课程设计--卧式储罐工艺设计
- 格式:doc
- 大小:334.50 KB
- 文档页数:28
CAD卧式储罐课程设计一、课程目标知识目标:1. 学生能理解CAD卧式储罐的基本结构及其在设计中的作用;2. 学生能掌握CAD软件的基本操作,如绘制、修改、标注等,以实现卧式储罐的设计;3. 学生能了解并运用储罐设计的相关标准及规范,确保设计符合工程要求。
技能目标:1. 学生能运用CAD软件完成卧式储罐的三维模型设计,并生成相应的工程图纸;2. 学生能通过实际操作,掌握CAD设计中常用的快捷键和技巧,提高设计效率;3. 学生能运用所学知识,解决实际工程问题,具备一定的工程实践能力。
情感态度价值观目标:1. 学生通过课程学习,培养对工程设计的兴趣和热情,提高探究精神和创新能力;2. 学生在团队协作中,学会沟通、交流、合作,培养团队意识和集体荣誉感;3. 学生能够关注工程领域的发展,认识到工程设计在国民经济发展中的重要性,树立社会责任感。
分析课程性质、学生特点和教学要求,本课程将目标分解为具体的学习成果,包括CAD软件操作技能、卧式储罐设计知识、工程实践能力、团队协作能力等,以便后续的教学设计和评估。
通过本课程的学习,学生将能够具备一定的工程设计能力,为未来从事相关工作打下坚实基础。
二、教学内容1. CAD软件基础操作:包括软件界面认识、基本命令的使用、快捷键的运用等,使学生熟练掌握CAD软件的操作;- 教材章节:第一章 CAD软件基本操作2. 卧式储罐结构及设计原理:讲解卧式储罐的组成、结构特点、设计原理等,为学生设计卧式储罐奠定理论基础;- 教材章节:第二章 储罐结构与设计原理3. 卧式储罐设计规范与标准:介绍储罐设计的相关规范和标准,使学生在设计中能够遵循行业要求;- 教材章节:第三章 储罐设计规范与标准4. 卧式储罐CAD设计实践:通过实际操作,教授学生如何使用CAD软件进行卧式储罐的三维模型设计和工程图纸绘制;- 教材章节:第四章 CAD设计实践5. 设计案例分析与讨论:分析实际工程设计案例,提高学生的工程实践能力,培养创新意识和解决问题的能力;- 教材章节:第五章 设计案例分析6. 团队协作与沟通:通过分组讨论、协作完成设计任务,培养学生的团队协作能力和沟通能力;- 教材章节:第六章 团队协作与沟通教学内容安排和进度:课程共计16课时,按照以上教学内容进行安排,每部分内容分配2-3课时,确保学生充分掌握所学知识,并给予足够的时间进行实践操作和讨论。
常州大学储罐课程设计一、课程目标知识目标:1. 学生能够理解并掌握储罐的基础知识,包括储罐的分类、结构、工作原理及应用场景。
2. 学生能够了解储罐相关的安全知识,如防火、防爆、防泄漏等。
3. 学生能够掌握储罐的设计原则和计算方法,并运用到实际案例中。
技能目标:1. 学生能够运用所学知识分析和解决储罐在实际工程中的应用问题。
2. 学生能够运用计算软件进行储罐相关参数的计算和优化。
3. 学生能够通过小组合作和讨论,提出创新性的储罐设计方案。
情感态度价值观目标:1. 学生能够认识到储罐在我国化工、石油等行业的的重要性,增强专业认同感。
2. 学生能够培养良好的团队合作精神,积极参与小组讨论和实践活动。
3. 学生能够关注储罐行业的最新动态,树立环保、安全意识。
课程性质:本课程为专业选修课,旨在帮助学生掌握储罐相关知识,提高解决实际问题的能力。
学生特点:学生具备一定的化学、物理基础知识,对储罐有一定的了解,但缺乏系统学习和实践经验。
教学要求:结合学生特点和课程性质,注重理论与实践相结合,采用案例教学、小组讨论、实验操作等多种教学方式,提高学生的综合能力。
通过分解课程目标为具体的学习成果,为后续教学设计和评估提供依据。
二、教学内容本课程教学内容主要包括以下几部分:1. 储罐基础知识:介绍储罐的分类、结构、工作原理及主要性能参数,对应教材第一章。
2. 储罐设计原则:讲解储罐设计的基本原则、相关标准和规范,对应教材第二章。
3. 储罐计算方法:阐述储罐壁厚、容量、载荷等计算方法,对应教材第三章。
4. 储罐安全知识:分析储罐的安全隐患、防护措施及应急预案,对应教材第四章。
5. 储罐应用案例:分析典型储罐工程案例,让学生了解储罐在实际工程中的应用,对应教材第五章。
6. 储罐设计实践:组织学生进行储罐设计实践,培养解决实际问题的能力。
教学大纲安排如下:1. 第1-2周:储罐基础知识学习。
2. 第3-4周:储罐设计原则学习。
中北大学课程设计说明书学生姓名:詹锋学号: 0603044238 学院:材料科学与工程学院专业:复合材料与工程题目:容积为60m3贮存质量分数为37%的硝酸卧式玻璃钢储罐设计指导教师:陈剑楠曹杨职称: 讲师讲师2009年 12月 31日中北大学课程设计任务书学年第一学期学院:材料科学与工程学院专业:复合材料与工程学生姓名:学号:课程设计题目:容积为60m3贮存质量分数为37%的硝酸卧式玻璃钢储罐设计起迄日期:2009年12月21日~2009年12月31日课程设计地点:中北大学材料科学与工程学院指导教师:陈剑楠曹杨系主任:李迎春下达任务书日期: 2009年12月18日课程设计任务书课程设计任务书目录1.前言 (1)2.造型设计 (2)2.1储罐构造尺寸确定 (2)2.2封头的选择 (2)2.3伸臂长度确定 (3)2.4支座及间距 (3)3.性能设计 (4)3.1基体材料性能及其特点介绍 (5)3.2增强材料介绍 (6)4.节构设计 (7)4.1储罐荷载计算和设计简图 (7)4.2由储罐的轴向应力计算壁厚 (8)4.3由储罐的剪力计算储罐的壁厚 (8)4.4由储罐的环形应力计算储罐壁厚 (8)4.5由蝶形封头设计壁厚 (10)4.6设计结果 (10)5.工艺设计 (11)5.1筒身设计 (11)5.2封头的制造工艺及模具制造方法 (12)6.玻璃钢卧式贮罐零部件设计 (14)6.1贮罐的开孔与补强 (14)6.2排气孔 (14)6.3贮罐进出口管和人孔设计 (14)6.4排液管 (16)6.5支座设计 (16)7.安装设计 (17)8.制品检验 (18)9.小结 (19)10.参考文献 (20)前言卧式玻璃纤维增强塑料贮罐主要用做化工贮罐、运输罐车、反应釜、喷雾洗涤器等。
与立式贮罐相比,卧式贮罐的容积较小,但具有搬运方便,可异地安装使用的特点。
