金属的塑性成形新工艺
- 格式:ppt
- 大小:581.50 KB
- 文档页数:19
浅谈铸造成型与塑性成形的新发展摘要:经过了三个多月的金属工艺学学习,课程也将要接近尾声了,在杨老师的课程中,我学到了很多关于金属铸造、成型的各种原理和发展过程和发展前景,随着我国的科学技术和工业化的发展,也大大的促进了制造业和制造工艺的发展,推动了铸造成型和塑性成形的新工艺的开发和创新,使得铸造成型和塑性成形的工艺朝着批量化、工艺化、精细化、轻量化的方向有了长足的进步,接下来我就铸造成型和塑性成形的一些了解的进行一下简单的论述。
关键词:铸造成型铸造工艺新工艺塑性成形缺点技术发展随着科学技术在各个领域的突破,尤其是计算机的广泛应用,促进了铸造技术塑性成形的飞速发展,各种工艺技术与铸造技术的相互渗透和结合,也促进了铸造新工艺、新方法的发展。
通过与计算机的紧密结合,数控加工、激光成型、人工智能、材料科学和集成制造等一系列与塑性成形相关联的技术的发展大大的促进了塑性成形的飞速发展。
一、铸造成型铸造种类很多,按造型方法习惯上分为:①普通砂型铸造,包括湿砂型、干砂型和化学硬化砂型3类。
②特种铸造,按造型材料又可分为以天然矿产砂石为主要造型材料的特种铸造(如熔模铸造、泥型铸造、铸造车间壳型铸造、负压铸造、实型铸造、陶瓷型铸造等)和以金属为主要铸型材料的特种铸造(如金属型铸造、压力铸造、连续铸造、低压铸造、离心铸造等)两类。
铸造工艺通常包括:①铸型(使液态金属成为固态铸件的容器)准备,铸型按所用材料可分为砂型、金属型、陶瓷型、泥型、石墨型等,按使用次数可分为一次性型、半永久型和永久型,铸型准备的优劣是影响铸件质量的主要因素;②铸造金属的熔化与浇注,铸造金属(铸造合金)主要有铸铁、铸钢和铸造有色合金;③铸件处理和检验,铸件处理包括清除型芯和铸件表面异物、切除浇冒口、铲磨毛刺和披缝等凸出物以及热处理、整形、防锈处理和粗加工等。
近年来基于汽车轻量化的要求,越来越多的汽车零件正逐步由钢、铁改为铝、镁、塑料等轻质材料,其中以铝代钢铁是当前汽车轻量化的主要发展方向。
第五节其它塑性成形方法随着工业的不断发展,人们对金属塑性成形加工生产提出了越来越高的要求,不仅要求生产各种毛坯,而且要求能直接生产出更多的具有较高精度与质量的成品零件.其它塑性成形方法在生产实践中也得到了迅速发展和广泛的应用,例如挤压、拉拔、辊轧、精密模锻、精密冲裁等。
一、挤压挤压:指对挤压模具中的金属锭坯施加强大的压力作用,使其发生塑性变形从挤压模具的模口中流出,或充满凸、凹模型腔,而获得所需形状与尺寸制品的塑性成形方法.挤压法的特点:(1)三向压应力状态,能充分提高金属坯料的塑性,不仅有铜、铝等塑性好的非铁金属,而且碳钢、合金结构钢、不锈钢及工业纯铁等也可以采用挤压工艺成形。
在一定变形量下,某些高碳钢、轴承钢、甚至高速钢等也可以进行挤压成形。
对于要进行轧制或锻造的塑性较差的材料,如钨和钼等,为了改善其组织和性能,也可采用挤压法对锭坯进行开坯。
(2)挤压法可以生产出断面极其复杂的或具有深孔、薄壁以及变断面的零件。
(3)可以实现少、无屑加工,一般尺寸精度为IT8~IT9,表面粗糙度为Ra3。
2~0。
4μ m,从而(4)挤压变形后零件内部的纤维组织连续,基本沿零件外形分布而不被切断,从而提高了金属的力学性能.(5)材料利用率、生产率高;生产方便灵活,易于实现生产过程的自动化.挤压方法的分类:1.根据金属流动方向和凸模运动方向的不同可分为以下四种方式:(1)正挤压金属流动方向与凸模运动方向相同,如图2—69所示。
