移印丝印知识
- 格式:pdf
- 大小:241.47 KB
- 文档页数:15
喷油、丝印、移印、电镀常识一、相关测试1、附着力测试:5%2、甩油测试:10%3、擦油测试:30%(10循环)4、耐酒精测试:30%(15循环)5、浓度测试:20ml量杯,8.5’~10’二、喷油1.1什么是手喷用压缩空气作为动力使涂料(或油漆)从喷枪嘴中喷出呈漆雾状而涂表面的一种方式。
1.2手喷的优缺点优点:油漆快干,,密着性好,高效对涂面几何结构复杂的表面大都能获得涂层。
缺点:生产效率低,耗损量大,扩散到空气中的油漆对人体有害,故施工环境要求有良好抽风通风装置。
1.3工艺流程工件(素材)→专用治具架或架子上→拉线→吹物→喷油→拉线(烤拉)→检查→自然风干→包装(或丝印/移印)。
1.4手喷枪及其操作1.4.1喷枪:(Spray Gun)简称喷枪,本厂所使用喷枪属于压力型喷枪(Pressure TypeSpray Gun)。
1.4.2操作的基本原理:当压缩空气从喷枪嘴吹出时,在喷嘴口处形成负压区,大气压把油漆从漆路压到喷嘴处,从而被吹散成雾状漆,均匀地喷涂于工件上。
1.4.3操作要求a、喷枪压力:4.0~4.5×105Pa油漆的浓度:8.5~10.0Sb、喷枪与工件的距离:20~40cm为宜c、喷枪移动的速度:30~60cm/s1.5什么是油漆(涂料)呢?指含有或不含有颜料的树脂或油制成的混合液体涂于需装饰物(工件)表面经干燥、硬化成坚韧之涂膜,起到保护、装饰作用。
1.6油漆的种类a、硬胶漆:用来喷硬胶:如ABS、GPPS、HIPS、ect。
b、软胶漆:用来喷PVC、PC、ect。
c、含金油漆:用来喷在合金件静电油层上。
注:通常软胶油漆可喷在硬胶上,但硬胶漆则不可喷在软胶上。
电镀件喷油①真空电镀,用硬胶油漆②水电镀,用烘漆,加入适量固化剂。
1.7油漆对喷油件质量影响1.7.1油漆的颜色/粘度/硬细度/干燥速度决定喷油质量。
1.7.2油漆的成膜质量有关的因素表面效果(视觉)①漆膜颜色②漆表面光泽③遮盖力A深层附着力→百格测试B硬度/耐磨度→擦油耐磨C耐冲击性→震箱/投掷D 耐候性→耐水/耐热/老化/酸/碱。

丝网印刷与胶印1丝网印刷是属于孔版印刷,与平印,凹印,凸印一起被称为四大印刷方法。
原理是印版在印刷时通过一定的压力使油墨通过孔版的孔眼转移到承印物上形成图象和文字。
特点:a适应性强:可在平面,曲面,球面,凹凸面的承印物上进行印刷。
B墨层厚度:立体感强,质感丰富,墨层厚度一般可达到30μm左右,而胶印在5-10μm。
C:耐光性强,色泽鲜艳2.干式胶印属于凸版印刷:先将印版图文上的油墨转移到橡胶布辊筒上,然后通过橡胶布辊筒再将油墨转移到印刷品上。
特点:适用于圆柱形,圆锥形和长方形等形状的容器,但非圆柱形容器的印刷比较困难。
采用胶印在容器上多色印刷比丝网印刷经济,故广泛应用。
缺点:印刷光泽度差,图文边缘不清晰,印版网点过小时,网点会渗入橡胶内而使印刷品网点扩大,印刷效果差。
丝印油墨丝印油墨指采用丝网印刷方式时所有的油墨称为丝印油墨。
编辑本段丝印油墨种类虽然丝印油墨属于印刷油墨的一种,但区分丝印油墨的种类方法非常的多。
主要的分类方法有如下几种:根据油墨的特性区分种类:可分为荧光油墨、亮光油墨、快固着油墨、磁性油墨、导电油墨、香味油墨、紫外线干燥油墨、升华油墨、转印油墨等。
[1] 根据油墨所呈状态区分种类;胶体油墨,如水性油墨、油性油墨、树脂油墨、淀粉色浆等。
固体油墨,如静电丝网印刷用墨粉。
根据油墨的特性区分种类:可分为荧光油墨、亮光油墨、快固着油墨、磁性油墨、导电油墨、香味油墨、紫外线干燥油墨、升华油墨、转印油墨等。
根据承印材料区分种类:纸张用油墨:油性油墨、水性油墨、高光型油墨、半亮光型油墨、挥发干燥型油墨、自然干燥型油墨、涂料纸型油墨、塑料合成纸型油墨、板纸纸箱型油墨。
织物用油墨:水性油墨、油性油墨、乳液型油墨等。
木材用油墨:水性墨、油性墨。
金属用油墨:铝、铁、铜、不锈钢等不同金属专用油墨。
皮革用油墨:印刷皮革专用油墨。
玻璃陶瓷用油墨:玻璃仪器、玻璃工艺品、陶瓷器皿用油墨。
塑料用油墨:聚氯乙烯用油墨、苯乙烯用油墨、聚乙烯用油墨、丙烯用油墨等。
丝印、移印知识培训技术部程继超2012-03丝网印刷丝网印刷3、事前准备:1)、图面及版下根据图面确认油墨种类、颜色、印刷位置及部品材质适合的副资材。
版下是制作(拆分)菲林的重要依据,也是判定印刷内容正确与否的重要依据。
2)、菲林制作菲林是根据版下内容由专业公司或设备制作的胶片(底片)。
它的作用类似照相底片。
3)、选择适合的丝网类型适合的材质,常用的丝网类型有:绢丝网、尼龙丝网、涤纶丝网、(镀金属聚酯丝网)、不锈钢丝网等。
丝网印刷相同目数不同丝径的丝网特性对比如下:丝网印刷网版的制作过程1、剪裁丝网。
(四周比框宽约2厘米)2、绷网--绷紧丝网,然后脱脂。
3、刮板--在暗房中将网版上涂布一定厚度的感光浆,然后烘干。
4、贴合--将制版菲林(底片)与丝网贴合,并用胶纸将四周固定。