玻璃钢容器、玻璃钢储罐耐化学腐蚀,使用寿命长,玻璃钢具有特殊的耐腐性能,在储存腐蚀性介质时,玻璃钢显示出其他材料所无法比拟的优越性,可以耐多种酸、碱、盐和有机溶剂[1]。

幼儿园大班教案《储钱罐制作课程设计》一、教学价值在生活中,储蓄意识是非常重要的,而幼儿时期正是孩子形成储蓄意识的关键时期。
通过制作储钱罐,可以培养孩子的储蓄意识,启发孩子对钱的认知,帮助孩子形成简单的财务概念。
此外,制作储钱罐还可以锻炼孩子的动手能力、创造力和想象力。
二、教学目标1. 帮助孩子认识储蓄的重要性,引导孩子养成储蓄习惯;2. 培养孩子的动手能力和创造力,提高孩子的手工制作能力;3. 通过制作储钱罐,启发孩子对钱的认知,帮助孩子形成简单的财务概念;4. 通过小组合作,培养孩子的团队合作意识和沟通能力。
三、教学区域教学区域需要准备手工制作区、教学板书区、教学游戏区等。
四、教学准备1. 制作材料:饼干罐、颜料、画笔、贴纸、胶水等;2. 备课材料:板书笔、教案、PPT等;3. 教学游戏、小组合作任务等。
五、教学介绍1. 制作储钱罐,可以培养孩子的储蓄意识,启发孩子对钱的认知,帮助孩子形成简单的财务概念;2. 储钱罐的制作需要动手能力和创造力,可以锻炼孩子的手工制作能力;3. 孩子们会在小组合作中完成制作任务,在合作中培养团队合作意识和沟通能力。
六、教学重点1. 引导孩子认识储蓄的重要性,启发孩子对钱的认知;2. 培养孩子的动手能力和创造力;3. 培养孩子的团队合作意识和沟通能力。
七、教学方法1. 通过板书、教案等方式,向孩子介绍储蓄和储钱罐的作用;2. 利用游戏等方式,让孩子在轻松的氛围中了解储蓄的重要性;3. 通过小组合作,让孩子在合作中锻炼动手能力、创造力、团队合作意识和沟通能力。
八、教学过程1. 引导孩子认识储蓄的重要性,向孩子介绍储蓄和储钱罐的作用;2. 通过游戏等方式,让孩子在轻松的氛围中了解储蓄的重要性;3. 让孩子自由发挥,自由设计储钱罐的外观和装饰;4. 分组制作储钱罐,让孩子在小组合作中锻炼动手能力、创造力、团队合作意识和沟通能力;5. 让孩子在小组中分享自己的储蓄想法和计划;6. 让孩子在储钱罐上标注自己的储蓄计划,并记录自己的储蓄金额。
过程装备与控制工程《过程装备设计》课程设计任务书一、设计目的1、复习巩固《过程装备设计》中的理论内容;2、掌握设备设计的步骤、方法。
熟悉常用设备设计的标准。
二、设计题目及设计任书课程设计题目:( 10 )M3( 1.57 )MPaDN(1800 )液化石油气(氨气)储罐设计每人一题,从表中依次选取。
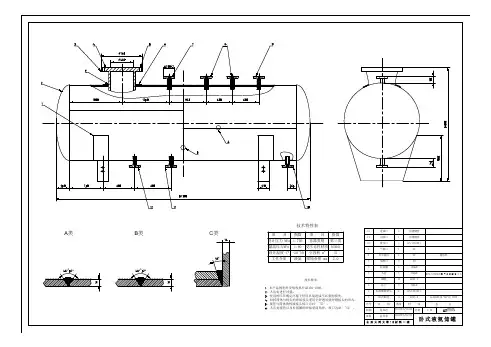
1、液化石油气储罐设计见卧罐参数表,每人一组数据2、设备简图见附件。
3、设计内容与要求(1)概述简述储罐的用途、特点、使用范围等主要设计内容设计中的体会(2)工艺计算根据安装地点的气象记录确定容器的操作温度;根据操作温度、介质特性确定操作压力;筒体、封头及零部件的材料选择;(3)结构设计与材料选择封头与筒体的厚度计算封头、法兰、接管的选型和结构尺寸拟定;根据容器的容积确定总体结构尺寸。
支座选型和结构确定各工艺开孔的设置;各附件的选用;(4)容器强度的计算及校核水压试验应力校核卧式容器的应力校核开孔补强设计焊接接头设计(5)设计图纸总装配图一张A1三、参考文献1. GB150《钢制压力容器》2. HGJ20580-20585一套3. JB4731-2019T+钢制卧式容器4. HG20592-20635钢制管法兰、垫片、紧固件5. HG21514-21535-2019 钢制人孔和手孔6. JB/T 4736 《补强圈》7. JB/T 4746 《钢制压力容器用封头》8. JB/T 4712 《鞍式支座》9. 《压力容器安全技术监察规程》201910. 郑津洋、董其伍、桑芝富.《过程设备设计》.化学工业出版社.2019目录摘要 (I)ABSTRACT (I)第一章绪论 (3)1.1液化石油气储罐的用途与分类 (3)1.2液化石油气特点 (3)1.3液化石油气储罐的设计特点 (3)第二章工艺计算 (4)2.1设计题目 (4)2.2设计数据 (4)2.3设计压力、温度 (4)2.4主要元件材料的选择 (5)第三章结构设计与材料选择 (5)3.1筒体与封头的壁厚计算 (5)3.2筒体和封头的结构设计 (6)3.3鞍座选型和结构设计 (7)3.4接管、法兰、垫片和螺栓的选择 (8)3.5人孔的选择 (10)3.6安全阀安全阀的选型 (10)第四章设计强度的校核 (12)4.1水压试验应力校核 (12)4.2筒体轴向弯矩计算 (13)4.3筒体轴向应力计算及校核 (13)4.4筒体和封头中的切应力计算与校核 (13)4.5封头中附加拉伸应力 (14)4.6筒体的周向应力计算与校核 (14)4.7鞍座应力计算与校核 (14)第五章开孔补强设计 (15)5.1补强设计方法判别 (16)5.2有效补强范围 (16)5.3有效补强面积 (16)第六章储罐的焊接设计 (17)6.1焊接的基本要求 (17)6.2焊接的工艺设计 (18)设计总结 (18)参考文献 (19)摘要本次设计的卧式储罐其介质为液化石油气。
《管道及储罐强度设计》课程设计题目 40m3埋地卧式油罐图所在院(系)石油工程学院专业班级储运1102 学号 201104060229 学生姓名韩珂指导教师姚培芬完成时间 2012年07月10日目录1绪论 (3)1.1 金属油罐设计的基本知识 (3)1.1.1金属油罐的发展趋势 (3)1.1.2对金属油罐的基本要求 (3)1.2 金属油罐的分类 (4)1.2.1地上钢油罐 (4)1.2.2地下油罐 (4)1.3 课题意义 (4)2埋地卧式油罐课程设指导书计 (5)2.1 设计说明书 (5)2.1.1适用范围 (5)2.1.2设计、制造遵循的主要标准规范 (5)2.1.3主要设计内容 (5)2.1.3.1 油罐供油系统流程图 (5)2.1.3.2 40 m3埋地卧式油罐加工制造图,基本参数和尺寸 (6)2.1.4安全 (6)2.1.5设计遵循参照的主要规范 (6)2.1.6设计范围 (6)2.1.7防腐 (7)2.1.8油罐接管 (7)2.1.9油罐容积的确定 (7)2.1.10其它 (7)3课程设计计算书 (9)3.1设计的基本参数 (9)3.2壳体壁厚计算 (9)3.2.1 筒体壁厚计算 (9)3.2.2 封头壁厚计算 (9)3.3鞍座的选择计算 (9)3.3.1 罐体重Q1 (9)3.3.2 燃料油重Q2 (10)3.3.3 储罐的总重Q=Q1+Q2 (10)3.4鞍座作用下筒体应力计算 (10)3.4.1 筒体轴向弯矩计算 (10)3.4.2 筒体轴向应力计算 (11)3.4.3 筒体周向应力计算 (11)3.5抗浮验算 (13)参考文献 (14)1绪论1.1 金属油罐设计的基本知识1.1.1金属油罐的发展趋势近一、二十年来,油罐的设计与施工技术都较过去有了更快的发展。
