金属切削毛刺的生成机理与对策
- 格式:pdf
- 大小:138.19 KB
- 文档页数:4
现在很多行业都会用到激光切割机进行加工制造,从而达到事半功倍的效果。
但是会有人在使用激光切割机加工钣金时,切割出来的工件效果不是很理想,而且会出现很多毛刺,有人怀疑是不是激光切割机质量有问题。
其实不是的,激光切割机在切割金属材料的过程中,因为操作不当、技术问题或者加工材料的不同都可能会产生毛刺。
那么激光切割机加工钣金出现毛刺的原因是什么?又有哪些解决方法呢?下面小编就来给大家简单分析一下。
原因一、光束的焦点上下位置出现偏差
解决办法:调整焦点的位置,根据其产生的偏移位置进行调整。
原因二、设备的输出功率不够
解决办法:检查激光器的工作是否正常,不正常则需要及时修理维护,如果正常则要检查输出数值是否正确。
原因三、切割机的切割速度过慢
解决方法:及时调整并提高切割速度。
原因四、切割机的辅助气体纯度不够
解决方法:提高辅助气体的纯度。
原因五、切割机的激光束的焦点发生了偏移
解决方法:进行焦点的调试,及时进行调整
原因六、激光切割机运作时间过长而产生的不稳定
解决方法:关闭机器重启并让机器休息
激光切割机是一种精密的机器,其操作也是一项精细的工作。
往往一个数据的错误就会造成其它工作运行的不正常,因此在工作中要严密精细,减少和避免出现错误。
当然出现毛刺的原因有时候也可能跟设备本身的质量有关,所以宏山激光小编建议大家在选择激光设备的时候综合考量厂家的实力、口碑,不要一味的去寻求低价,尽可能选择行业内比较知名、口碑比较好的激光切割机品牌。

高速金属圆锯机锯切显现毛刺过多的因素有
哪些呢
一般情况下,高速金属圆锯机属于金属切断加工设备,切断的工
件表面特别光滑,无毛刺,但有时也会发觉工件上毛刺过多或是切断面
不平整,这多半是由于高速金属圆锯机锯片的原因所致。
下面我们一起来了解一下都有哪些原因,以及相应有哪些对策?
一、圆锯片需要修磨
原因分析:圆锯片本身是有肯定的使用时长的,超过时间将要修磨,假如不进行修磨,会产生切断时的不稳定及工件表面毛刺过多或是
平行度变差,严重时还会产生爆齿等不可挽回的事故发生。
解决方法:适时对高速金属圆锯机锯片进行肯定的保养修磨,不
要等锯片到了必需要修磨的情况下,才进行替换,应提前做好准备。
二、数控圆锯机锯片本身有残缺
原因分析:在更换安装圆锯片的时候,没有认真检查锯片的情形,例如刀板有裂痕、锯齿有缺口、掉齿等问题;
解决方法:在使用圆锯片前,应对锯片本身做一个检查,不要将
有残缺的锯片安装使用。
三、检查磁粉离合器
原因分析:高速金属圆锯机磁粉离合器是起到保护及稳定圆锯片
的作用,使之切断更精准、更效益;假如磁粉离合器产生问题,将会导
致圆锯片运转不稳定,引发各种切断所产生的问题。
解决方法:停止设备,依据实在情况、使用说明进行系列检查,
建议请专业维护和修理人员排查事故。
四、圆锯片安装不正确
原因分析:圆锯机在安装或是更换圆锯片的时候,有螺丝松动或是法兰不正确,导致在切断加工过程中,圆锯片有摇摆现象;
解决方法:逐一检查设备情形,各部位之间的紧固性,检查法兰等部位。
金型毛刺修理心得分享
以下为个人对金型的了解所述,不足之处请指出更正。
金型切断毛刺的形成原因及对策:
1、PUNCH和DIE发生磨损。
金型正常切断时;LEAD的断裂处应该是从PUNCH和DIE的刃端发生断裂,毛刺不会产生,但随着PUNCH和D 断裂发生在PUNCH和DIE的刃端稍靠侧面,切断面的位置发生偏移,毛刺也就随着产生;此时确认PUNCH和
2、金型PUNCH下冲压量太大。
PUNCH的下冲量调整至刚好能将产品切断为佳,压力越大毛刺越多。
3、金型PUNCH与DIE的合理间隙发生变化。
金型的安装不当或部件变形才会发生。
4、PUNCH的刃口部付着残渣。
第3点与我们的平时操作极为相关,PUNCH刃端有锡渣付着分析:
如何预防毛刺发生?