(2)反挤压金属流动方向与凸模运动方向相反,如图2—70所示.(3)复合挤压金属坯料的一部分流动方向与凸模运动方向相同,另一部分流动方向与凸模运动方向相反,如图2—71所示。
(4)径向挤压金属流动方向与凸模运动方向成90°角,如图2—72所示。
图2-69 正挤压图2—70 反挤压图2—71 复合挤压图2-72 径向挤压2.按照挤压时金属坯料所处的温度不同,可分为热挤压、温挤压和冷挤压三种方式:(1)热挤压变形温度高于金属材料的再结晶温度。
装备制造业之塑性成形技术随着现代工业的不断发展,各类装备制造业在实现高效生产和优质产品方面面临着日益严峻的挑战。
然而,塑性成形技术作为一种重要的制造工艺,正逐渐成为解决这些问题的关键。
本文将介绍塑性成形技术在装备制造业中的应用及其优势,并分析其未来发展趋势。
一、塑性成形技术在装备制造业中的应用1. 金属板材的压力成形金属板材压力成形技术是制造高强度、高精度零部件的重要手段。
通过将金属板材置于模具中,并施加压力,使金属板材发生弯曲、拉伸或冲裁等变形过程,从而得到所需形状的零部件。
该技术广泛应用于航空航天、汽车、电子等领域,并且可以生产出具有优良机械性能和表面质量的产品。
2. 金属管材的拉伸和冲压成形金属管材的拉伸和冲压成形技术主要用于制造管道、管接头和其他金属管材零部件。
通过控制拉伸和冲压力度,使金属管材在变形过程中逐渐改变截面形状,从而得到满足需求的产品。
该技术在石油化工设备、船舶制造等行业中得到广泛应用。
3. 塑性挤压技术塑性挤压技术是将金属坯料通过模具挤压成型,用于制造复杂截面的金属材料。
该技术具有高效率、节能和资源利用率高的特点,并且可以生产出优质的零部件。
在航空航天、铁路交通等领域,塑性挤压技术已成为制造高性能轻质构件的重要工艺。
二、塑性成形技术的优势1. 精度高塑性成形技术可以通过精确的模具设计和控制,实现对材料的精细加工,从而获得高度精密的零部件。
与传统加工工艺相比,塑性成形技术具有更低的工艺损失和变形量,可以提供更高的制造精度和表面质量。
2. 材料利用率高塑性成形技术将材料的变形过程与材料的剪切、挤压和拉伸等工艺相结合,可大幅提高材料的利用率。
与传统切削加工相比,塑性成形技术减少了材料废料的产生,并可在一次成形中得到复杂形状的零部件。
3. 生产效率高塑性成形技术具有高效率、批量生产的优势。
通过合理的设备配置和工艺优化,可以实现自动化、连续化生产,从而大幅提高生产效率。
此外,塑性成形技术还可以快速响应市场需求,缩短产品的开发周期。
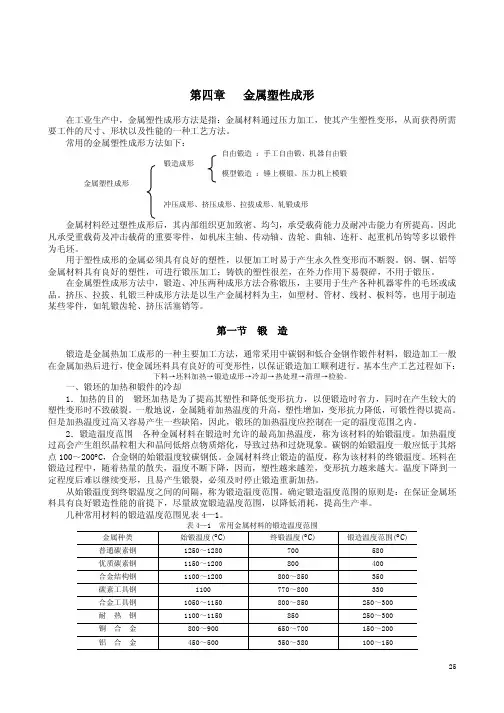
第四章金属塑性成形在工业生产中,金属塑性成形方法是指:金属材料通过压力加工,使其产生塑性变形,从而获得所需要工件的尺寸、形状以及性能的一种工艺方法。
常用的金属塑性成形方法如下:自由锻造:手工自由锻、机器自由锻锻造成形模型锻造:锤上模锻、压力机上模锻金属塑性成形冲压成形、挤压成形、拉拔成形、轧锻成形金属材料经过塑性成形后,其内部组织更加致密、均匀,承受载荷能力及耐冲击能力有所提高。
因此凡承受重载荷及冲击载荷的重要零件,如机床主轴、传动轴、齿轮、曲轴、连杆、起重机吊钩等多以锻件为毛坯。
用于塑性成形的金属必须具有良好的塑性,以便加工时易于产生永久性变形而不断裂。
钢、铜、铝等金属材料具有良好的塑性,可进行锻压加工;铸铁的塑性很差,在外力作用下易裂碎,不用于锻压。
在金属塑性成形方法中,锻造、冲压两种成形方法合称锻压,主要用于生产各种机器零件的毛坯或成品。