网版的制作过程5、曝光--放入晒版机曝光(时间3分钟)*如使用手工晒版机要用玻璃及重物压紧。
*手工晒版机要盖上遮光布曝光,时间3分6、显影并干燥。
钟。
印刷过程1、部品放入固定治具。
2、清洁部品表面。
3、放下网版。
4、刮油墨。
印刷过程*注意刮刀的角度,以及均匀用力。
5、抬起网板,取下部品。
6、检查部品。
45°~60°丝网印刷技术的要素丝网印刷技术的要素丝网印刷技术的要素丝网印刷技术的要素手工印刷的注意事项三、手工印刷技术注意事项:1、丝网的类型,尤其是丝网的质量及网版的张力。
2、网距及离开角度的调节。
3、产品定位的准确性,如固定位置稳定性、与网框的平行度、网框材料的稳定性。
4、刮刀的选择,即刮胶的硬度、刀口打磨的精细度等。
印刷过程中还要注意刮墨的压力、速度、角度。
5、印刷之前要先确认网板、样板、油墨、产品是否正确。
6、丝印效果要与样板一致,如:位置、大小、颜色。
7、在印刷光面产品时要注意:不允许直接接触到产品表面,印刷完毕后等产品表面油墨干燥后,再贴保护膜。
移印移印二、常见的气动移印机及工作原理1、自动单色机(根据产品大小分大、中、小型)。
丝印与移印的区别丝印的原理通过胶头的作用将刻在钢板上的图案转移到工件上,类似日常工作中的盖章通过胶刮的压力将油墨从网版的网孔中渗透到产品上,形成图案印刷联盟。
1、印刷面积移印的印刷面积有一定的限度,目前国内最大的印刷面可做到150*450MM,但不是满版印刷,而是间断字符类,满版印刷的话,目前最大作到直径300MM,但跟随的耗材成本(胶头)会很高印刷面积基本上无限制,平面类满版印刷可达到1500*2000MM,耗材(网版)的成本较低,并可重复利用2、产品外形对外形没有限制,平面,曲面,波浪面,只要是胶头形变可到达的地方均可印刷产品的印刷面要求平整,纯平面或者规则的曲面3、印刷品质:高4、套色移印机在一台机台最多可做12个套色,一次性将产品印出,并且成本较低,适合普遍工厂的投资丝印机也可以做多色套印,但多色套印的丝印机价格非常昂贵,不适合一般工厂投资,手工的走台一次性多色套印占地大,人工多印刷联盟。
5、特点移印的墨层较薄,可以在任何表面印刷套色,表现出非常好的色彩表现力及印刷适应性,俗称万能印刷,除水和空气不能印之外,任何物体均可用移印印刷丝印的墨层厚,印刷出来的图案立体感强,用手都可触摸到凹凸感,适合高档产品的表面印刷,色彩表现力非常好,多色套印较麻烦,对产品的表面要求是规则的平面或曲面,有一定的印刷范围局限性中国中部。
移印的原理移印的原理是把所需印刷的图案先运用照像制版的方法,把钢版制成凹版再经由特制硅胶印头转印在被印物上,并且可依产品的材质不同,调制专用的油墨,以使品质得到保证设备耗材。
移印机的流程分为下列四点:1.由毛刷将油墨均匀覆盖在钢版上中部印刷。
2.由刮墨钢刀将多余油墨刮除中国中部。
3.由印头下降到钢版将图案内的油墨沾起印刷联盟。
4.由印头移位下降至产品将图案盖上印刷工具。
移印机适用行业:塑料业、玩具业、玻璃业、金属业、电子业、体育用品、文具业、光学业、ic封装业等中部印刷。
移印机适用范围:尺、笔、球形物、洋娃娃眼睛、手表、照相机、吹风机之外壳、陶磁、医药器具、球拍、录音带、电子零件、ic、cpu、dram、计算机外壳、按键、装饰标志、手机机壳等之印刷中部印刷。
[关闭窗口]胶浆直接印刷 转印昇华油墨 网点55-63 120-35 77-61 120-35 63-48 71-61 织物印刷大面积家居织物印刷(如毛巾等)较软滑的印刷品(如桌布及窗帘) 较软滑及轻量印刷品(如围巾) 较软滑及轻量印刷品(如人造织物) 特轻质织物(特幼线条效果)49-71 43-80 55-63 55-63 79-45 71-4579-45 120-35 90-35陶瓷印刷 照光层/水膜印刷 玻璃印刷,通常到精细 打底颜色表面颜色/转移印刷 网点及线条印刷金黄色与光泽的准备工作31-100 63-63 43-80 100-40 79-45 150-30 100-40 165-30 120-35 165-30 62-70 43-80 100-43 77-61 150-35 100-43 165-30 120-35 180-30物件印刷 遮盖力强油墨,大面积, 网点与细线印刷100-40 120-35 120-35 165-27140-35 150-30 150-30 180-27100-43 150-35 120-35 180-30二、感光胶工作图示指引 1.配制感光胶 APLUS 2000 PLUS 6000 PLUS 7000PLUS 8000 BAatosol 2000 Aatosol 3000 PIUS IISp -1200H C直接使用PLUS 1-SR XL PF-28 PF-28A2.