金型出现故障时先确认切断后的导线架,判断切断后的导线架是否正常,当导线架不正常时;设备停止,金型内FRAME取出,用小刀或专用清洁工具将残留物清理干净。
如果不及时清理
DIE槽里的残留物,毛刺很快就会产生,并且PUNCH和DIE的磨损也很快,所以当金型或流道
发生故障时应做好以上步骤。
备注:牙刷和铜刷清理无效,此清洁需由技术员操作。
正常切断后
非正常切断后
导线架的边脚
被切掉,残留
至下型的DIE 内
随着PUNCH和DIE的磨损;
产生;此时确认PUNCH和DIE的磨损程度。
架不正常时;金型重复切断时PUNCH的刃口残渣付着发生,毛刺即将产生。

65Mn钢平台磨削淬硬加工中毛刺的形成机理及其控制的开题报告一、研究背景与意义平台是机床上的一种常见工件,其表面质量对于加工精度和工件寿命有着重要的影响。
在平台的磨削淬硬加工中,毛刺是一个常见的表面缺陷,它会降低工件表面质量,影响其使用效果。
毛刺的形成机理研究是解决这一问题的关键,只有深入掌握毛刺形成的原因,才能有效地采取控制措施,提高加工质量。
二、文献综述目前,对于65Mn钢平台磨削淬硬加工中毛刺形成机理的研究较少。
国内外的研究主要集中在磨削加工中毛刺的形成机理和控制上,较少涉及磨削淬硬加工中毛刺的研究。
毛刺的形成可以归结为两个方面,一是切屑的变形与切削力的分布,二是砂轮磨粒的切削性能。
对于切屑的变形与切削力的分布,一些学者通过数值模拟和实验研究发现,工件表面凹凸不平会导致切削力的分布不均匀,进而影响毛刺的形成;另外,切削力的大小和方向也会影响毛刺的形成。
因此,降低工件表面粗糙度和控制切削力方向是减少毛刺的有效措施。
对于砂轮磨粒的切削性能,一些研究表明,砂轮硬度和深度对毛刺形成有一定的影响。
较硬的砂轮和较深的切削深度容易导致毛刺的产生。
因此,在加工中选择较软的砂轮和较浅的切削深度是减少毛刺的有效途径。
三、研究内容和方法本文拟通过实验研究的方法,分析65Mn钢平台磨削淬硬加工中毛刺的形成机理,重点研究以下内容:1. 毛刺的表面形貌和形成规律。
2. 切削力和切削温度等对毛刺形成的影响。
3. 砂轮硬度和切削深度等对毛刺形成的影响。
4. 提出有效的控制措施,减少毛刺的产生。
实验中将采用扫描电镜、电子万能试验机等测试仪器,对毛刺的形貌和切削力等进行测量和分析。
四、预期结果与意义通过本次研究,预计可以得出以下结果:1. 确定65Mn钢平台磨削淬硬加工中毛刺的形成机理和规律。
2. 确定切削力、切削温度、砂轮硬度、切削深度等对毛刺形成的影响关系。
3. 提出有效的控制措施,减少毛刺的产生,提高工件表面质量和加工效率。
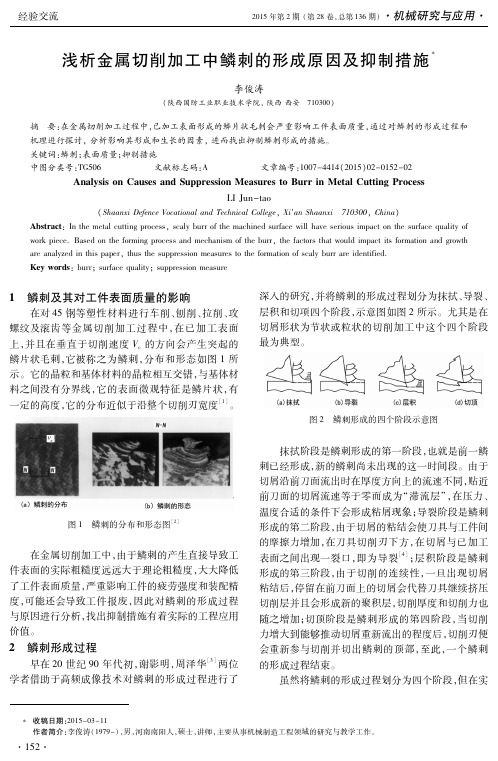
金属切削加工中的毛刺问题王春梅[摘要]毛刺是金属切削加工中产生的必然现象,它直接影响产品的质量,应从产品结构设计、工艺设计、刀具设计和生产管理等方面对毛刺加以控制。
关键词:金属切削加工毛刺解决措施1.引言长期以来,毛刺现象没有引起人们足够的重视,以至毛刺悄然影响着产品的质量。
如在进行挖掘机液压系统某个零件的设计时,在技术要求中写上“去除各孔交、贯处毛刺”的字样,但有人却以加工难度大、检测不方便、增加加工成本等为由提出质疑。
工人们也常常嫌麻烦忽视去毛刺工序,部分设计人员对此也不太重视,在图样上漏写“去毛刺”或“棱边倒钝”等。
其实,去毛刺是一个非常重要的工序,在液压系统中,零件上的毛刺一旦脱落进入元件时就会卡死滑阀,损伤零件表面,割破软管或堵塞出液口等从而影响主机性能,甚至停机。
毛刺如果掉在定位基准面上会影响加工精度;毛刺还会容易划伤工人造成不安全因素影响装配质量以及零件寿命,如何看待和控制金属切削加工中的毛刺问题,这将直接关系到产品的质量,这里就此发表一点看法。
2.对毛刺问题的重新认识毛刺,是指在金属(包括热加工和冷加工)切割加工过程中在切削力作用下,产生晶粒剪切滑移、塑性变形使材料挤压撕裂,导致工件表面过渡处出现各种尖角、毛边等不规则的金属部分。