从世界范围来讲,这一状况与前一时期国际上的能源危机有关。
由于能源危机,近若干年来许多工业化的、靠进口原油的国家都增加了原油的储备量,这就迫使这些国家不得不建造更多更大的油罐。
压力容器与过程设备课程设计说明书机电工程学院课程设计说明书课题名称:93m卧式氨水储罐专业班级:姓名学号:指导老师:目录绪论 (6)1、氨水的基本 (6)2、设计任务 (7)3、设计思想 (7)4、设计特点 (8)第一章材料及结构的选择与论证 (9)1。
1材料选择 (9)1.1。
1筒体和封头用钢 (9)1.1.2附件材料的选择 (9)1。
2结构选择与论证 (10)1。
2.1贮罐的选型 (10)1.2。
2 封头的选型 (10)1。
2.3容器支座的选型 (10)1.3法兰型式 (11)1.4液面计的选型 (11)1.5人孔的选型 (12)第二章设计计算 (13)2。
1筒体的壁厚设计 (13)2.1.1筒体公称直径和筒体长度的确定 (13)2.1。
2已知的设计参数 (14)2.1.3筒体壁厚计算 (14)2。
3水压实验应力校核 (15)第三章零部件的设计 (16)3。
1 人孔的设置 (16)3.2接管、法兰、垫片和螺柱的选择设计 (17)3。
2。
1接管设计 (17)3。
2。
2接管法兰设计 (19)3。
2.3垫片设计 (22)3。
2。
4紧固件的选择 (23)3.3支座的设计 (23)3.3。
1容器质量计算 (23)3。
3。
2 支座反力计算 (24)3。
3。
3鞍座位置的确定 (26)第四章开孔补强设计 (28)4.1补强设计方法判别 (28)4。
2开孔削弱所需要的补强截面积A (29)4.3补强范围 (29)4.3.1有效宽度B (29)4。
3.2外侧有效高度 (29)4。
3。
3内侧有效高度 (29)4。
4有效补强面积 (30)4.5补强圈设计 (30)第五章参数校核 (31)5。
1。
1圆筒中间处截面上的弯矩 (31)5.1支座处横截面弯矩 (33)5。
3 筒体轴向应力计算 (34)5。
3 筒体轴向应力校核 (35)5.4筒体和封头中的切应力计算与校核 (35)5.4。
1切应力计算 (35)5。
4。
2切应力校核 (36)5.5圆筒的周向应力计算与校核 (36)5。
中北大学课程设计说明书学生姓名:詹锋学号:0603044238学院:材料科学与工程学院专业:复合材料与工程题目:容积为60m3贮存质量分数为37%的硝酸卧式玻璃钢储罐设计指导教师:陈剑楠曹杨职称: 讲师讲师2009年 12月 31日中北大学课程设计任务书学年第一学期学院:材料科学与工程学院专业:复合材料与工程学生姓名:学号:课程设计题目:容积为60m3贮存质量分数为37%的硝酸卧式玻璃钢储罐设计起迄日期:2009年12月21日~2009年12月31日课程设计地点:中北大学材料科学与工程学院指导教师:陈剑楠曹杨系主任:李迎春下达任务书日期: 2009年12月18日课程设计任务书课程设计任务书目录1.前言 (1)2.造型设计 (2)2.1储罐构造尺寸确定 (2)2.2封头的选择 (2)2.3伸臂长度确定 (3)2.4支座及间距 (3)3.性能设计 (4)3.1基体材料性能及其特点介绍 (5)3.2增强材料介绍 (6)4.节构设计 (7)4.1储罐荷载计算和设计简图 (7)4.2由储罐的轴向应力计算壁厚 (8)4.3由储罐的剪力计算储罐的壁厚 (8)4.4由储罐的环形应力计算储罐壁厚 (8)4.5由蝶形封头设计壁厚 (10)4.6设计结果 (10)5.工艺设计 (11)5.1筒身设计 (11)5.2封头的制造工艺及模具制造方法 (12)6.玻璃钢卧式贮罐零部件设计 (14)6.1贮罐的开孔与补强 (14)6.2排气孔 (14)6.3贮罐进出口管和人孔设计 (14)6.4排液管 (16)6.5支座设计 (16)7.安装设计 (17)8.制品检验 (18)9.小结 (19)10.参考文献 (20)前言卧式玻璃纤维增强塑料贮罐主要用做化工贮罐、运输罐车、反应釜、喷雾洗涤器等。
与立式贮罐相比,卧式贮罐的容积较小,但具有搬运方便,可异地安装使用的特点。
玻璃钢容器、玻璃钢储罐耐化学腐蚀,使用寿命长,玻璃钢具有特殊的耐腐性能,在储存腐蚀性介质时,玻璃钢显示出其他材料所无法比拟的优越性,可以耐多种酸、碱、盐和有机溶剂[1]。
安徽工程大学课程设计说明书题目名称:卧式储罐设计专业班级:食品122班学生姓名:***指导教师:***完成日期: 2015-09-24目录摘要 (3)第一章绪论 (4)1.1设计任务: (4)1.2设计思想: (4)1.3设计特点: (4)第二章材料及结构的选择与论证 (5)2.1材料选择 (5)2.2结构选择与论证 (5)2.2.1 封头的选择 (5)2.2.2容器支座的选择 (5)2.3法兰型式 (6)2.4液面计的选择 (6)第三章结构设计 (7)3.1壁厚的确定 (7)3.2封头厚度设计 (7)3.2.1计算封头厚度 (7)3.2.2水压试验及强度校核 (8)3.3储罐零部件的选取 (8)3.3.1储罐支座 (8)3.3.2 罐体质量 (8)3.3.3封头质量 (9)3.3.4液氨质量 (9)3.3.5附件质量 (9)第四章接管的选取 (10)4.1液氨进料管 (10)4.2平衡口管 (10)4.3液位指示口管 (10)4.4放空口管 (10)4.5液体进口管 (11)4.6液体出口管 (11)第五章压力计选择 (12)符号说明 (13)总结 (14)摘要本说明书为《1.2m3液氨储罐设计说明书》。
