第42页/共71页
第43页/共71页
第44页/共71页
第45页/共71页
第46页/共71页
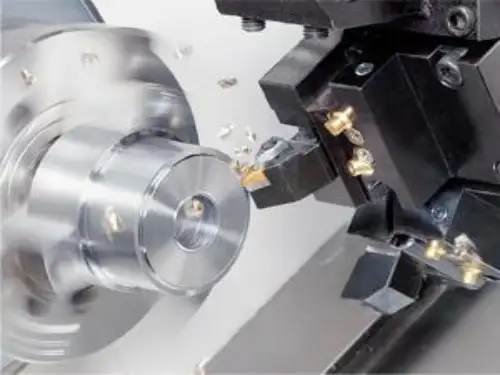
7.6 切削力
一、切削力的来源与分解
金属切削时,刀具切入工件使被切金属层发生变形成为切屑所 需要的力称为切削力。
金属切削时,力来源于两个方面:
•其一是克服在切屑形成过程中工
件材料对弹性变形和塑性变形的变 形抗力;
第14页/共71页
注释:
1、主运动可以使旋转运动,也可以是往复运动; 2、主运动只有一个,进给运动可以一个以上。 3、主运动可以是工件来实现(车外圆),主运动 也可以是刀具来实现 (切断、刨、铣加工);
第15页/共71页
3、切削过程中,工件上三个不断变化的表面
第16页/共71页
四、切削用量
切削用量是用来表示切削加工中主运动和进给 运动参数的量。
切削用量包括:
•切削速度 •进给量 •背吃刀量三个要素。
第17页/共71页
1、切削速度Vc
在单位时间内,工件和刀具沿主运动方向相对移动的距离, 单位为m/s。
(1)主运动为旋转运动时,切削速度Vc计算公式为:
vc
dn
1000
(m /
s)
式中:d-工件待加工表面直径(mm) n-工件或刀具每分(秒)钟转数(r/s)
•表面粗糙度对零件的耐磨性、抗腐蚀性和配合性质等有很大影
响。它直接影响机器的使用性能和寿命。
•一般来说,零件的表面粗糙度越小,零件的使用性能越好,寿
命也越长,但零件的制造成本也会相应增加。
•国家标准GB/T1031-1995规定了表面粗糙度的评定参数及其
数值。常用的评定表面粗糙度的参数是轮廓算术平均偏差Ra值。