乙腈水分离ASPEN讲义
- 格式:pptx
- 大小:134.43 KB
- 文档页数:6


将乙腈与水分离的方法将乙腈与水分离的方法:一、蒸馏分离1、将乙腈和水混合,放入一个蒸发器中,武器侧加入蒸汽;2、因乙腈和水的蒸发温度不一样,乙腈蒸发温度较低,随着蒸汽的加热,温度越来越高,乙腈的沸点会在一定温度下蒸发;3、当乙腈沸腾时,乙腈首先会从蒸发器管子中蒸发出来;4、蒸发的乙腈会形成一个液体/气体混合物,其中乙腈就是沸腾液体,液体由蒸发器出口即受热物出口,进行冷却处理,乙腈就会沉淀;5、冷却后的液体被过滤,乙腈由滤饼出来,然后经过凝固过程,乙腈就分离出来了;二、混合物抽提1、将水和乙腈投入不相溶的溶剂中,通常选用乙醇、乙醚等溶剂;2、将溶剂内的混合液体进行攪拌,同时加热至蒸熱;3、由于乙腈是醇类溶剂易溶物,乙腈会溶解到溶剂中;4、最后冷却溶液,乙腈会析出,可以将乙腈沉淀出来,进行回收;三、凝膠分离1、将乙腈和水放入容器中,加入的凝膠的量依据乙腈的浓度而有不同;2、由于乙腈在凝膠表面上较易析出,较大分子的水则留在凝膠核心处不能被分离;3、放置一段时间后,乙腈会析出,将乙腈和凝膠分离后,即可回收乙腈;四、气液分离1、将乙腈和水分别放入不相溶的分配液中,通常采用乙醇、尿素、氯仿或杂环烃等混合液。
2、放入混合好的分配液,加入催化剂,将挥发油和水发生催化反应;3、排出反应气体,减少压力,分离出气体中的乙腈;4、分离下来的乙腈用一定的方法进行回收和深度分离;五、加压分离1、将相比沸点低的乙腈和水混合在一起;2、将混合物加入加压容器,加热至加压容器在一定温度时,有一定的压力;3、在一定的温度下,乙腈沸点低于水,温度高于水沸点,乙腈会以气体形式持续从容器中蒸发,从而实现乙腈和水的分离;4、乙腈气体回收气体进行冷却,将乙腈液体蒸馏回收,乙腈就可以完成回收。
ASPEN-PLUS模拟计算甲醇、水、乙腈三元体系的乙腈提纯实验以硫酸二甲酯和氰化钠在水溶液中直接反应制得乙腈反应产物。
混合产品用碱等化学方法处理。
主要成分为乙腈、水、甲醇、硫酸钠和甲酸钠。
这种单相混合系统,根据不同的沸点,常压蒸馏法可用于分离有机物从水相中,但由于甲醇、乙腈和水会形成共沸混合物,所以液为蒸馏水、乙腈和甲醇的混合三元,其中绝大部分是水(超过45%)和乙腈(51%或更少),甲醇含量低(4%或以下)。
对三元混合物系进行精馏提纯。
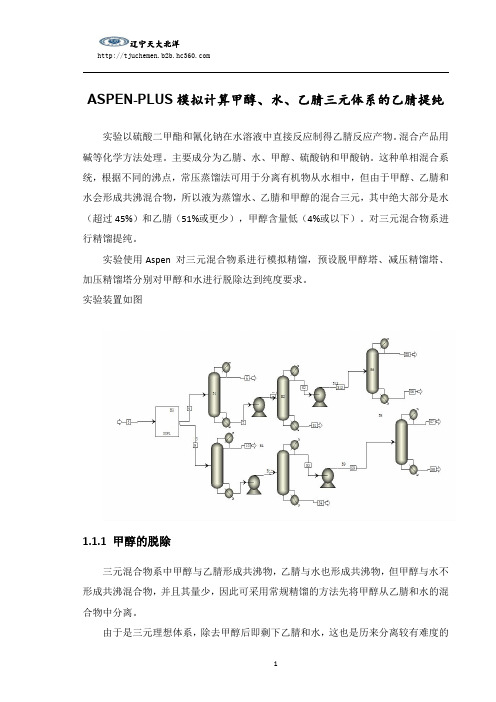
实验使用Aspen对三元混合物系进行模拟精馏,预设脱甲醇塔、减压精馏塔、加压精馏塔分别对甲醇和水进行脱除达到纯度要求。
实验装置如图1.1.1甲醇的脱除三元混合物系中甲醇与乙腈形成共沸物,乙腈与水也形成共沸物,但甲醇与水不形成共沸混合物,并且其量少,因此可采用常规精馏的方法先将甲醇从乙腈和水的混合物中分离。
由于是三元理想体系,除去甲醇后即剩下乙腈和水,这也是历来分离较有难度的精馏,在下文工业精馏模拟中也有提到。
1.2实验原料实验乙腈原料组成(质量分数)为:乙腈50.00%,丙烯腈0.35%,氢氰酸3.40%,水42.95%,其他2.3%。
原料设计进料量为300Kg/h。
1.3乙腈产品质量指标表2.1乙腈产品质量指标项目优级品一级品合格品外观无色透明无悬浮物无色透明无悬浮物透明无悬浮物允许带微黄色色度号(铂-钴)≤10≤10≤200.781~0.7840.781~0.7840.781~0.784密度(20℃/(g*cm-3)沸程(101.33kPa)/℃80.0~82.080.0~82.080.0~82.0酸度(以乙酸计)/%≤0.03≤0.06≤0.05 W(水分)/%≤0.3≤0.3≤0.5W(氢氰酸)/%≤0.001≤0.002W(氨)/%≤0.0006≤0.0006W(丙酮)/%≤0.005≤0.005≤0.005W(丙烯腈)/%≤0.01≤0.03≤0.05W(重组分(含丙腈))≤0.1≤0.5/%W(铁)/%≤0.00005≤0.00005W(铜)/%≤0.00005≤0.00005纯度/%≥99.5≥99.0≥98.01.4实验流程采用的分离工艺流程由脱氢氰酸塔、化学处理单元、脱丁二腈塔、减压精馏塔、加压精馏塔组成。