扼要介绍了卧式储罐的特点及在工业中的广泛应用,详细的阐述了卧式储罐的结构及强度设计计算及制造、检修和维护。
本文采用分析设计方法,综合考虑环境条件、液体性质等因素并参考相关标准,按工艺设计、设备结构设计、设备强度计算的设计顺序,分别对储罐的筒体、封头、鞍座、接管进行设计,然后采用1SW6-1998对其进行强度校核,最后形成合理的设计方案。
设计结果满足用户要求,安全性与经济性及环保要求均合格。
关键词:压力容器、卧式储罐、结构设计、强度校核、开孔补强第一章绪论1.1 设计任务:针对化工厂中常见的液氨储罐,完成主体设备的工艺设计和附属设备的选型设计,绘制总装配图,并便携设计说明书。
1.2设计思想:综合运用所学的机械基础课程知识,本着认真负责的态度,对储罐进行设计。
卧式液氨储罐课程设计说明书3.1 设计任务:针对化工厂中常见的卧式液氨储罐,完成主体设备的工艺设计和附属设备的选型设计,=1000mm,罐体(不包括绘制总装配图。
本次设计的卧式液氨储罐的工艺尺寸为:储罐径Di封头)长度L=1200mm,使用地点:新疆。
3.2设计思想:综合运用所学的机械基础课程知识,本着认真负责的态度,对储罐进行设计。
在设计过程中综合考虑了经济性,实用性,安全可靠性。
各项设计参数都正确参考了行业使用标准或国家标准,这样设计有章可循,并考虑到结构方面的要求,综合的进行设计。
3.3 设计特点:容器的设计一般由筒体,封头,法兰,支座,接管等组成。
常,低压化工设备通用零部件大都有标准,设计师可直接选用。
本设计书主要介绍了液罐的筒体,封头的设计计算,低压通用零部件的选用。
各项设计参数都正确参考了行业使用标准或国家使用标准,这样让设计有章可循,并考虑到结构方面的要求,合理的进行设计。
四、设备材料及结构的选择4.1材料选择根据本次课程设计的安排和要求,本次设计采用Q235-C号钢。
所以在此选择Q235-C钢板作为制造筒体和封头材料。
4.2结构选择4.2.1 封头的选择从受力与制造方面分析来看,球形封头是最理想的结构形式。
但缺点是深度大,冲压较为困难;椭圆封头浓度比半球形封头小得多,易于冲压成型,是目前中低压容器中应用较多的封头之一。
平板封头因直径各厚度都较大,加工与焊接方面都要遇到不少困难。
从钢材耗用量来年:球形封头用材最少,比椭圆头节约,平板封头用材最多。
因此,从强度、结构和制造方面综合考虑,采用椭圆形封头最为合理。
4.2.2容器支座的选择容器支座有鞍座,圈座和支腿三种,用来支撑容器的重量。
鞍式支座是应用最广泛的一种卧式支座。
从应力分析看,承受同样载且具有同样截面几何形状和尺寸的梁采用多个支承比采用两个支承优越,因为多支承在粱产生的应力较小。
所以,从理论上说卧式容器的支座数目越多越好。
但在是实际上卧式容器应尽可能设计成双支座,这是因为当支点多于两个时,各支承平面的影响如容器简体的弯曲度和局部不圆度、支座的水平度、各支座基础下沉的不均匀性、容器不同部位抗局部交形的相对刚性等等,均会影响支座反力的分市。
1. 卧式储罐结构简介液氮低温储罐是广泛应用于空分系统中的产品储罐,由于其特殊的工作环境,工作温度为-196℃,致使其结构及材料的应用必须满足超低温的要求,工业生产中具有特定的工艺功能并承受一定压力的设备,称压力容器。
设计温度为-20℃以下的压力容器被称为低温压力容器,对于低温压力容器首先要选用合适的材料,材料在使用温度下应具有良好的韧性。
致使低于-196℃时可选用奥氏体不锈钢。
罐体分内罐,外罐两层,因此内罐材质选用不锈钢为0Cr18Ni9,外罐材质选用碳钢为Q235-B。
内外罐中间填充绝热材料,即内筒壁与外筒壁之间用珠光砂填充绝热。
本储罐结构示意图见图1.1。
图1.1卧式储罐结构示意图表1.1 设计数据Cmmm3依据表1.1设计参数得出卧式储罐结构尺寸见表1.2。
封头即是容器的端盖。
根据形状的不同,分为球形封头、椭圆形封头、蝶形封头和平板封头等结构形式。
本储罐选择椭圆形封头,其内胆封头与外胆封头尺寸见表1.3。
表1.3 EHA椭圆形封头内表面积、容积储罐还有人孔、支座以及各种接管组成。
接管主要设有排污管、安全阀、压力表、温度计、进料口和出料口等。
根据HG/T21517-2005回转盖带颈平焊法兰人孔,查表3-3,选用凹凸面型,其明细尺寸见表1.4。
表1.4 人孔尺寸表单位:mm查JB4712.1-2007《容器支座》,选取轻型,焊制为BⅠ,包角为120°,有垫板的鞍座。
设计鞍座结构尺寸如下表1.5。
表1.5 鞍式支座结构尺寸单位mm接管的材料为0Cr18Ni9,长度根据实际情况选择,查得接口管口参数见表1.6。
表1.6 接口管口表查HG/T 20592-2009《钢制管法兰》中表8.2.2-2 PN10带颈对焊焊钢制管法兰,选取各管口公称直径,查得各法兰的尺寸见表1.7。
表1.7 法兰表密封垫片选择非金属软垫片系列中的石棉橡胶板。
2. 卧式储罐工艺审查2.1材料焊接性分析本次课程设计的母材为0Cr18Ni9和Q235B,根据国家标准《钢铁产品牌号表示方法》(GB/T221-200)查得0Cr18Ni9属于奥氏体不锈钢。
CAD卧式储罐课程设计一、教学目标本课程旨在通过CAD卧式储罐的设计教学,让学生掌握CAD软件在储罐设计中的应用,培养学生的计算机辅助设计能力。
具体目标如下:知识目标:使学生了解卧式储罐的结构特点和设计原理,掌握CAD软件的基本操作方法和技巧。
技能目标:培养学生运用CAD软件进行储罐设计的能力,能独立完成储罐的绘制和设计工作。
情感态度价值观目标:培养学生对专业技术的热爱,提高学生的创新意识和团队协作能力。
二、教学内容本课程的教学内容主要包括卧式储罐的结构与设计原理、CAD软件的基本操作和技巧、储罐设计的具体步骤和方法。
具体安排如下:1.卧式储罐的结构与设计原理:介绍储罐的基本结构,包括罐体、罐底、罐顶等组成部分,以及各自的设计要求和计算方法。
2.CAD软件的基本操作和技巧:讲解CAD软件的界面布局、命令使用、图层管理、绘图和修改技巧等。
3.储罐设计的具体步骤和方法:通过案例分析,使学生掌握储罐设计的整个流程,包括前期准备、设计计算、绘制储罐图纸等。
三、教学方法为提高教学效果,本课程将采用多种教学方法相结合的方式进行教学。
包括:1.讲授法:讲解卧式储罐的设计原理、CAD软件的基本操作等理论知识。