挤压、拉拔、轧锻三种成形方法是以生产金属材料为主,如型材、管材、线材、板料等,也用于制造某些零件,如轧锻齿轮、挤压活塞销等。
第一节锻造锻造是金属热加工成形的一种主要加工方法,通常采用中碳钢和低合金钢作锻件材料,锻造加工一般在金属加热后进行,使金属坯料具有良好的可变形性,以保证锻造加工顺利进行。
基本生产工艺过程如下:下料→坯料加热→锻造成形→冷却→热处理→清理→检验。
一、锻坯的加热和锻件的冷却1.加热的目的锻坯加热是为了提高其塑性和降低变形抗力,以便锻造时省力,同时在产生较大的塑性变形时不致破裂。
一般地说,金属随着加热温度的升高,塑性增加,变形抗力降低,可锻性得以提高。
但是加热温度过高又容易产生一些缺陷,因此,锻坯的加热温度应控制在一定的温度范围之内。
2.锻造温度范围各种金属材料在锻造时允许的最高加热温度,称为该材料的始锻温度。
加热温度过高会产生组织晶粒粗大和晶间低熔点物质熔化,导致过热和过烧现象。
碳钢的始锻温度一般应低于其熔点100~200︒C,合金钢的始锻温度较碳钢低。
先进材料超塑成形技术先进材料超塑成形技术是一种利用特殊的工艺方法和控制技术,将金属材料在高温和高应变率条件下通过塑性变形成型的一种先进制造技术。
超塑成形技术能够制备出复杂几何形状的零件,并且具有优异的力学性能和表面质量。
本文将对超塑成形技术的原理、应用、发展现状和未来发展进行探讨。
超塑成形技术的原理主要是利用材料在高温和高应变率条件下的特殊塑性行为。
在高温下,材料的塑性变形能力会显著增强,可以实现超塑性变形。
高应变率条件下,由于材料的快速变形速率,可以避免材料的回弹和微观缺陷的形成,从而得到理想的成形零件。
超塑成形技术通常需要在高温下进行,因此需要使用专门设计的设备和控制系统来保持合适的温度和应变率。
超塑成形技术在航空航天、汽车制造、医疗器械等领域具有广泛的应用前景。
在航空航天领域,超塑成形技术可以制造出轻量化的结构件,提高整体效能并减少燃料消耗。
在汽车制造领域,超塑成形技术可以制造出复杂形状和轻质的车身零件,提高车辆的安全性能和燃油经济性。
在医疗器械领域,超塑成形技术可以制造出精密的植入器械和医疗设备,提高治疗效果和患者的生活质量。
目前,超塑成形技术已经得到了广泛的研究和应用。
一些国家和地区已经建立了专门的研究中心和实验室,对超塑成形技术进行深入研究,并推动其产业化发展。
在实践中,超塑成形技术已经成功应用于一些特定领域的生产工艺中,取得了较好的成果。
然而,超塑成形技术还存在一些挑战和限制。
首先,高温和高应变率条件下材料容易发生晶粒长大和孔洞形成等缺陷,导致材料的力学性能下降。
其次,超塑成形技术的设备和工艺复杂,生产周期长,需要大量的热能和人工操作。
此外,超塑成形技术还需要对材料的力学性能和塑性变形行为进行深入研究,以满足不同应用领域对材料的要求。
未来,超塑成形技术的发展方向主要包括材料的改进、工艺的优化和设备的突破。
首先,需要开发出具有优异力学性能和高温稳定性的超塑性材料。
其次,需要改进超塑成形工艺,提高生产效率和产品质量。
金属板材塑性成形的极限分析一、金属板材塑性成形的基本概念与重要性金属板材塑性成形是一种利用金属材料的塑性变形能力,通过外力作用使其发生形状变化的加工技术。
这种技术广泛应用于汽车、航空航天、家电制造等多个领域,对于提高材料利用率、降低成本、提升产品性能具有重要意义。
1.1 金属板材塑性成形的基本定义塑性成形是指在一定的温度和压力条件下,金属板材在塑性状态下发生形变,最终形成所需形状和尺寸的过程。