涂布、干燥曝光指引(100-40目/厘米白色丝网)LAMP DISTANCE PLUS 1-SR PLUS IIClassisPLUS2000PLUS6000PLUS7000PLUS8000XL PF-28PF-28A2Kw MH120cm40-60 secs3-4 mins3-4 mins4-5 mins3-4 mins3-4 mins30-5030-5030-50 5Kw MH120cm10cm10-30 secs1-2 mins 1-2 mins2-3 mins1-2 mins1-2 mins15-2515-2515-25 COLOUR 颜色蓝蓝紫紫蓝蓝蓝蓝蓝固体含量35%34%34%44%34%38%42%42%38%粘度70-75 poise 60-65poise60-75poise60-65 poise70-75poise65-70poise------------------------------------------------------------------------------------- 三、感光膜操作图示指引1.网版前处理2.贴膜、干燥3.揭膜4.曝光、显影、干燥曝光指引(100-40目/厘米白色丝网)曝光灯距离CapilleX15CapilleX18CapilleX25CapilleX35CapilleX50MS-15MS-302Kw120cm1分钟2分钟2分钟3分钟5分钟50秒80秒5Kw120cm40秒1分钟1分钟 1.5分钟 2.5分钟20秒35秒四、曝光时间测定准确的曝光时间,可借助曝光时间曝光片测量。
移印和丝印的区别是什么?丝印的原理通过胶头的作用将刻在钢板上的图案转移到工件上,类似日常工作中的盖章通过胶刮的压力将油墨从网版的网孔中渗透到产品上,形成图案印刷面积移印的印刷面积有一定的限度,目前国内最大的印刷面可做到150*450MM,但不是满版印刷,而是间断字符类,满版印刷的话,目前最大作到直径300MM,但跟随的耗材成本(胶头)会很高印刷面积基本上无限制,平面类满版印刷可达到1500*2000MM,耗材(网版)的成本较低,并可重复利用产品外形对外形没有限制,平面,曲面,波浪面,只要是胶头形变可到达的地方均可印刷产品的印刷面要求平整,纯平面或者规则的曲面印刷品质高高套色移印机在一台机台最多可做12个套色,一次性将产品印出,并且成本较低,适合普遍工厂的投资丝印机也可以做多色套印,但多色套印的丝印机价格非常昂贵,不适合一般工厂投资,手工的走台一次性多色套印占地大,人工多。
特点移印的墨层较薄,可以在任何表面印刷套色,表现出非常好的色彩表现力及印刷适应性,俗称万能印刷,除水和空气不能印之外,任何物体均可用移印印刷丝印的墨层厚,印刷出来的图案立体感强,用手都可触摸到凹凸感,适合高档产品的表面印刷,色彩表现力非常好,多色套印较麻烦,对产品的表面要求是规则的平面或曲面,有一定的印刷范围局限性备注具体区别看视频具体区别看视频移印的原理移印的原理是把所需印刷的图案先运用照像制版的方法,把钢版制成凹版再经由特制硅胶印头转印在被印物上,并且可依产品的材质不同,调制专用的油墨,以使品质得到保证。
移印机的流程分为下列四点:1.由毛刷将油墨均匀覆盖在钢版上。
2.由刮墨钢刀将多余油墨刮除。
3.由印头下降到钢版将图案内的油墨沾起。
4.由印头移位下降至产品将图案盖上。
移印机适用行业:塑料业、玩具业、玻璃业、金属业、电子业、体育用品、文具业、光学业、ic封装业等。
移印机适用范围:尺、笔、球形物、洋娃娃眼睛、手表、照相机、吹风机之外壳、陶磁、医药器具、球拍、录音带、电子零件、ic、cpu、dram、计算机外壳、按键、装饰标志、手机机壳等之印刷。
丝印移印菲林基础知识一、印刷菲林输出前检查1、检查文字是否转曲线。
2、如导入PSD图最好转成点阵图,以免出现烂图。
3、检查使用颜色是否为CMYK。
4、检查页面设定是否和文件尺寸相符。
5、检查文字转曲线后,是否有空心字、烂字、走位。
6、检查角线是否与成品尺寸相符。
7、检查角线是否为标准拼版标准色。
8、检查出血位,一般不少于3mm。
二、输出后检查1、检查菲林是否与自己的要求相符。
2、检查菲林有无划伤。
3、检查文字有无烂、丢、走位现象。
4、检查图片有无烂图现象。
5、重叠各色片角线,检查对位是否准确。
三、避免输出陷阱1、彩色图片转为CMYK色彩模式。
2、图片的存储格式少用于JPEG格式。
3、渐变效果最好在Photoshop中制作。
4、不要用白色遮盖作用代替载切。
5、尽量使用常用字体,中英文字不要混用。
6、不轻易使用中文字体的修饰功能。
7、PageMaker排版中尽量少用不常用字体。
8、出血版设置。
9、在深底色的返白色文字,底色尽量用单一颜色。
菲林知识:1、阴阳片的了解:根据印刷性质不一样,菲林输出的要求也不同,一般可分为以下几种:(1)、阳片向下(简称正常输出)指显影的药膜面在文字的下方,即正常视觉文字的背面,此输出最为常用,一般实用于胶印行业等。
(2)、阳片向上是指显影的药膜面在文字的上方,即正常视觉文字的正面,此输出常用于丝印行业等。
(3)、阴片向上是指相对阳片输出而言返之输出,并设定药膜向上。
此输出常用于不干胶等。
(4)、阴片向下是指相对阳片输出而言返之输出,并设定药膜向下。
此输出不常用(不要是根据制作人员的制作方便而定)。