2.案例分析法:通过实际案例,使学生掌握储罐设计的具体步骤和方法。
3.实验法:上机操作,让学生亲手实践,培养其运用CAD软件进行储罐设计的能力。
四、教学资源为支持本课程的教学,我们将准备以下教学资源:1.教材:选用国内知名出版社出版的《CAD设计与应用》作为主要教材。
2.参考书:提供相关领域的参考书籍,供学生课后自学。
3.多媒体资料:制作课件、视频等多媒体资料,丰富课堂教学。
4.实验设备:配置高性能的计算机,确保学生上机实践的需求。
五、教学评估为全面、客观地评估学生的学习成果,本课程将采用多种评估方式相结合的方法。
具体包括:1.平时表现:评估学生在课堂上的参与度、提问回答、小组讨论等,以考察其对课程内容的掌握和应用能力。
前言随着我国石油化工行业的快速发展,液化石油气作为炼油化工的副产品,以其经济高效、清洁环保以及灵活方便的优势占据着城乡能源市场,储配站的液化石油气通常采用球形储罐或卧式储罐进行储存。
液化石油气是一种低碳的烃类混合物,主要由乙烷、乙烯、丙烷、丙烯、丁烷、丁烯及少量的戊烷、戊烯等组成。
常温常压下是气态,在加压和降低温度的条件下变成液体。
气态相对密度为空气的2倍,液化石油气的饱和蒸气压随温度升高而急剧增加,其膨胀系数较大,一般为水的10倍以上,气化后体积膨胀250~300倍。
液化石油气是一种极易燃烧、爆炸的石油化工原料,其储罐属于具有较大危险的储存容器之一。
因此,在满足设施功能要求下,储罐具有良好的安全性是设计的首要问题。
目前我国普遍采用的常温压力贮罐一般有两种形式:球形储罐和圆筒形储罐。
球形储罐与圆筒形储罐相比,前者具有投资少,金属耗量少,占地面积少等优点,但加工制造及安装复杂,焊接工作量大,故安装费用较高。
一般储存总量大于500m3或单罐容积大于200m3时选用球形储罐比较经济。
而圆筒形贮罐具有加工制造安装简单,安装费用少等优点,但金属耗量大占地面积大。
所以在总贮量小于500m3,单罐容积小于100m3时选用卧式贮罐比较经济。
圆筒形贮罐按安装方式可分为卧式和立式两种。
在一般中、小型液化石油气站内大多选用卧式圆筒形贮罐,,只有某些特殊情况下(站内地方受限制等)才选用立式。
本次设计对液化石油气卧式储罐进行设计计算。
主要内容包括储罐工艺参数计算、储罐的结构设计、储罐的强度计算、应力校核、绘制设备总图以及针对一些安全问题提出对策措施。
各项设计参数都正确参考了行业使用标准或国家标准,这样让设计有章可循,并考虑到结构方面的要求,合理地进行设计。
目录1 概述....................................................................1.1 设计任务及原始参数....................................................1.2 液化石油气的性质......................................................2 工艺参数计算............................................................2.1 设计压力的确定........................................................2.2 设计温度的确定........................................................2.3 设计存储量的确定......................................................3 储罐的结构设计..........................................................3.1 筒体的材料选择及结构设计..............................................3.2 封头的材料选择及结构设计..............................................3.3 法兰和接管的结构及材料选择............................................3.4 人孔的结构设计........................................................3.5 支座的材料选择及结构设计..............................................3.6 安全装置的设计........................................................3.6.1 安全阀的选用........................................................3.6.2 液位计的选用........................................................3.6.3 压力表的选用........................................................3.7 焊接接头设计..........................................................4 储罐的补强设计..........................................................5 储罐的强度计算及应力校核................................................5.1 储罐的强度计算........................................................5.1.1 圆筒轴向应力........................................................5.1.2 圆筒切向剪应力......................................................5.1.3 封头切向剪应力......................................................5.1.4 