这一过程涉及到材料的力学行为、变形机理以及加工工艺等多个方面。
1.2 金属板材塑性成形的重要性金属板材塑性成形技术是现代制造业的基石之一。
它不仅能够提高材料的成形精度和生产效率,还能有效降低生产成本,满足现代工业对高性能、轻量化产品的需求。
二、金属板材塑性成形的关键技术与工艺金属板材塑性成形包含多种关键技术与工艺,这些技术与工艺直接影响成形质量、生产效率和成本。
2.1 金属板材的塑性变形机理金属板材的塑性变形机理是塑性成形的基础。
它涉及到材料内部的微观结构变化,如位错运动、晶粒变形等。
了解这些机理有助于优化成形工艺,提高成形质量。
2.2 塑性成形的主要工艺方法塑性成形的主要工艺方法包括轧制、拉伸、冲压、弯曲等。
每种方法都有其特定的应用场景和优势,选择合适的工艺方法对于保证成形效果至关重要。
2.3 塑性成形过程中的缺陷控制在塑性成形过程中,可能会出现裂纹、起皱、回弹等缺陷。
有效的缺陷控制技术可以显著提高成形件的质量和可靠性。
2.4 塑性成形工艺的数值模拟随着计算机技术的发展,数值模拟已成为塑性成形工艺设计的重要工具。
通过模拟可以预测成形过程中的应力、应变分布,优化工艺参数。
三、金属板材塑性成形的极限分析与应用极限分析是研究金属板材在塑性成形过程中达到极限状态的条件和行为,对于提高成形工艺的安全性和可靠性具有重要意义。
3.1 极限分析的理论基础极限分析的理论基础包括材料力学、塑性力学和断裂力学等。
这些理论为分析金属板材在成形过程中的应力、应变状态提供了科学依据。
装备制造业之塑性成形技术在装备制造业中,塑性成形技术是一项重要的制造工艺,它通过对金属材料的塑性变形来实现对零件的成形。
塑性成形技术具有高效、精确、经济的特点,广泛应用于各个领域,如汽车制造、航空航天等。
本文将对塑性成形技术的概念、工艺流程以及在装备制造业中的应用进行论述,并重点介绍了其在汽车制造领域中的应用。
一、塑性成形技术概述塑性成形技术是利用材料在塑性变形过程中体积不变的特性,通过外力作用将材料加工成所需形状的一种成形工艺。
它能够更好地满足装备制造业对高强度、轻质材料的需求,并能够减少加工工序和材料浪费。
塑性成形技术包括热挤压、热轧、锻造、拉伸等多种方法,每种方法都有其适用的材料和成形形式。
二、塑性成形技术的工艺流程塑性成形技术的工艺流程一般包括材料准备、装配和调整、塑性成形、材料处理和成品制备等环节。
首先,需要选择合适的材料,并对其进行加热、退火等预处理,以提高材料的可塑性。
然后在成形装置中安装和调整模具,确保其能够进行准确的成形。
接下来,将加热后的材料放入成形装置中,通过外力的作用,使其发生塑性变形,并按照设计要求形成所需的零件形状。
最后,对成形后的零件进行处理和制备,如清洗、涂层等,以保证其质量和性能的稳定。
三、塑性成形技术在装备制造业中的应用1. 汽车制造领域塑性成形技术在汽车制造领域中得到了广泛的应用。
例如,汽车车身的制造中,通过冲压工艺将钢板进行成形,制作出车身外壳等零部件。
这种工艺具有高效、精确的特点,能够满足汽车制造行业对高强度、轻质材料的需求,并能够大批量生产,提高生产效率。
2. 航空航天领域在航空航天领域,塑性成形技术被广泛应用于飞机和火箭等装备的制造过程中。
例如,利用锻造技术可以制造出高强度、耐高温的发动机零部件,以提高发动机的性能和寿命。
此外,通过冲压工艺可以制造出轻质、高强度的飞机蒙皮和结构零件等。
3. 电子设备制造领域在电子设备制造领域,塑性成形技术也有着广泛的应用。