移印:采用钢(或者铜、热塑型塑料)凹版,利用硅橡胶材料制成的曲面移印头,将凹版上的油墨蘸到移印头的表面,然后往需要的对象表面压一下就能够印出文字、图案等。
移印工艺适用于各种塑胶、木材、金属、玻璃等材质的平面及规则曲面的印刷。
广泛用于化妆品、玩具、电器、建材、礼品、食品包装、文具、日用品等行业。
水转印水转印工艺水转印技术是利用水压将带彩色图案的转印纸/塑料膜进行高分子水解的一种印刷。
随着人们对产品包装与装饰的要求的提高,水转印的用途越来越广泛。
其间接印刷的原理及完美的印刷效果解决了许多产品表面装饰的难题,主要用于各类陶瓷,玻璃花纸等的转印。
一.转印物体广泛★形形色色贴花纸。
1.印刷陶瓷贴花纸。
可用于陶瓷餐具.陶瓷水具等各类日用陶瓷的图案制作,更可用与腰线、装饰瓷砖、装饰陶瓷等建筑用瓷砖的制作2.印制玻璃花纸。
可用于玻璃水具、玻璃杯瓶、广告杯、各类玻璃容器及装饰玻璃。
3.印制头盔花纸。
广泛用于摩托车头盔、安全帽等表面花纹图案的制作。
4.运动用品的贴花。
如制作网球拍、钓鱼杆等表面的商标、标志;5.金属管件的贴花。
如制作自行车、摩托车管件的图案、文字等.6.制作玩具车模表面的贴花纸;7.印制木器花纸;8.时尚的纹身贴纸;9.他难以直接印刷品的贴花纸.★应用范围广泛1.汽车用品:仪表盘、控制盘、纸巾盘、茶杯座、磁带架、观后镜框、操作把手、车锁等;2.电子产品:电话、传呼机、录像机、音响、遥控、鼠标、钟表、键盘、摄像头、电吹风等;3.居室用品:沙发、茶几、橱柜、吊灯、烟缸、花瓶、摆设用盛器等;4.日用精品:箱包装饰件、餐具柄、眼睛盒、笔、插笔筒、台历架、艺术像框、球拍、发饰、化妆笔、化妆盒等;5 室内建材:门窗、地板、贴墙板等二.水转印工艺流程制作水转印花纸→花纸浸泡→图案转贴→干燥→成品1.水转印花纸的制作。
根据需要的图案进行电脑处理后输出底片制印版,然后在水转印底纸(经过特殊处理好的纸无需在做处理)上进行各色图案印刷,在印好图案的底纸上再印刷封面油.另一种方法是利用彩色激光打印机直接将图案打印到水转印底纸上而后进行水转印。
移印丝印知识A:移印是一种通过可凹的胶头作中间体,把钢板上的图案转印到物体上的印刷技术。
B:移印时,钢板的深浅、胶头的软硬、大小、形状、油墨的特性,挥发速度、被印刷物体表面特征(光滑或粗糙,弧度大小等),工作环境的控制(例如温度,颜色,湿度,防尘等)。
必须处理好上述相关参数的变化,并加以调整,才能成功的移印。
C:钢板的深浅判断是否合适。
1,用深度计测量,常规移印钢板深度在2.4微米左右。
如细小文字,线条2微米即可。
实体图文,则3微米以下也适合,网点1.6微米可能偏深了。
具体的钢板深浅区别。
2,用实际依图案以及墨层的要求而定。
又如同一种图文,若印刷工作表面粗糙,麻面或光滑,所要求钢板深度又有印刷效果。
例如:如出现回油,图文模糊,较大的可能性为钢板太深,如出现回气泡(沙眼),可能太浅。
如果移印胶头在未印到物体上时,胶头上油墨已偏向干涸,则钢板太浅。
如果胶头上油墨呈现不平整(桔子皮纹),则钢板太深。
由于胶头仅能沾起钢板图案区小部分的油墨,所以蚀刻深度过大不会有任何益处。
蚀刻深度为25微米时,胶头也只能沾起12微米的墨膜,其余部分则留在了钢板上。
由于墨膜包含了至少40%的稀释剂,这部分稀释剂在油墨转移及干燥中完全蒸发掉,所以最后留在被印物上的墨层约为7微米。
D:胶头的选用。
1,有弹性。
2,有弧度。
3,不可无限大。
意即移印不可以印刷大面积的图案,但对不规则形状,凸凹不平的工件印刷则非常适用。
目前胶头颜色多样化(红、白、黄、兰)主要是由于制胶头原材料颜色而决定的。
从移印角度看胶头,颜色并不能对胶头的转移作用(沾墨和脱墨是否完全)造成影响,而制胶头的材料和工艺,才是最重要的。
可艺制作的100多款胶头全部采用水晶模,真空抽气制作出来的。
不但外观光洁平整,即使再精细图线文字也能清晰转移。
而且胶头内无气泡,沙眼,更加持久耐用。
胶头的硬度影响到印品图案的质量及胶头本身的耐用性。
硬胶头能很好的转移图案且耐用性好,但被印物弧形较大时,则采用软胶头,因为它更易于接触到弧形的各个部分胶头必须比图案大一些,因为这样胶头变形量越小,则印刷图案越精确,清晰。
丝印与移印1、絲網印刷原理絲網印刷,是4大類印刷的一種,可稱為特殊印刷, 其歷史最早, 實為灟印之改良, 它是利用一塊絲網訂牢或黏貼在網框上進行印刷, 早期是使用中國之繡花框.。
網版的製法網版的製法是將絲網或金屬網等擴張在木架或金屬架上,在制好之網框上塗上一層感光晒網漿或菲林膜, 代幹燥後便可晒制, 現今採用之晒網方式晒制網版,其精密度已可晒出精細如柯色網點.絲網印刷的用途絲網印刷稱為特殊印刷, 印刷機不能印刷之物料均可用絲網印刷印出, 如立體之物件, 所需的設備很簡單, 而且又不受場地的限制, 同時成本也底, 因此, 只要用有限的資金, 便可以成立一個"絲網印刷"部門來印製相當精良的成品了。