圆筒周向应力........................................................5.2 储罐的应力校核........................................................5.2.1 圆筒及封头的应力校核................................................5.2.1 支座的应力校核......................................................6 安全管理................................................................7 设计总结................................................................ 参考文献..................................................................1 概述1.1 设计任务及原始参数本次设计要求根据给定的资料和数据,设计一个液化石油气储配站使用的液化石油气卧式储罐。
第一章工作参数1.1、设计题目卧置水蒸气储罐设计1.2、基本设计条件1、设计条件:工作压力:2.2Mpa 介质:水蒸气2、筒体的公称容积:DN 1400 mm;长度5000mm;3、接管:进料管φ273×6;(1个)出料管φ108×5;(2个)排污管φ38×3;(1个)人孔DN450;安全阀接管φ157×5;(1个)压力表接管G 1/2";4、支撑方式:卧式支撑5、设计要求:设计压力、设计温度、焊接接头系数、腐蚀余量、选择封头、接管方式及位置、支座形式和位置、接管补强、接管法兰、鞍座放置位置、设计总图等第二章:确定设计参数2.1设计压力P工作压力Pw=2.2Mpa 容器装有安全阀。
安全阀的开启压力Pz =(1.05~1.1)Pw取Pz=1.08Pw=2.38MpaPc=P=2.38Mpa.2.2设计温度T由饱和水蒸气表查得在2.2Mpa的工作压力下,水蒸气的密度[]tσ,温度t=225℃。
由已知数据,工作温度为218℃。
设计温度应不低于最高工作温度,可取设计温度为300℃。
附表1 饱和水和饱和水蒸气热力性质表温度℃压力比体积比焓汽化潜比熵液体蒸汽液体蒸汽液体蒸汽225 2.38783 0.00119000 0.0861943.46 2801.20 857.7 2.5175 6.28462.3焊接接头系数φ粗定φ=0.9(单面对接焊缝,100%探伤)2.4选择材料容器的设计压力为2.38Mpa ,设计温度为300℃,钢板的使用温度在0~400℃之间,盛装水蒸气为非毒性介质,根据压力容器的材料选择原则,参考GB150-1998<<钢制压力容器>>规范,本贮罐选用可以选择筒体的材料为Q235C,板厚不大于30mm 。
储罐的公称容积3233(140010)5000107.9634L m π--⨯=⨯⨯=计算板厚:141.2016.8mm δ=⨯=(K=1.20)2.5腐蚀裕量C2:腐蚀裕量21c mm =;圆整厚度 :20mm δ=据国标GB150-98许用应力为110MPa=[]tσ第三章 总体结构设计3.1 筒体尺寸3.1.1筒体的总体尺寸已知参数:筒体公称直径D=1400mm ,L=5000mm,3.1.2筒体壁厚设计计算壁厚:δ=2[]c i t c P D P σφ-= 2.38140017.0321100.9 2.38mm⨯=⨯⨯-设计壁厚δd=δ+C2=17.03+1=18.03mm根据δ=4.18查表取C1=0.8名义厚度δn=δ+C1+C2=18.83mm ,圆整为20mm 。
1. 卧式储罐结构简介液氮低温储罐是广泛应用于空分系统中的产品储罐,由于其特殊的工作环境,工作温度为-196℃,致使其结构及材料的应用必须满足超低温的要求,工业生产中具有特定的工艺功能并承受一定压力的设备,称压力容器。
设计温度为-20℃以下的压力容器被称为低温压力容器,对于低温压力容器首先要选用合适的材料,材料在使用温度下应具有良好的韧性。
致使低于-196℃时可选用奥氏体不锈钢。
罐体分内罐,外罐两层,因此内罐材质选用不锈钢为0Cr18Ni9,外罐材质选用碳钢为Q235-B。
内外罐中间填充绝热材料,即内筒壁与外筒壁之间用珠光砂填充绝热。
本储罐结构示意图见图1.1。
图1.1卧式储罐结构示意图表1.1 设计数据Cmmm3依据表1.1设计参数得出卧式储罐结构尺寸见表1.2。
封头即是容器的端盖。
根据形状的不同,分为球形封头、椭圆形封头、蝶形封头和平板封头等结构形式。
本储罐选择椭圆形封头,其内胆封头与外胆封头尺寸见表1.3。
表1.3 EHA椭圆形封头内表面积、容积储罐还有人孔、支座以及各种接管组成。
接管主要设有排污管、安全阀、压力表、温度计、进料口和出料口等。
根据HG/T21517-2005回转盖带颈平焊法兰人孔,查表3-3,选用凹凸面型,其明细尺寸见表1.4。
查JB4712.1-2007《容器支座》,选取轻型,焊制为BⅠ,包角为120°,有垫板的鞍座。
设计鞍座结构尺寸如下表1.5。
接管的材料为0Cr18Ni9,长度根据实际情况选择,查得接口管口参数见表1.6。
表1.6 接口管口表查HG/T 20592-2009《钢制管法兰》中表8.2.2-2 PN10带颈对焊焊钢制管法兰,选取各管口公称直径,查得各法兰的尺寸见表1.7。
表1.7 法兰表密封垫片选择非金属软垫片系列中的石棉橡胶板。
2. 卧式储罐工艺审查2.1材料焊接性分析本次课程设计的母材为0Cr18Ni9和Q235B,根据国家标准《钢铁产品牌号表示方法》(GB/T221-200)查得0Cr18Ni9属于奥氏体不锈钢。
0Cr18Ni9不锈钢作为不锈钢耐热钢使用最广泛,用于食品用设备,一般化工设备,原子能用工业设备。
通俗的讲0Cr18Ni9不锈钢就是304不锈钢板。
而Q235B碳素钢,含碳量适中,综合性能较好,强度、塑性和焊接等性能得到较好的配合,用途广泛。
常用于制作钢筋或厂房房架、高压输电铁塔、桥梁、车辆、锅炉、容器、船舶等,也大量用作对性能要求不高的机械零件。
