切削加工工艺基础 第4讲 典型表面的加工方法精品文档88页
- 格式:ppt
- 大小:3.72 MB
- 文档页数:88

1.零件表面的切削加工成形方法在切削加工过程中,机床上的刀具和工件按一定的规律作相对运动,通过刀具对工件毛坯的切削作用,切除毛坯上多余金属,从而得到所要求的零件表面形状。
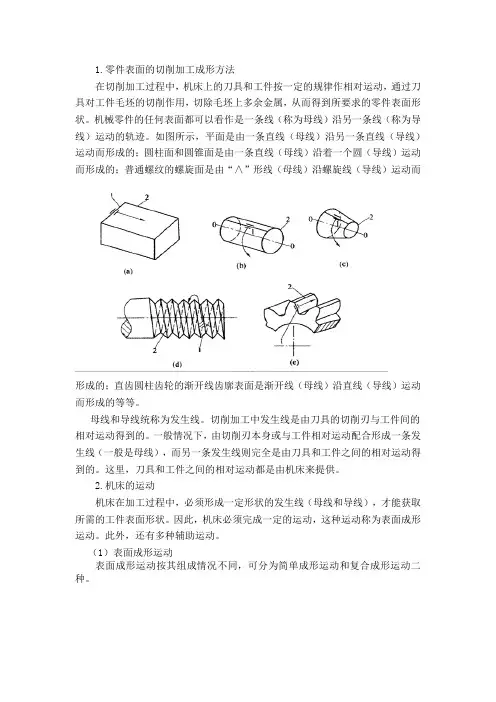
机械零件的任何表面都可以看作是一条线(称为母线)沿另一条线(称为导线)运动的轨迹。
如图所示,平面是由一条直线(母线)沿另一条直线(导线)运动而形成的;圆柱面和圆锥面是由一条直线(母线)沿着一个圆(导线)运动而形成的;普通螺纹的螺旋面是由“∧”形线(母线)沿螺旋线(导线)运动而形成的;直齿圆柱齿轮的渐开线齿廓表面是渐开线(母线)沿直线(导线)运动而形成的等等。
母线和导线统称为发生线。
切削加工中发生线是由刀具的切削刃与工件间的相对运动得到的。
一般情况下,由切削刃本身或与工件相对运动配合形成一条发生线(一般是母线),而另一条发生线则完全是由刀具和工件之间的相对运动得到的。
这里,刀具和工件之间的相对运动都是由机床来提供。
2.机床的运动机床在加工过程中,必须形成一定形状的发生线(母线和导线),才能获取所需的工件表面形状。
因此,机床必须完成一定的运动,这种运动称为表面成形运动。
此外,还有多种辅助运动。
(1)表面成形运动表面成形运动按其组成情况不同,可分为简单成形运动和复合成形运动二种。
如果一个独立的成形运动是单独的旋转运动或直线运动构成的,则此成形运动称为简单成形运动。
例如,用车刀车削外圆柱面时工件的旋转运动B1产生圆导线,刀具纵向直线运动A2产生直线母线,即加工出圆柱面。
运动B1和A2是两个相互独立的表面成形运动,因此,用车刀车削外圆柱时属于简单成形运动。
如果一个独立的成形运动,是由两个以上的旋转运动或(和)直线运动,按某种确定的运动关系组合而成,则此成形运动称为复合成形运动。
例如,用螺纹车刀车削螺纹表面时,工件的旋转运动B11和车刀的直线运动A12按规定作相对运动,形成螺旋线导线,三角形母线(由刀刃形成,不需成形运动)沿螺旋线运动,形成了螺旋面。
零件表面的切削加工成形方法零件表面可看成是一条母线沿着另一条导线运动的轨迹。
母线与导线统称为形成表面的生线。
切削加工时,详细实现这两根生线的是刀具的切削刃与工件的相对运动,并通过此运动将工件的表面切削成形。
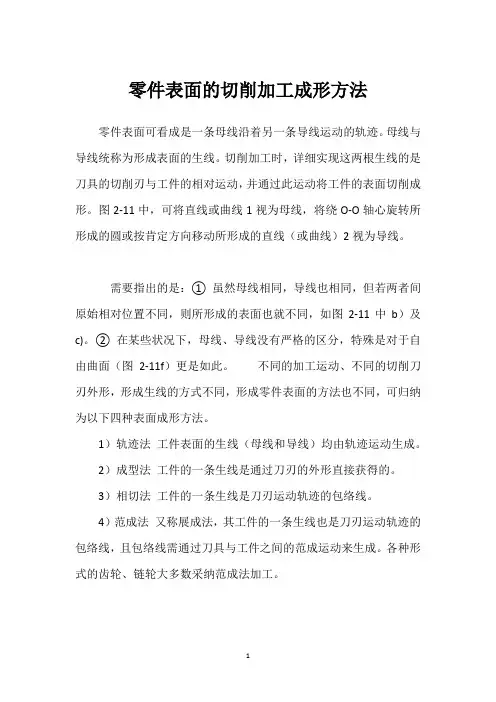
图2-11中,可将直线或曲线1视为母线,将绕O-O轴心旋转所形成的圆或按肯定方向移动所形成的直线(或曲线)2视为导线。
需要指出的是:① 虽然母线相同,导线也相同,但若两者间原始相对位置不同,则所形成的表面也就不同,如图2-11中b)及c)。
② 在某些状况下,母线、导线没有严格的区分,特殊是对于自由曲面(图2-11f)更是如此。
不同的加工运动、不同的切削刀刃外形,形成生线的方式不同,形成零件表面的方法也不同,可归纳为以下四种表面成形方法。
1)轨迹法工件表面的生线(母线和导线)均由轨迹运动生成。
2)成型法工件的一条生线是通过刀刃的外形直接获得的。
3)相切法工件的一条生线是刀刃运动轨迹的包络线。
4)范成法又称展成法,其工件的一条生线也是刀刃运动轨迹的包络线,且包络线需通过刀具与工件之间的范成运动来生成。
各种形式的齿轮、链轮大多数采纳范成法加工。
1。
第十一章零件典型表面的切削成形方法机械产品都是由零件组成的。
尽管机械零件的种类很多,形状各异,但都是由一些最基本的几何表面(外圆、孔、平面等)组成的,而每种表面又有不同的加工方法。
由于不同加工方法的加工质量、加工时间、加工费用是不相同的,正确选择加工方法对保证产品质量,提高生产率和经济性有着重要意义。