所以一般產業製造商都會在其式產品上採用絲網印刷加印上圖案或商標 . 應用這門技術的行業有五金製品、塑膠製品、布疋印花、玻璃製品.錶面印製、電子線路版印製、金屬腐蝕前之防蝕油印刷、木工印製、美術品複印、紙張及廣告等,絲網印刷比一般印刷用途更廣。
2、晒網漿晒網程序1)選擇一個網框及網紗,用拉網機拉好,用黏網膠黏住,代乾後便可應用.2)先用UL3除油劑清除網紗上之油脂,(會令網版更耐用)再用(粗化劑)對網紗作輕度物理與化學性的磨蝕粗化,而不損網紗壽命.其網版之耐用時間更長,代水份乾後便可應用.3)網版乾後便可上漿,按圖之方法用晒網漿上內二至底三次,水油兩用晒網漿特別適合潮濕天氣防油防水.置放黑暗處代乾後便可晒網應用,不可用熱夙吹乾,否則晒網漿會硬化.4)網漿乾後,便可曝光,用125W之PHILIPS晒網燈約18吋距離晒大約5-10分鐘,便可拿去沖水(顯影),最好用水槍沖洗.直至能清晰看見所有圖案.5)所有圖案完成後,需用吸水器將水份吸乾,否則會出現部份圖案不清晰.6)代水份完全乾後,用硬網水輕輕在其上下塗上一層將網版硬化,其使用壽命特長.7)完成後,需用BLUE FILLER(封網漿)可作綱板針孔修補和填充框邊用,可用刮刀或硬咭紙將封網漿在綱板針孔或框邊輕輕在其上塗上一層,代乾後網版便算完成.間接菲林(紅菲林)晒網程序FIVE STAR(五星紅菲林)間接菲林,簡單易控,線條幼細,對所有網紗有優良黏附力.使用紅菲林通常網紗選用165s-200s,(1)網框-首先制造一個網框(照上列1),拉好網後,(照上列2)清洗網版,無需代乾,保持網版濕潤代用.(2)晒前準備-顯影液(A 粉+B 粉)開約一公升水代用.或雙養水.(3)沖洗菲林用之熱水,最好用沖涼之花灑熱水.(4)爆光-將間接菲林(紅菲林)及你需晒制之圖案菲林并在一起晒大約3-5分鍾.(5)顯影-爆光後菲林放於顯影液內約一分鐘,用花灑熱水沖洗直至圖案完全清晰顯現出來.(6)上網-將顯影後之紅菲林輕輕放於網版上,然後用吸水器吸乾水份.代乾後將身其上之透明膠片撕去便完成.(7)封網-照上列7.值接菲林晒網程序(值接菲林)值接菲林,簡單易控,菲林有多種厚度,可印出平滑圴勺,網版耐用及線條幼細,對所有網紗有優良黏附力.使用值接菲林通常網紗選用120T-165s,(1)網框-首先制造一個網框(照上列1),拉好網後,(照上列2)清洗網版,無需代乾,保持濕潤代用.(2)上網-將值接菲林輕輕放網版上(濕網),然後用吸水器吸乾水份.代乾後將其步上之透明膠紙撕去便完成上網情序.(3)爆光-將間接菲林(紅菲林)及你需晒制之圖案菲林并在一起晒大約3-5分鍾.(4)顯影沖網-用花灑水沖洗直至圖案完全清晰顯現出來.(5)封網-照上列7.舊網重用清除法首先要將網版清潔溧白水-清除(五星紅菲林)間接菲林除鬼影膏-可去除頑固板膜餘漬,功效優良,快捷乾.脫脂劑-清除網紗表面油脂,并可保持網紗濕潤.脫膜粉-快捷去除板膜(晒網漿),令網紗重新使用.脫膜液-快捷去除板膜(晒網漿),令網紗重新使用.3、移印工艺是80年代刚刚传到中国的特种印刷技术,由于其在小面积、凹凸面的产品上面进行印刷具有非常明显的优势,弥补了网版印刷工艺的不足,所以,近年来发展非常快。
移印和丝印区面试知识1. 移印区介绍移印区(also known as 印刷区)是一种常用于印刷和制造业的技术,用于在各种材料上应用图案、文字和标识。
这种技术可以应用于各种领域,包括电子、纸张、塑料、陶瓷、玻璃等。
移印区工艺的基本原理是通过将图案转移到橡皮刷或硅胶刮板上,然后再将图案转移到所需的材料表面。
这种技术能够实现高精度和高分辨率的图案转移,因此在一些需要精细图案的产品上得到广泛应用。
2. 丝印区介绍丝印区(also known as 印花区)是一种用于在各种材料上印刷图案的技术。
它是一种传统的印刷方法,多用于纺织品、陶瓷、塑料、玻璃等材料的印刷。
丝印区的原理是通过将图案转移到绷紧的丝网上,然后使用刮刀将油墨压入图案的孔隙中,最后将图案转移到所需的材料上。
这种技术能够实现较高的精度和色彩鲜艳的图案效果,因此在一些对图案质量要求较高的产品上得到广泛应用。
3. 移印区和丝印区的比较移印区和丝印区是两种常用的印刷技术,它们有一些共同点和区别。
共同点:•都可以应用于各种材料上。
•都可以实现图案的转移和印刷。
•都可以实现较高的精度和图案质量。
区别:•移印区使用橡皮刷或硅胶刮板作为图案转移介质,而丝印区使用丝网作为图案转移介质。
•移印区的图案转移过程需要通过橡皮刷或硅胶刮板来完成,而丝印区的图案转移过程需要通过刮刀来完成。
•移印区可以实现高分辨率的图案转移,而丝印区在图案分辨率方面相对较低。
•移印区适用于需要高精度图案的产品,而丝印区适用于需要色彩鲜艳的图案的产品。
4. 移印区和丝印区的应用领域移印区和丝印区在各自的应用领域中有着广泛的应用。
移印区的应用领域:•电子行业:移印区技术常用于电子产品的标识、图案和文字印刷。
•塑料制品:移印区技术可应用于塑料制品上的图案印刷,如手机壳、电视外壳等。
•玻璃制品:移印区技术可以实现玻璃制品上的图案印刷,如玻璃杯、玻璃餐具等。
•陶瓷制品:移印区技术可以用于陶瓷制品上的图案印刷,如陶瓷杯、陶瓷餐具等。
