渗碳体。
2、轴承钢在零下有存在马氏体转变?金相组织名词解释:奥氏体1、碳溶解在γ铁中形成的一种间隙固溶体,呈面心立方结构,无磁性。
奥氏体是一般钢在高温下的组织,其存在有一定的温度和成分范围。
有些淬火钢能使部分奥氏体保留到室温,这种奥氏体称残留奥氏体。
2、古代铁匠打铁时烧红的铁块即处于奥氏体状态。
铁素体(ferrite,缩写:FN,用F表示)即碳在α-Fe中的间隙固溶体,具有体心立方晶格。
1、铁素体还是珠光体组织的基体。
2、由于α-Fe是体心立方晶格结构,它的晶格间隙很小,因而溶碳能力极差,在727℃时溶碳量最大,可达0.0218%,随着温度的下降溶碳量逐渐减小,在600℃时溶碳量约为0.0057%,在室温时溶碳量约为0.0008%。
轴承圆柱滚动体热处理设计
轴承圆柱滚动体的热处理设计需要考虑以下几个因素:
1. 材料选择:选择适合轴承生产的高质量轴承钢材料。
2. 加热方式:采用感应加热或者盐浴淬火加热方式。
3. 加热温度:加热温度要根据钢材种类、尺寸和用途合理确定,通常控制在 830-880℃。
4. 均热时间:要保证钢材内部温度均匀,均热时间应根据加热温度、钢材厚度和精度要求等因素来决定。
5. 淬火介质:采用合适的淬火介质来控制轴承的组织和硬度。
6. 淬火温度:一般根据轴承的使用条件和负荷要求来选择淬火温度。
7. 回火工艺:在淬火后需要回火处理,回火工艺也是根据轴承的使用条件来确定的。
以上是轴承圆柱滚动体热处理设计需要考虑的因素,需要具体根据所用轴承的具体情况来进行设计和调整。
轴承钢淬火工艺轴承钢是一种应用广泛的工业材料,用于制造各种类型的轴承。
为了提高轴承钢的硬度和耐磨性,通常需要进行淬火处理。
淬火是通过快速冷却来改变材料的晶体结构,从而使其达到所需的性能。
本文将介绍轴承钢淬火工艺的基本原理和步骤。
轴承钢淬火的基本原理是利用材料的热处理特性,通过加热和冷却来改变其结构和性能。
在淬火过程中,轴承钢先经过加热到一定温度,然后迅速冷却至室温或低于室温,使其在固态转变时快速形成马氏体结构。
这种结构具有高硬度和强度,能够提高轴承钢的耐磨性和使用寿命。
轴承钢的淬火工艺包括以下几个基本步骤:1. 加热:将轴承钢加热到适当的温度,使其达到奥氏体区域。
在加热过程中,要控制加热温度和保持一定的保温时间,以确保材料均匀受热,并使组织结构达到理想状态。
2. 淬火:在加热到适当温度后,迅速将轴承钢冷却至淬火介质中,如水、油或盐溶液中。
冷却速度很快,使奥氏体迅速转变为马氏体,从而提高材料的硬度和强度。
3. 固定:在淬火后,要对轴承钢进行固定处理,即加热至一定温度,保温一段时间,然后冷却,以消除残余应力和提高材料的稳定性。
4. 回火:淬火后的轴承钢通常会变脆,需要进行回火处理来调节其硬度和韧性。
回火是将材料加热至一定温度,保温一段时间,然后冷却至室温。
通过回火,可以使轴承钢达到适当的硬度和韧性,以满足不同的工程要求。
总的来说,轴承钢淬火工艺是一种重要的热处理方法,可以显著改善轴承钢的性能和使用寿命。
通过控制加热温度、冷却速度和固定、回火处理等步骤,可以使轴承钢达到理想的组织结构和性能。
淬火工艺的优化对于提高轴承钢的质量和效率具有重要意义,需要在实际生产中进行精心设计和调整,以确保轴承钢具有优异的性能和可靠性。
轴承钢热处理应注意的几个问题,很专业硬度1.退火硬度:热处理前要检验退火状态零件的硬度及组织。
GCr15:179-207HB(88-94HRB),其他为179-217HB(88-97HRB)。
若硬度不合格(过高、过低或不均匀),都要认真分析原因,可能对淬火产生影响(如,硬度不够,脱碳,过热,椭圆大等)。
2.淬回火硬度:壁厚不大于12mm时,淬火后≥63HRC,回火后60-65HRC;可能会遇到客户提出特殊的硬度要求,如61-64HRC等,但回火后硬度公差范围要大小于3HRC;正常淬火时,硬度值主要取决于回火温度。
3.硬度均匀性:标准规定,同一零件硬度均匀性一般为1HRC;外径大于200mm,不大于400mm时为2HRC;大于400mm时为3HRC.硬度不合格的表现:(1)硬度高:淬火温度高或加热时间长,冷速过快,碳势高(有增碳)。
(2)硬度低:淬火温度低或加热时间短,冷速慢,碳势低(有脱碳),材料脱碳。
(3)硬度不均匀:淬火温度低或加热时间短,冷速慢,材料脱碳,棍棒阴影。
金相组织1.马氏体正常情况下,GCr15的淬火温度为840 ℃左右,一般不超过850℃。
GCr15SiMn的淬火温度为820℃左右,一般不超过835℃。
过高或过低的温度会造成马氏体的过热或欠热。
标准规定马氏体1—5级合格(微型零件1—3级)。
加严为1—4级。
对于壁厚小(一般6-7mm以下)的产品可以1—3级。
马氏体粗细主要与加热温度和加热时间有关。
2.贝氏体贝氏体等温淬火一般使用的材料为GCr15 和GCr18Mo,GCr15钢加工的零件有效厚度多是控制在30mm内,GCr18Mo可以扩展到65mm。
加热温度:不论是GCr15还是GCr18Mo,温度多865~890℃;等温温度:不论是GCr15还是GCr18Mo,其Ms点一般为225℃,等温温度常用235-245℃。
保温时间:一般不应小于4小时。