这里主要指的是在冷加工,即金属切削加工中的毛刺问题。
毛刺是金属切削加工中产生的普遍现象之一,也是金属切削理论研究中迄今为止尚未解决好的两大难题(毛刺的生成与控制,切屑的处理与控制)之一。
大家都知道金属切削加工是指从工件上切除多于金属材料的加工方法。
不同的切削方法选用的刀具不同(常用的刀具有车刀、刨刀、钻头、齿轮刀具等,常见的切削加工方法有车削、刨削、钻削、磨削、铣削、齿轮加工等),切削加工虽有多种不同的方式但在很多方面(如切削时的运动、切削刀具以及切削过程的实质等)度有着共同的规律,采用不同的切削手段,毛刺的形成机理也不仅相同,毛刺的形状也不同。
所以毛刺对工件质量的影响程度也不同,毛刺直接影响被加工工件的尺寸精度、形位精度和表面粗糙度。
浅谈机械零件去毛刺工艺【摘要】本文对金属加工中产生毛刺的原因及一些解决的方法进行了论述,并通过自己的实践经验提出了一些解决办法。
【关键词】机械零件去毛刺工艺在机械加工过程中毛刺的出现是普遍现象、同时也是不可避免的,由于毛刺在机械零件的生产加工过程中对加工精度、装夹时零件的校准、机器设备的使用要求、零件再加工时的定位、工人操作时的安全和零件加工好后的外观质量等许多方面都能影响到。
在我单位进行的交通安全设施设计、加工过程中,我发现机械零件的毛刺问题对产品质量有着非常大的影响,并且造成许多不良后果。
而我在与兄弟单位和相关机械加工单位的交流中,发现这些单位也存在着同样的问题。
在我查找一些资料和文献以后,发现那些工艺先进的国家也都在积极的从产品设计、工具使用、切削规范选用等各个方面研究控制毛刺的预防性工艺,并且专门成立了相应的研究机构来加以重视。
而我们目前却仍有很多人、很多企业对此技术不太重视,往往会忽视毛刺的存在,使得产品合格率下降。
我结合自己的学习和工作经验总结出了一些较少毛刺影响的方法,在实际工作中取得了较好的效果,以供大家参考。
去毛刺的优越性很多,主要目的是为获得优质合格的产品,其目的如下:1、防止和避免因毛刺的存在影响机械零件的定位和加紧,降低加工精度。
2、防止和避免因毛刺的存在使得监测数据偏差,增大工件的废品率。
3、消除机械零件在使用过程中因毛刺存在或脱落引起的磨损和故障。
4、无毛刺得机械零件涂装和油漆时附着力会增大,可使涂层质地均匀、外观质量好、光滑整洁、涂层牢固耐用。
5、带有毛刺的机械零件经热处理时容易产生裂纹,降低零件疲劳强度,对于承受负荷的零件或者以高速运转的零件去毛刺更是不能忽视。
零件上的毛刺种类多种多样,有的是在切削过程中塑性变形引起的,有的是铸造、模锻等加工过程中的飞边,还有的是焊接挤出的残料,不一而足,所以我们要对待不同的毛刺进行不同种类的操作。
毛刺在机械加工中的解决方法应从两方面考虑,一、如何使毛刺在加工过程中少产生或不产生。
铝合金型材表面金属豆、毛刺、三角口产生的原因及解决办法金属豆---铝合金型材表面附有球状灰黑色硬质颗粒金属,结构疏松。
在铝合金型材表面分能擦掉和擦不掉二种。
毛刺(三角口)---增大后的黑色硬质颗粒金属在摩擦铝合金型材表面后及同流动的型材摩擦抬升及掉落过程中形成的前宽后尖的凹坑。
铝材缺陷产生原因:(一):铝棒的合金成份,含硅Si量及铁Fe量高,且镁Mg硅Si 配比不当(硅含量超过标准值),多余的硅和铁会比铝金属性能更活跃,在铝镁硅Al-Mg-Si结晶相中单独抢得镁原子结合成镁2硅Mg2Si相和铝铁硅相ALFeSi,使得晶粒粗大并呈针尖状组织,性能活泼,硬度增加,塑性差。
此多数金属豆能擦(碱洗)掉(二):铝挤压模具方面工作带硬度不够,死角过大,使用过久,工作带过长。
(三):铝挤压速度与挤压温度过快过高,铝棒过长表层铝压入。
(四):垫与垫,垫与筒之间的配合超差,金属豆往往深嵌铝型材表面而擦(碱洗)不掉。
(五):外界杂物及空气尘埃吸附。