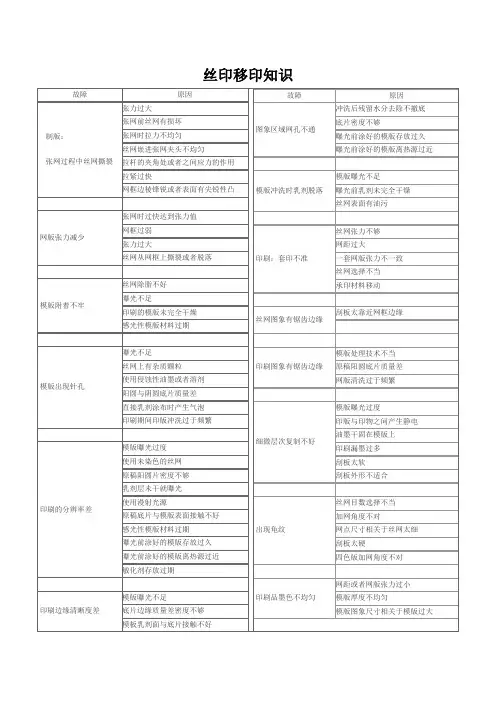
喷油,丝印,移印知识详解喷涂常见次品描述:⼀、喷油1.飞油因套模不正或胶件变形导致油从套缝中飞出2.流油因喷油末⼲⽽流动的油层3.积油喷油不均匀积成油块4.油渍胶件上粘有油质⽽导致喷时不上漆5.油污胶件被油漆污染6.上⾊不⾜喷油时颜⾊没有签板深7.砂孔反映在制品表⾯象砂⼦⼤⼩的孔,打磨后可再加⼯8.⾛位涂层处理位置不正确,同样板有偏差,调整相应机械或⼯具可改善9.起⽛边涂层处理后其边参差不齐,调整丝印⽹版,移印胶头或喷油模可改善10.甩油涂层处理后,表⾯⼀块块脱掉,可改变盛放⽅法及等涂层全⼲后投⼊⽣产11.反底因胶件或油漆的原因令油层遮盖不到胶件的颜⾊12.漏喷油应喷油⽽没有喷油的位置13.刮花胶件或喷油层由于外界碰擦⽽刮花的痕迹14.⾊差涂层颜⾊不⼀致,异于样板,常见于配套配⾊胶件15.哑⾊或称⽆光泽,由油漆质量或喷涂层厚薄所致。
16.拉丝由于涂层太浓,⽽致使移开⽹版,胶头或模具时⽽留下的丝状物17.油⾯末⼲油⾯接触到硬物件时,其硬度不够凹下⼆、移印1.漏印规定移印的位置末有移印2.重印移印过多次,图案上易有叠影3.印错位没有将图案印在规定的位置4.移位移印的图案位置与规定的位置有误差5.变形移印的图案的形状与签板规定的形状不完全相同6.油起⽑因油⼲,机头回转时有油层7.油不清晰因油调得太稀⽽导致移印在啤件上的图案颜⾊不明显8.油不均匀油还没调和,致使移印图案清晰程度不完全相同9.不对⾊移印图案的颜⾊与签板的颜⾊不完全相同10.套⾊偏移套⾊移印时位置发⽣误差11.断线字体或图案⾃某⼀部分断开来,看上去不是⼀个完整的整体三、丝印1.飞油字体、图案边缘出现不规则的图形,⽐原来印出的图案浅⾊2.尘埃字体或图案边缘有多出的⼩点,⼩孔或图形缺损3.漏油在不需要印刷的部位多了⼀些油点,严重的出现⼤⾯积油污4.⼲⽹字体或图案边⾓位变得圆滑、⽆棱⾓或图案变⼩5.起泡印刷⾯上出现⼀粒粒的凹凸不光滑图形,如橙⽪⼀样皱纹6.粘⽹在图案上出现厚薄不均匀现象,有时印出的油很薄,⼲后出现砂孔,有时印出的油很厚,⼲后出现爆裂7.起丝图案边缘出现⼀条条的细丝或相连⼩点喷涂QC⼯作要项1.喷涂QC必须使⽤经批准的参考样板,清楚界定接收/拒收标准。
移印在中国属于特种印刷方式之一,而丝网印刷是中国四大印刷方式之一。
它与平版印刷、凸版印刷、凹版印刷一起被称为四大印刷方法。
丝网印刷属于孔版印刷,在中国,也是特种印刷方式中的一种。
那么这两种印刷方式到底有什么不同呢?现在丝网印刷与移印主要从如下七个方面来区别:定义移印属于特种印刷方式之一。
采用钢(或者铜、热塑型塑料)凹版,利用硅橡胶材料制成的曲面移印头,将凹版上的油墨蘸到移印头的表面,然后往需要的对象表面压一下就能够印出文字、图案等。
移印能够在不规则异性对象表面上印刷文字、图形和图象,现在正成为一种重要的特种印刷。
例如,手机表面的文字和图案就是采用这种印刷方式,还有计算机键盘、仪器、仪表等很多电子产品的表面印刷,都以移印完成。
丝网印刷属于孔版印刷,印版呈网状、版面形成通孔和不通孔两部分,印刷时油墨在刮墨版的挤压下从版面通孔部分漏印在承印物上。
丝网印刷是将丝织物、合成纤维织物或金属丝网绷在网框上,采用手工刻漆膜或光化学制版的方法制作丝网印版。
现代丝网印刷技术,则是利用感光材料通过照相制版的方法制作丝网印版(使丝网印版上图文部分的丝网孔为通孔,而非图文部分的丝网孔被堵住)油画、版画、招贴画、名片、装帧封面、商品包装、商品标牌、印染纺织品、玻璃及金属等平面载体等。
原理移印的原理是把所需印刷的图案先运用照像制版的方法,把钢版制成凹版再经由特制硅胶印头转印在被印物上,并且可依产品的材质不同,调制专用的油墨,以使品质得到保证。
移印刷的原理通俗地说:通过胶头的作用将刻在钢板上的图案转移到工件上,类似日常工作中的盖章。
丝网印刷的原理是在印版(纸膜版或其它版的版基上制作出可通过油墨的孔眼)在印刷时,通过一定的压力使油墨通过孔版的孔眼转移到承印物(纸张、陶瓷等)上,形成图象或文字。
丝印的原理通俗地说:通过胶刮的压力将油墨从网版的网孔中渗透到产品上,形成图案。
特点移印:移印的墨层较薄,可以在任何表面印刷套色,表现出非常好的色彩表现力及印刷适应性,俗称万能印刷,除水和空气不能印之外,任何物体均可用移印印刷。
移印丝印知识A:移印是一种通过可凹的胶头作中间体,把钢板上的图案转印到物体上的印刷技术。
B:移印时,钢板的深浅、胶头的软硬、大小、形状、油墨的特性,挥发速度、被印刷物体表面特征(光滑或粗糙,弧度大小等),工作环境的控制(例如温度,颜色,湿度,防尘等)。
必须处理好上述相关参数的变化,并加以调整,才能成功的移印。
C:钢板的深浅判断是否合适。
1,用深度计测量,常规移印钢板深度在2.4微米左右。
如细小文字,线条2微米即可。
实体图文,则3微米以下也适合,网点1.6微米可能偏深了。
具体的钢板深浅区别。
2,用实际依图案以及墨层的要求而定。
又如同一种图文,若印刷工作表面粗糙,麻面或光滑,所要求钢板深度又有印刷效果。