乙腈-水的变压精馏分离模拟与优化杨倩;王彩琴【摘要】利用乙腈-水体系在不同压力下共沸点有较大的变化特性,采用变压精馏对该物系进行高纯度的分离研究.基于Aspen Plus流程模拟软件,采用WILSON物性方程进行模拟,模拟结果表明:在0.35 MPa和0.101 MPa下,共沸点组成变化为8%;采用高压塔和低压塔工艺,可以有效分离,得到纯度较高的乙腈与水,其中高压塔塔板数30,进料位置15,回流比为1,采出率为0.199;低压塔塔板数24,进料位置第10块板,回流比0.2.%Pressure swing distillation was used for the separation of acetonitrile and water since the azeotropic point of the system varies with pressure. Based on Aspen Plus simulation software , using the WILSON physical equation to simulate, the results showed:the composition of azeotrope changed to 8%due to the pressure changed from 0.35 MPa to 0.101 MPa. So the process of high pressure tower (HP) and low pressure tower (LP) was taken into consideration, which could get a higher purity of acetonitrile and water. For HP tower,30 of theoretical plate numbers, 15th of the feeding plate and 1 of reflux ratio, in which the bottom rate of the feed ratio was 0.199. For LP tower , the plate numbers were 24 with the feed position 10th plate in the reflux ratio of 0.2.【期刊名称】《浙江化工》【年(卷),期】2018(049)005【总页数】4页(P28-31)【关键词】变压精馏;流程模拟;共沸;回流比【作者】杨倩;王彩琴【作者单位】陕西能源职业技术学院, 陕西咸阳 712099;陕西能源职业技术学院,陕西咸阳 712099【正文语种】中文0 引言乙腈是优良的有机溶剂,能溶解多种有机、无机和气体物质,能发生典型的腈类反应,是重要的有机合成中间体;此外,在织物染色、照明、香料制造及感光材料制造中也有许多用途[1]。

8 高级精馏8.1 三相精馏例1:水和醇的分离题目内容:1、分离甲醇、丙醇、丁醇和水的混合物。
要求塔底产品中醇的摩尔百分含量不超过0.1%。
2、分析油相返回塔的百分数对产品纯度的影响。
主要掌握内容1、有效相的选择2、三相计算3、radfrac模块中水槽(decanter)的应用。
4、油相、水相概念5、存在三相平衡情况平衡级的判断已知条件:1、进料组成和条件组分流量(kmol/hr)methanol CH4O 3.01-propanol C3H8O-1 1.75n-butanol C4H10-1 2.65water H2O 38.00温度(C)70压力(atm) 1.52、塔的规定塔板数22塔顶冷却器形式全凝器在沸器釜式再沸器进料板8水槽(decanter)20塔顶采出量 3 kmol/hr回流量150 kmol/hr(L1)塔顶回流罐压力1atm塔底再沸器压力 1.3 atm3、水槽(decanter)的规定水相全回流,L2-spec=1.0 塔底水的摩尔含量为0.999 温度为30C气油比0.6油相返回量0.3~0.94、计算规定使用三相物系5、温度顶温60C底温110C6、物性方法UNIFAC8.2 塔的一些复杂规定例2 乙烯精馏塔的模拟题目内容:分离甲烷、乙烷、乙烯和丙烷的混合物。
要求侧线产品中乙烷摩尔百分含量不超过0.06%;塔底产品中乙烯摩尔百分含量不超过0.99%。