2.1.1 内胆材料焊接性的分析1. 0Cr18Ni9材质性能分析根据《焊接手册》第二版《材料的焊接》查得母材化学成分见表2.1。
表2.1 0Cr18Ni9的化学成分根据成分可知0Cr18Ni9奥氏体钢具有良好的耐蚀性、耐热性;低温强度和机械性能;冲压弯曲等热加工性好;无热处理硬化现象,无磁性;单相奥氏体组织,无热处理硬化现象。
0Cr18Ni9钢的力学性能见表2.2。
2.母材碳当量估测根据化学成分进一步分析0Cr18Ni9是奥氏体不锈钢,故具有较高的变形能力并不可淬硬,没有冷裂纹缺陷,所以总的来说焊接性良好。
当采用国际焊接学会碳当量估测公式计算时:)()(C C eq ϖ=+6n)(M ϖ+5)(o)()(V M Cr ϖϖϖ+++15)(i)(Cu N ϖϖ+=0.06+0.33+3.8+0.73=4.92但是,为由于碳当量比较大,其焊接性也存在一些问题,如接头各种形式的腐蚀、焊接热裂纹、铁素体含量的控制及σ相脆化等。
3. 奥氏体不锈钢的焊接特点 (1)焊接接头的晶间腐蚀奥氏体不锈钢焊接件容易在焊接接头处发生晶间腐蚀,根据贫铬理论, 其原因是焊接时焊缝和热影响区在加热到450~850℃温度范围停留一定时间的接头部位,在晶界处析出高铬碳化物(Cr 23C 6),引起晶粒表层含铬量降低,形成贫铬区,在腐蚀介质的作用下,晶粒表层的贫铬区受到腐蚀而形成晶间腐蚀。
这时被腐蚀的焊接接头表面无明显变化,受力时则会沿晶界断裂,几乎完全失去强度。
为防止和减少焊接接头处的晶间腐蚀,采取的防止措施有:1)采用低碳或超低碳的焊材,如A002等,或采用含钛、铌等稳定化元素的焊条,如A137、A132等;2)由焊丝或焊条向焊缝熔入一定量的铁素体形成元素,使焊缝金属成为奥氏体+铁素体的双相组织 (铁素体一般控制4-12%);3)减少焊接熔池过热,选用较小的焊接电流和较快的焊接速度,加快冷却速度; 4)对耐晶间腐蚀性能要求很高的焊件进行焊后稳定化退火处理。
(2)焊接热裂纹热裂纹产生的主要原因是焊缝中的树枝晶方向性强,有利于S 、P 等元素的低熔点共晶产物的形成和聚集。
另外,此类钢的导热系数小(约为低碳钢的1/3),线胀系数大(比低碳钢大50%),所以焊接应力也大,加剧了热裂纹的产生。
防止措施: 1)选用含碳量低的焊接材料,采用含适量Mo 、Si 等铁素体形成元素的焊接材料,使焊缝形成奥氏体加铁素体的双相组织,减少偏析;2)尽量选用碱性药皮的优质焊条,以限制焊缝金属中S、P、C等的含量。
(3)应力腐蚀开裂应力腐蚀开裂是焊接接头在特定腐蚀环境下受拉伸应力作用时所产生的延迟开裂现象。
奥氏体不锈钢焊接接头的应力腐蚀开裂是焊接接头比较严重的失效形式,表现为无塑性变形的脆性破坏。
应力腐蚀开裂采取的防止措施:1) 采取合适的焊接工艺,保证焊缝成形良好,不产生任何应力集中或点蚀的缺陷,如咬边等;采取合理的焊接顺序,降低焊接残余应力水平;2)合理选择焊材,焊缝与母材应有良好的匹配,不产生任何不良组织,如晶粒粗化及硬脆马氏体等;3)消除应力处理:焊后热处理,如焊后完全退火或退火;在难以实施热处理时采用焊后锤击或喷丸等。
(4)焊缝金属的低温脆化。
对于奥氏体不锈钢焊接接头,在低温使用时,焊缝金属的塑韧性是关键问题。
此时,焊缝组织中的铁素体的存在总是恶化低温韧性。
一般可以通过选用纯奥氏体焊材和调整焊接工艺获得单一的奥氏体焊缝的方法来防止焊缝金属的低温催化。
(5)焊接接头的σ相脆化。
焊件在经受一定时间的高温加热后会在焊缝中析出一种脆性的σ相,导致整个接头脆化,塑性和韧性显著下降。
σ相的析出温度范围650-850℃。
在高温加热过程中,σ相主要由铁素体转变而成。
加热时间越长,σ相析出越多。
防止措施:1)限制焊缝金属中的铁素体含量(小于15%),采用超合金化焊接材料,即高镍焊材;2)采用小规范,以减小焊缝金属在高温下的停留时间;3)对已析出的σ相在条件允许时进行固溶处理,使σ相溶入奥氏体。
2.1.2 外胆材料焊接性的分析1. Q235B材质性能分析根据《焊接手册》第二版《材料的焊接》查得母材化学化学成分见表 2.3与力学性能见表2.4。
表2.3 Q235B的化学成分表2.4 Q235B 钢的力学性能2.母材碳当量估测采用国际焊接学会碳当量估测公式计算:)()(C C eq ϖ=+6n)(M ϖ+5)(o)()(V M Cr ϖϖϖ+++15)(i)(Cu N ϖϖ+ =0.2+0.12 =0.32Q235B 中Ceq )(=0.32<0.4,焊接热影响区的淬硬及冷裂倾向较小,其焊接性良好,焊前不需预热。
3. Q235B 焊接性特点Q235钢是一种普通碳素结构钢,含碳量低,锰、硅含量又少,所以,通常情况下不会因焊接而引起严重的硬化组织或淬火组织。
这种钢材的塑形和冲击韧性良好,焊成的接头塑形和冲击韧性和很良好,焊接时,一般不需预热、层间温度后后热,焊后不必采用热处理改善组织,可以说,整个焊接过程中毋须特殊的工艺措施,其焊接性优良。
但在少数的情况下,低碳钢的焊接性也会不好,焊接时出现困难。
例如:(1)采用旧冶炼方法生产的转炉钢,这种钢的含氮量高,其他的杂质也较多,从而冷脆性大,时效敏感性大,焊接接头质量低,表现为焊接性差。
对于转炉钢要根据其冶炼方法不同而不同评价和不同对待。
旧法冶炼的转炉钢不能用重要的焊接结构,如果应用于重要结构,则必须进行焊接性鉴定,其中特别注意冷脆敏感性、时效敏感性等的检测,以保证焊接结构质量,防止破坏性事故发生。
(2)沸腾钢脱氧不完全而含氧量较高,硫、磷等杂质的分布不均匀,局部区域硫、磷含量大大超过平均含量,时效敏感性及冷脆敏感性大,热裂纹倾向大。
因此一般不宜用承受动载荷和严寒下的工作的重要焊接结构。
(3)低碳钢母材成分不合格时,含碳量过高,含硫量过高,焊接时候可能出现裂纹。
(4)采用质量不符合要求的焊条,使焊缝金属中的碳、硫含量过高会导致裂纹。
(5)某些焊接方法可能会给低碳钢的焊接质量带来麻烦,例如埋弧焊线能量较大,会使焊接热影响区的粗晶粒过于粗大,降低焊接接头的质量。