例如:如出现回油,图文模糊,较大的可能性为钢板太深,如出现回气泡(沙眼),可能太浅。
如果移印胶头在未印到物体上时,胶头上油墨已偏向干涸,则钢板太浅。
如果胶头上油墨呈现不平整(桔子皮纹),则钢板太深。
由于胶头仅能沾起钢板图案区小部分的油墨,所以蚀刻深度过大不会有任何益处。
蚀刻深度为25微米时,胶头也只能沾起12微米的墨膜,其余部分则留在了钢板上。
由于墨膜包含了至少40%的稀释剂,这部分稀释剂在油墨转移及干燥中完全蒸发掉,所以最后留在被印物上的墨层约为7微米。
D:胶头的选用。
1,有弹性。
2,有弧度。
3,不可无限大。
意即移印不可以印刷大面积的图案,但对不规则形状,凸凹不平的工件印刷则非常适用。
目前胶头颜色多样化(红、白、黄、兰)主要是由于制胶头原材料颜色而决定的。
从移印角度看胶头,颜色并不能对胶头的转移作用(沾墨和脱墨是否完全)造成影响,而制胶头的材料和工艺,才是最重要的。
可艺制作的100多款胶头全部采用水晶模,真空抽气制作出来的。
不但外观光洁平整,即使再精细图线文字也能清晰转移。
而且胶头内无气泡,沙眼,更加持久耐用。
胶头的硬度影响到印品图案的质量及胶头本身的耐用性。
硬胶头能很好的转移图案且耐用性好,但被印物弧形较大时,则采用软胶头,因为它更易于接触到弧形的各个部分胶头必须比图案大一些,因为这样胶头变形量越小,则印刷图案越精确,清晰。
新胶头的沾墨效果并不理想,可先试印多次或用酒精或中性溶剂擦试表面就可以解决这个问题。
用烈性溶剂如油墨稀释剂拭,虽然很快会使胶头上墨,但转印图案的效果会较差,且加速胶头老化。
胶头的印刷质量会逐渐下降,因为硅油被慢慢擦洗掉,所以表面会变得粗糙且具有吸收性。
E:油墨的特性:移印要求开油水快干,避免胶头不能很好地实现油墨转移,丝印要求慢干,此避免丝网堵网。
这也是丝印和移印稀释剂之间的区别。
但是在一定条件下(比如干燥高温)丝印开油水可用于移印上。
单组份油墨,则胶头耐用性较好。
而双组份油墨通常都比较有腐蚀性且易发泡,会使胶头硅油消耗得更快,因而胶头的使用期会缩短。
胶头在未印到被印物上时,而胶头上的油墨干固,则稀释剂太快干。
当印刷完成后,被印物上图文出现起毛,拉丝现象,太快干。
回油模糊;则太慢干,已成碎片,则无粘附力,太快干;印刷不上,则太快干。
F:为什么印刷进常出现气泡(沙眼)现象。
主要集中胶头,钢板,油墨三个方面。
1.胶头形状不合适,太平或弧度不对。
2.胶头中心点(最高点)印在图案上,形成空气排不出,产生气泡。
3.胶头老化发粘,破损,油圬引起胶头印刷不良。
4.钢板蚀刻,油层不够厚。
6.油墨太稀或太慢干。
7.油墨太干或太快干。
G:移印工作环境:室浊(最佳为18-20°C)。
湿度为(最佳为60%-070%)。
防尘。
浅白色墙地等。
可艺担配初学者,先从单色机,小图案,采用带尖头的圆胶头,选择易印材料,如PVC,PS。
淡色或白色底色入门,效果不理想时,则可通过分别调节或更换胶头、钢板或油墨改进。
丝印和移印的区别特点移印的墨层较薄,可以在任何表面印刷套色,表现出非常好的色彩表现力及印刷适应性,俗称万能印刷,除水和空气不能印之外,任何物体均可用移印印刷丝印的墨层厚,印刷出来的图案立体感强,用手都可触摸到凹凸感,适合高档产品的表面印刷,色彩表现力非常好,多色套印较麻烦,对产品的表面要求是规则的平面或曲面,有一定的印刷范围局限性备注具体区别看视频具体区别看视频1.请问移印丝印和烫金的区别是什么?各有什么优缺点??答:移印可印刷异型物体但墨层偏薄,丝印墨实但只能印刷平面或不超过120度的弧面,可以说丝印和移印是互补的关系。
烫金只能烫平面但大多都是成品之前烫,有些成品如果不怕压的话也可以烫,但颜色有所限制。
区别对待丝印油墨与移印油墨你有时想用丝印油墨来进行移印。
在一定的条件下,这一点问题都没有。
但是你要充分意识到它们区别显着,并想到可能出现的问题。
首先要想到的是移印油墨的墨层厚度比较薄,一般有4-6微米。
可丝印油墨的墨层厚度可以达到至少30微米。
它们二者还可以从两方面区分:颜料含量和挥发剂。
丝印的油墨颜料总共占湿油墨重量的5%左右;而移印却占了将近20%。
对于挥发剂,移印油墨使用了快速挥发溶剂,而丝印中挥发剂的速度却有些慢。
油墨构成、颜色、材质、选择的探悉印刷被定义为通过各种压力将油墨转移到承印物表面形成图文的工业化复制过程,传统的印刷以印版作为图文的中间载体,使图文区和空白区通过各种手段隔离,然后将油墨转移到产品表面,数字化印刷将印版抛在一边,直接将计算机内的图文转移到产品表面,技术的演进朝着最迅捷的方向发展,但似乎印刷并没有抛弃油墨的迹象。
油墨的构成内容是印刷最根本的目的,但要传递内容,色彩起着非常重要的作用,自然界能够表现色彩的东西很多,油墨专家们首先想到那些保存期长而且颜色鲜艳的颜料和染料。
颜料也好染料也好,不能直接印刷到产品表面,颜料和染料之所以能够牢固的附着在产品表面应该归功于树脂。
大部分树脂是固体的,油墨中的树脂绝大部分不是单纯的树脂,而是溶解到溶剂中形成的混合体。