主要掌握内容:1、Heaters-coolers2、Pumparound3、中间冷凝器4、中间再沸器5、塔内某一板上产品组分纯度的规定已知条件:1、进料组成和条件组分流量(kmol/hr)methane (c1) CH4 0.4ethylene (c2-) C2H4 2557.3ethane (c2) C2H6 597.5propylene (c3) C3H6-2 0.6压力25.6 kg/sqcmvapor fraction 1.02、塔的条件塔板数120冷却器类型部分冷凝进料板95再沸器类型釜式再沸器侧线出料位置103、pumparound 规定95块板采出采出量为:2850 kmol/hr汽化份率:0.94、塔的规定塔顶冷凝器所提供的冷量为0.12 mmkcal/hr侧线采出量为2540 kmol/hr塔顶采出量为13.5 kmol/hr第二块板的热负荷-22.5 mmkcal/hr冷凝器压力19.33 kg/sqcm再沸器压力21.13 kg/sqcm5、温度stage 1 -35Cstage 2 -32Cstage 120 -10C6、设计规定控制第二块板的热负荷,使侧线乙烷的摩尔含量为0.0006 控制侧线采出量,使乙烯再塔底的摩尔含量为0.00997、物性方法:RK-SOA VE8.3 RADFRAC收敛问题例3:水/烃的分离题目内容分离丁烷、己烷和水的混合物主要掌握内容1、复习三相精馏2、塔的收敛已知条件:1、进料组成和条件组分流量(kmol/hr)n-butane C4H10-1 0.4n-hexane C6H14-1 2557.3water H2O 597.5压力 1 bar温度60C2、塔的条件塔板数8冷却器类型全凝器进料板 5再沸器类型釜式再沸器4、塔的规定塔顶采出量为12 kmol/hr塔釜蒸汽上升量50 kmol/hr冷凝器压力 1 bar再沸器压力 1 bar7、物性方法:UNIFAC例4:烃类组分的分离题目内容分离丙烷、正丁烷和正癸烷的混合物主要掌握内容1、收敛情况的判断2、结果的可用性3、塔的输入条件的合理化分析4、收敛方法的选取已知条件:1、进料组成和条件组分流量(kmol/hr)n-butane C4H10-1 100 propane C3H8 100n-decane C10H22-1 200压力 2 kg/cm2温度60C2、塔的条件塔板数10冷却器类型部分冷凝器进料板9再沸器类型釜式再沸器4、塔的规定塔顶采出量为200 kmol/hr塔釜蒸汽上升量200 kmol/hr冷凝器压力 1.03 kg/cm2第二板压力 1.2 kg/cm2再沸器压力 1.5 kg/cm25、物性方法:RK-SOA VE例5:四氢呋喃与己烷的分离题目内容:分离四氢呋喃、正己烷和水的混合物。
乙腈分离过程模拟研究魏奇业(吉林化工学院,吉林吉林132022)摘要:本文在对乙腈分离过程物系特点进行分析的基础上,在Aspen Plus中建立了流程的模拟模型,计算结果显示该流程的产品质量及产品收率均能满足要求。
文中还分析了循环物流量对产品质量及能耗的影响,确定了在不显著增加能耗情况下保证产品质量最佳的循环物流量。
关键词:乙腈;分离;模拟中图分类号:TQ028 文献标识码: ASimulation of Acetonitrile Separation ProcessWei Qiye1(1. Jilin Institute of Chemical Technology, Jilin 132022, Jilin, China)Abstract:In this paper, simulation model of acetonitrile separation process has been set up in Aspen Plus based on analyzing properties of the acetonitrile mixture. The results meet the requirements on product quality and product yield. The influence of recycle stream load on product quality and energy consumption has been analyzed and recycle stream load that optimizing product quality without increasing energy consumption remarkably has been found. Key words: acetonitrile;separation;simulation1 引言乙腈主要用作医药及石油化工精制的溶剂,也是一些化工产品生产的原料。