本章将介绍组成零件的几种典型表面的加工方法和加工方案,并进行了分析比较,为学习第十二章(机械加工工艺过程)打下必要的知识基础。
第一节外圆表面加工外圆表面是轴、套、盘等回转体类零件最基本的组成表面之一。
其主要技术要求一般包括尺寸精度、表面粗糙度,重要的表面还包括圆度、圆柱度等形状精度,以及同轴度、圆跳动量、全跳动量等位置精度。
外圆表面常用的加工方法有车削、磨削、研磨和超级光磨等。
一、外圆表面的车削(一)常用车床类型及应用范围1.普通车床在各种车床中,该机床用得较多,所占的比例较大。
其主要特点是通用性强,加工内容广,但生产率低,因此适用于单件小批加工。
2.六角车床由于该机床的回轮(或转塔)刀架能安装较多数量的刀具,并有轴向、径向定距切削装置,因此,不仅适合加工较复杂的回转类零件,并且生产率也明显高于普通车床,因此适用于较大批量加工较复杂的中小型零件。
3.自动、半自动车床这两类车床由于自动化程度高,故生产率亦高。
但是由于在每种零件加工前需要设计、制造专用靠模、凸轮等自动控制元件,调整也较复杂费时,生产准备周期长,因此适用于大批量生产。
4.立式车床该机床适于加工直径大而长度短的大型盘、套类零件,在重型机械制造部门应用较多。
5.数控车床该机床不仅具有加工过程自动化、效率高的特点,而且具有改变加工对象只需改变其控制程序即可的特点。
因此,该机床与一般自动、半自动机床相比具有很大的灵活性、适应性,数控机床已达到较广泛的应用。
但由于该机床技术复杂,造价高,故仅适用于中小批量加工形状较复杂的回转体类零件。
(二)车床上常用夹具及应范围1.三爪自定心卡盘这是车床上最常用的夹具,所谓自定心是指在平面螺纹驱动下,能保证三个卡爪同步径向移动,可自动定心且夹紧迅速。
切削加工工艺1. 引言切削加工是一种常见的金属加工方法,广泛应用于制造业领域。
切削加工工艺涉及到刀具的选择、刀具路径的规划、切削参数的确定等方面的内容。
本文将介绍切削加工工艺的基本原理和常见的操作技巧。
2. 切削加工原理切削加工是通过切削刀具对金属工件进行切削,去除工件上的材料,以达到所需的形状和尺寸。
切削加工的原理主要包括下面几个方面:•切削刀具的选择:根据工件材料的硬度、切削目标以及生产效率等因素,选择合适的切削刀具,如铣刀、车刀、钻头等。
•切削路径规划:在切削过程中,需要确定刀具路径以及切削的方向,以确保切削质量和加工效率。
•切削参数的确定:切削参数包括切削速度、进给速度、切削深度等,这些参数的选择需要考虑工件材料、切削刀具以及加工质量要求等因素。
•切削润滑:在切削加工过程中,润滑剂的使用可以减少摩擦,并防止切削过程中产生的热量损坏工件和刀具。
3. 切削加工操作技巧3.1 选择合适的切削刀具在切削加工工艺中,选择合适的切削刀具是至关重要的。
以下是一些常见的切削刀具及其适用范围:•铣刀:用于在平面、曲面上进行铣削加工,可分为面铣刀、侧铣刀、直铣刀等。
•车刀:主要用于车削工艺中,分为外圆车刀和内圆车刀。
•钻头:用于钻孔操作,有直柄钻头、螺纹钻头等各种类型。
3.2 设计合理的切削路径切削路径的设计对于加工质量和效率具有重要影响。
在设计切削路径时,需要注意以下几点:•避免重复切削:避免在同一位置进行多次切削,以防止工件表面出现划痕。
•合理分配切削负荷:在切削路径中,应合理分配切削负荷,以避免切削过程中产生过大的热量导致刃口磨损。
•最小化切削次数:尽量减少切削次数,以提高加工效率。
3.3 确定合适的切削参数切削参数的选择对于切削加工工艺具有重要意义。
以下是一些常见的切削参数及其影响因素:•切削速度:切削速度过高会导致刀具过热,速度过低会降低加工效率。
•进给速度:进给速度的选择与加工质量要求以及切削刀具的特性密切相关。