油墨是由颜料、树脂、溶剂构成的,所有的印刷油墨缺少不了上述三种成分。
移印油墨和丝印油墨不同的印刷工艺对于油墨的要求不完全相同,还必须对油墨添加适当的补充成分来使它们更容易的使用在具体场合,比如胶印油墨的黏性较大,耐水性好,凹版印刷油墨比较稀,流动性好;丝网印刷油墨则必具有好的透过性。
不同的印刷工艺使用的油墨总起来说主要的区别在于油墨中含有的助剂不同,本文将主要谈及丝网印刷油墨和移印油墨。
在承印物适性方面,丝网印刷具有极大的优越性,特别是在非定型的塑料五金电子和直接消费品行业,丝网印刷获得了广泛的称誉。
然而,世界上不存在万能的印刷方式,丝网印刷也不例外。
在小面积和不规则承印物表面的工业化印刷领域,丝网印刷遇到了真正的麻烦,这种麻烦催生了移印技术的诞生。
可以这样说,尽管移印技术和丝网印刷有很大的差别,但它们涉及的工业领域极其相似。
最早的移印油墨是用丝印油墨代替的,实践证明也没有什么绝对的不适应。
可是油墨在不同的印刷环境下使用,肯定存在适性的不同,比如移印油墨,用户根本不要求它具有丝印油墨的透过性,但会要求其具有更好的触变性和表干现象,以确保其从钢板到胶头、承印物的传递过程更加准确。
使用专用的移印油墨无疑将更容易的改善印刷质量。
MARABU率先开发了专用的移印油墨。
通过添加剂的作用使油墨的表面张力保持在恒定的范围内,以使印刷过程的油墨转移保持绝对的一致。
油墨转移的过程和移印胶头的性质也紧密相连,把移印胶头的表面张力控制在和移印油墨相近的范围内,这看来是一个系统工程,本质目的就是改善油墨转移效率。
日本人则从另外一个角度来解决这个问题,他们在移印机上加装胶头清洗装置,不过,加装胶头清洗装置主要在于控制了的油墨的转移量,而转移效率并没有提高。
MARABU有6种(实际上是8种)移印油墨可供选择:GL,主要用在金属、陶瓷、玻璃表面,基本是一种双组分油墨,需要添加GLH硬化剂,TPR,是在SR系列丝网印刷油墨的基础上改进的移印油墨,凡是SR可以使用的材料在移印工艺中可以使TPR;同样的道理,TPY是在PY系列丝网印刷油墨基础上改进的移印油墨,对于非常难以印刷的材料表面可以选用TPU油墨;TPT是主要用在油盅移印机上的移印油墨:TPL的稳定性更好,能够在长时间的摩擦状态下保持良好的均匀性。
还有两种是TPP和TPS。
值得说明的是,丝印油墨和移印油墨是完全通用的,只是需要添加助剂来改变印刷适性而已。
所以没有专门的移印油墨时,可以用丝印油墨代替。
油墨的颜色:原色、专色,标准色自然界的色彩是丰富多彩的,要想全部用油墨表现出来是不可能的,印刷中有两种复制颜色的方法,一种是直接调配专色进行印刷,另一种是通过四色叠加进行印刷。
四色是根据CMYK颜色模型中四种色料叠加原理来复制色彩的,一般来说四色复制技术基本能够复制出我们要求的色彩,具有层次的原稿通常要用四色复制技术。
四色油墨的复制优势在于层次原稿,对于大多数广告设计和创意以及工业印刷,使用专色是非常普遍的现象。
专色则更能够体现设计者的思想,也更容易防止被侵权。
从理论上说,专色也可以用原色调配出来,但是那样做不但色相难以完全匹配,浪费油墨的可能性也增大。
所以印刷技术色彩的复制包含了两方面的复制技术,一个是倾向于用四色油墨复制色彩,主要用在原稿是层次的,存在色与色之间的叠加的情况。
原色印刷由于牵涉复杂的色彩学和网点合成的原理,因而是印刷技术中最难以掌握的技术。
如何控制从原稿到软片、印版和承印物的网点变化是原色印刷技术的核心环节。
专色则用在颜色不互相叠加的场合,由于自然界具有异常丰富的颜料,制造专色油墨的种类也就非常多。
-般意义上的专色是指原色之外的所有颜色,言外之意专色是无限多的。
美国PANTONE公司制定油墨专色标准色,并依据生产的专色油墨印刷出现今普遍采用的色卡。
PANTONE色卡实际上是专色的极小部分,我们称之为标准色。
如今欧洲也制定了欧洲标准色,我们就可以把这两个标准色看成全部专色的子集。
当然,各种色卡印刷的标准色互相调配也能调配出很多专色,色卡是世界上从事印刷业务的公司的通用语言。
红色究竟是什么样的红色,谁也说不清楚,但是如果告诉你PANTONE色卡号,你就会很容易找到这种油墨。
油墨生产厂家能否提供按照标准色卡生产油墨关系到用户的切身利益,选择油墨颜色是一个重要内容,虽然四色印刷技术很难掌握,但是选择原色油墨时似乎非常简单,因为油墨生产商生产的四色油墨只有一套。
相比之下,专色油墨的选择就麻烦的多,如果设计者刚好使用某种标准色来表达他的设计思想,你也刚好采购了这种油墨,那么你就只能选用这种油墨了,但是越来越少的设计师会这样做,可能老板也不允许他这样做,因为越容易得到,仿冒也简单。
调配油墨说起来也是根据色彩学中的减色法,但是要很快调配出准确的颜色,理论和经验一样重要。
材质和油墨选择胶印等印刷方法可能没有那么麻烦,因为纸张的印刷适性很好,基本不用考虑附着力问题,但是丝网印刷和移印就不这么简单了,丝印和移印的承印材料很多,不可能用一种油墨代替,油墨生产厂家要想完全适应市场得必须生产各种各样的油墨。