乙腈-水共沸体系的变压精馏模拟与优化侯涛1,高晓新2【摘要】利用Aspen Plus化工模拟流程软件对乙腈-水共沸体系进行变压精馏模拟分离研究。
选择UNIQUAC物性计算模型确定变压精馏的工艺流程,通过灵敏度分析模块分别考察高压塔和常压塔的进料板位置和回流比对分离效果的影响。
模拟结果表明,当塔操作压力为350kPa,塔板为30块,进料板为第10块塔板,回流比为1.5,在塔底可以得到质量分数为99.7%的产品乙腈。
【期刊名称】石油化工高等学校学报【年(卷),期】2014(000)002【总页数】5【关键词】乙腈-水;变压精馏;模拟;优化在化工、医药等生产过程中,乙腈能发生典型的腈类反应,并被用于制备许多典型含氮化合物,是一个重要的有机中间体。
在溶剂回收过程中经常遇到乙腈和水的分离问题。
但是,乙腈和水物系形成二元最低共沸物(恒沸物)[1]。
溶剂回收时要得到高纯度的乙腈,用常规精馏无法完成[2]。
对于共沸精馏[3]、萃取精馏[4]这些特殊精馏方式[5],通常要引入分离介质,能耗较高,而且产品中容易夹带分离介质。
当共沸物系对压力变化敏感时,可以采用变压精馏的方式进行有效分离,避免引入其它物质增加后续分离[6-9]。
二元恒沸物随着操作压力的改变,共沸组成也随之改变,二元恒沸物会在某个压力下消失,或在适当的压力范围内,共沸组成的摩尔分数变化大于5%时,可以采用在不同压力下串联操作的两个不使用溶剂的塔,这种过程称为变压精馏或双塔精馏。
变压精馏是通过改变压强跨过共沸组成从而对共沸体系进行有效分离的过程。
由于乙腈-水共沸体系对压力变化比较敏感,本文通过Aspen Plus对乙腈-水体系进行变压精馏模拟,并通过灵敏度分析模块考察分离塔的进料板位置和回流比对分离效果的影响[10-11]。
1 特性计算模型和压强的选择1.1 物性计算模型的选择选择合适的物性计算方法是模拟结果好坏的关键。
ASPEN PLUS软件中有比较全面、完善的物性计算模型,模型如图1所示。
建立如图所示的流程图。
流程的描述:原料在合适的位置进入低压塔TOWER1,塔顶出共沸组成,塔底为水出口;塔顶共沸组成经泵加压后进入高压塔TOWER2,塔底为合格的已经产品,塔顶为高压下共沸物,循环回一塔TOWER1。
(2)物性方法的选择根据文献介绍,用ASPEN物性数据库中的NRTL模型计算得出的乙腈-水共沸物的汽液平衡数据和实际值基本一致,故选用NRTL模型为本次模拟的物性方法。
(3)模拟参数进料组成为60%的乙腈和40%的水(质量分数),假定流量为100kg/h。
分离出的产品:99.9%乙腈(质量分数)。
(4)两塔的压强的确定根据变压精馏的原理可得,不同压力下的共沸组成差别越大,循环的物流量就越少,循环量越少,那么能耗就会相应地降低;但是高压或者是真空下操作又会影响我们塔的投资费用。
经过文献调研,吸取他人的工程经验最终选择0.4bar和3.5bar。
作为塔的操作压力。
根据变压精馏的原理可得:当压力确定时,流程中每一股物流的量大致是确定的。
可以根据公式(书上的公式)计算出。
也就是说,塔的塔顶采出率和塔底采出率都是定值,也只有在这个定值下,流程才能够物料守恒而收敛。
同时由于,如果两塔同时给定塔顶采出率或者塔底采出率时,很难收敛。
故选择TOWER1给定塔顶采出率,TOWER2给定塔底采出率。
所以,先计算出大概的初值,然后再在附近调试,是流程能够顺利收敛。
最终初次收敛时的参数如下图所示:TOWER1的初始参数如下图所示:TOWER2初始参数如下图所示:(6)流程的优化(这个想一想)根据变压精馏的原理(1)分离要求对回流比无明显要求,0.1,0.01,0.001都能满足分离要求。
(可能没到那个限度吧?思考ing)(2)鉴于此,将回流比分别定为0.001和0.005;在此回流比下对塔板数进行灵敏度分析,观察塔板数和进料位置对产品纯度的影响。
低压塔的灵敏度分析:S-1:进料位置为3;最终选择8块板。
S-2:塔板数为8;最终选择3.高压塔的灵敏度分析:S-1:进料位置为3;最终选择10块板。