按JB/T1255标准评定1-3级合格,贝氏体主要与加热温度和加热时间,等温温度及时间有关。
轴承钢的锻造及热处理工艺轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及一定韧性,淬透性好,对硫和磷控制极严,是一种高级优质钢,可做冷做摸具钢。
比重:7.81(一)轴承钢锻造温度(1)始锻温度:1150(1120)终缎温度:850(800)度。
(2)锻造前清除表面缺陷,尽量预热后在快速加热。
(3)温加工时,应避免200~400度的蓝脆区。
热加工时,应避免进入高温脆区(大于1250)。
应尽量避免进入热脆区(800~~950度)。
(二)锻后热处理(1)锻后————预先热处理(球化退火)————最终热处理(淬火+低温回火)(2)球化退火目的:降低硬度,便于加工,为淬火做准备。
球化退火过程:加热到750~~770度,保温一定时间,在缓慢冷却到600度以下空冷。
(3)各种轴承钢淬火+低温回火及硬度表钢号淬火温度及淬火介质低温回火硬度HRCGCr6 800~820 水或油 150~170 62~64GCr9 800~830 水或油 150~170 62~64GCr9SiMn 810~820 水或油 150~160 62~64GCr15 820~846 油 150~160 62~64GCr15SiMn 800~840 油 150~170 62~64(三)淬火及淬火介质(1)淬火颜色(经验) 白色最硬而脆,黄色硬而韧,兰色软而韧。
(2) 淬火介质A 水:一般温度不超过40度,不得有油,肥皂等杂质。
B 盐及碱的水溶液:水中加百分之5~10的盐或碱。
盐溶液冷却速度是水的十倍,硬度高而均匀,但组织应力大,有一定的锈蚀作用。
温度小于60度。
碱溶液(苛性纳水溶液)腐蚀性大,适应范围小。
C 油:包括机油,锭子油,变压器油,柴油等。
可减小变形与开裂。
不适用碳钢。
油温度:在60~~80度,最高不超过100~120度。
(四)回火温度轴承钢采用低温回火。
温度:150~250度。
可在保持高硬度和高耐磨性的前提下,降低内应力和脆性,以免使用时崩裂或过早损坏。
轴承钢热处理工艺参数(1)一、轴承钢的类型类型钢号备注高碳铬不锈轴承钢9Cr18, 9Cr18Mo GB3086-82渗碳轴承钢G20CrMo,G20CrNiMo, CG20rNi2Mo,G20Cr2Ni4,G10CrNi3Mo,G20Cr2Mn2MoGB3203-82高碳铬轴承钢GCr6, GCr9, GCr9SiMn, GCr15,GCr15SiMnYJZ84二、轴承钢预备热处理规范钢号工艺名称工艺要点硬度(HBS)9Cr18退火800~840℃保温3-6h,以10~30℃/h,冷至700℃保温3-6h,,以小于90℃/h冷至600℃,出炉空冷fficeffice" />正火850~870℃保温3-6h,以小于90℃/h冷至600℃,出炉空冷9Cr18Mo 退火850~870℃保温3-6h,以10~30℃/h,冷至700℃保温3-6h,,以小于90℃/h冷至600℃,出炉空冷≤255正火850~870℃保温4-6h, 以小于30℃/h冷至600℃,出炉空冷GCr6退火790~810℃保温3-6h, 10~30℃/h,冷至600℃,出炉空冷正火900~950℃保温后空冷,大件风冷GCr9退火790~810℃保温2-6h, 以10~30℃/h,冷至650℃以下,出炉空冷179~207等温退火790~810℃保温2-6h,炉冷至710~720℃保温1-2h,再炉冷至650℃以下,出炉空冷207~229正火900~950℃保温1-2h,,分散空冷,大锻件风冷270~390高温回火650~700℃保温后空冷229~285GCr15退火790~810℃保温2-6h, 以10~30℃/h,冷至650℃以下,出炉空冷170~207等温退火790~810℃保温2-6h, 炉冷至710~720℃保温1-2h,再炉冷至650℃以下,出炉空冷207~229正火900~950℃保温1-2h,,分散空冷,大锻件风冷270~390高温回火650~700℃保温后空冷229~285GCr15SiMn退火790~810℃保温2-6h, 以10~30℃/h,冷至600℃以下,出炉空冷179~207等温退火790~810℃保温2-6h, 炉冷至710~720℃保温1-2h,出炉空冷207~229正火900~950℃保温10~90min,出炉空冷270~390G20Cr2Ni4A退火800~900℃,炉冷≤269软化退火680~700℃,空冷≤321正火890~920℃,空冷高温回火640~670℃保温4-6h,空冷≤269Cr14Mo4V退火880~1000℃保温4-6h, 以15~30℃/h,冷至740℃再以15~30℃/h,冷至600℃保温2-5h,,出炉空冷197~2419Cr18Mo退火850~870℃保温4-6h, 以30℃/h,冷至600℃,出炉空冷≤255轴承钢热处理工艺参数(2 )三、轴承钢淬火回火工艺参数钢号淬火回火加热温度(℃)冷却方式硬度(HRC)回火方式硬度(HRC)9Cr18800~850(预油 ffice150~160℃3h,空冷≥60。