2.2焊材的消耗及耗时根据《焊接手册》第一版《焊接方法与设备》查得焊条消耗量按照以下公式计算:W=A×ρ×L×1/η×1.2W-------------------------焊条的消耗量(g)L---------------------------焊道长度(cm)ρ-------------------------密度(g/cm3)A-----------------------截面积(cm2)η-------------------------熔敷效率1.原设计焊缝消耗质量计算(1)纵向焊缝消耗质量W1:1)内胆纵向焊缝A=δ×b=8×2=16mm2 ;L=4920mm;ρ=7.9;η=99%W11=A×ρ×L×1/η×1.2 =0.16×7.9×492×1/0.99×1.2=753.80g2)外胆纵向焊缝A=δ×b=10×3=30mm2;L=πD=6136mm;ρ=7.8;η=99%W12=A×ρ×L×1/η×1.2 =0.30×7.8×613.6×1/0.99×1.2=1740.49gW1=W11+W12=753.80+1740.49=2494.29g(2)环向焊缝消耗质量W2:1)内胆环向焊缝A=δ×b=8×2=16mm2 ;L=πD=3.14×2200=6908mm;ρ=7.9;η=99%W21=A×ρ×L×1/η×1.2 =0.16×7.9×690.8×1/0.99×1.2=1058.39g2)外胆环向焊缝A=δ×b=10×3=30mm2 ;L=πD=3.14×2300=7222mm;ρ=7.8;η=99%W22=A×ρ×L×1/η×1.2 =0.30×7.8×722.2×1/0.99×1.2=2048.42gW2=3W21+3W22=3175.17+6145.27=9320.44g(3)人孔焊缝消耗质量W3:A内=103.21mm2 ;A外=82mm2;L=πD=3.14×530=1664.2mm;ρ=7.9;η=55%W31=A内×ρ×L×1/η×1.2 =1.2049×7.9×166.42×1/0.55×1.2=2960.56gW32=A外×ρ×L×1/η×1.2 =0.82×7.85×166.42×1/0.55×1.2=2337.26gW3=W31+W32=2960.56+2337.26=5297.82g(4)补强圈焊缝消耗质量W4:A=18mm2;L=πD=3.14×840=2637.6mm;ρ=7.9;η=55%W4=A×ρ×L×1/η×1.2 =0.18×7.9×263.76×1/0.55×1.2=818.33g(5)接管焊缝消耗质量W5:1)压力表口和温度计口焊缝A内=55.45mm2 ;A外=82mm2;L=πD=3.14×25=78.5mm;ρ=7.85;η=55%W内51=A内×ρ×L×1/η×1.2 =0.5545×7.9×7.85×1/0.55×1.2=75.03gW外51=A外×ρ×L×1/η×1.2 =0.82×7.85×7.85×1/0.55×1.2=107.56g2)排空口焊缝A内=55.45mm2 ;A外=82mm2;L=πD=3.14×45=141.3mm;ρ=7.85;η=55%W内52=A内×ρ×L×1/η×1.2 =0.5545×7.9×14.13×1/0.55×1.2=135.05gW外52=A外×ρ×L×1/η×1.2 =0.82×7.85×14.13×1/0.55×1.2=193.61g 3)安全阀口、排污口、液料进出口焊缝A内=55.45mm2 ;A外=82mm2;L=πD=3.14×76=238.64mm;ρ=7.85;η=55%W内53= A内×ρ×L×1/η×1.2 =0.5545×7.9×23.864×1/0.55×1.2=228.08gW外53=A外×ρ×L×1/η×1.2 =0.82×7.85×23.864×1/0.55×1.2=326.98gW5=2W内51+ 2W外51+W内52+W外52+4W内53+ 4W外53=2914.08g(6)故所有焊缝消耗量总计为W总=W1+ W2+W3+W4+W5=2494.29+9320.44+5736.49+818.33+2914.08=20787.96g 2.坡口角度增加一度时焊缝消耗质量计算(1)纵向焊缝消耗质量W1:W1=2494.29g(2)环向焊缝消耗质量W2:W2=9320.44g(3)人孔焊缝消耗质量W3:A内=104.89mm2 ;A外=84.8mm2;L=πD=3.14×530=1664.2mm;ρ=7.9;η=55%W31=A内×ρ×L×1/η×1.2 =1.0489×7.9×166.42×1/0.55×1.2=3008.75gW32=A外×ρ×L×1/η×1.2 =0.848×7.85×166.42×1/0.55×1.2=2360.07gW3=W31+W32=3008.75+2360.07=5368.82g(4)补强圈焊缝消耗质量W4:W4=818.33g(5)接管焊缝消耗质量W5:1)压力表口和温度计口焊缝A内=56.23mm2 ;A外=84.8mm2;L=πD=3.14×25=78.5mm;ρ=7.85;η=55%W内51=A内×ρ×L×1/η×1.2 =0.5623×7.9×7.85×1/0.55×1.2=76.09gW外51=A外×ρ×L×1/η×1.2 =0.848×7.85×7.85×1/0.55×1.2=111.32g 2)排空口焊缝A内=56.23mm2 ;A外=84.8mm2;L=πD=3.14×45=141.3mm;ρ=7.85;η=55%W内52=A内×ρ×L×1/η×1.2 =0.5623×7.9×14.13×1/0.55×1.2=136.95gW外52=A外×ρ×L×1/η×1.2 =0.848×7.85×14.13×1/0.55×1.2=200.39g 3)安全阀口、排污口、液料进出口焊缝A内=56.23mm2 ;A外=84.8mm2;L=πD=3.14×76=238.64mm;ρ=7.85;η=55%W内53= A内×ρ×L×1/η×1.2 =0.5623×7.9×23.864×1/0.55×1.2=231.29gW外53=A外×ρ×L×1/η×1.2 =0.848×7.85×23.864×1/0.55×1.2=338.42gW5=2W内51+ 2W外51+W内52+W外52+4W内53+ 4W外53=2991g(6)故所有焊缝消耗量总计为W总=W1+ W2+W3+W4+W5=2494.29+9320.44+5368.82+818.33+2991=20992.88g (7)坡口增加一度时焊缝消耗量增加量了204.92g。