(六): 生产时热棒出炉过早,铝棒表层温度下降,晶粒析出粗大化,生产硬合金特别要注意。
消除办法:铝合金型材金属豆的消除关键在于铝棒的质量问题,含硅含铁量过高是造成表面有颗粒状金属的主要问题。
铝材生产过程中,垫与垫,垫与筒之间的配合超差,使挤压筒内相对稳定的附着表层铝被破坏,这些同筒温(400度左右)相同温度明显低于挤压棒温的附着表层铝随金属间的摩擦力缓慢从筒壁上剥离,形成细小的,低温的,硬度略高的ALFeSi金属颗粒,通过模孔时压入型材表面,形成用手擦不掉的金属豆。
我另外碰到的一种原因:长发铝业630吨生产6061车圈材表面粗有毛刺严重,换棒无效,生产6063则无,后发现筒断相温度只有365度,修好后390度挤压型材毛刺消失。
原因是6061车圈材挤速慢,棒(520度)外层与筒壁传热冷却过程中镁2硅Mg2Si相和铝铁硅相ALFeSi析出集中在铝棒表层,经死区在型材表面反映出来。
金属切削毛刺形成机理及去除方法综述卓小文 梅源 周欣悦 赵汉青芜湖职业技术学院汽车与航空学院 安徽芜湖 241000摘要:介绍了金属切削加工过程中毛刺形成机理的研究现状,针对不同的去除原理,介绍了国内外有包括人工、磨粒、化学能、电能、热能及磁能六大类常用的去除方法,同时对常用的去毛刺技术,如挤压珩磨法、超声波去毛刺法、电化学去毛刺等技术的发展现状进行系统的概述,最后提出去毛刺研究的发展趋势并分析若干待解决的问题。
关键词:机理研究 去毛刺工艺 电化学 机械零件中图分类号:TG506文献标识码:A 文章编号:1672-3791(2024)04-0136-03An Overview of the Formation Mechanism and Removal Methodsof Metal Cutting BurrsZHUO Xiaowen MEI Yuan ZHOU Xinyue ZHAO Hanqing School of Automobile and Aviation, Wuhu Institute of Technology, Wuhu, Anhui Province, 241000 China Abstract:This article introduces the research status of the formation mechanism of burrs in the metal cutting manufacture process. For different removal principles, it introduces more than 100 common removal methods in six categories at home and abroad, including manual, abrasive, chemical, electrical, thermal and magnetic methods. This article provides a systematic overview of the development status of technologies such as extrusion honing, ul⁃trasonic deburring and electrochemical deburring.Finally, it proposes the development trend of deburring research and analyzes some issues to be solved.Key Words: Mechanism research; Deburring process; Electrochemistry; Mechanical part毛刺的产生是金属切削加工过程中的普遍现象之一。
车削加工中毛刺的生成因素的控制金属切削中产生的切削毛刺严重的影响了被加工工件的尺寸精度和形位精度,并在一定程度上成为后续加工工序作业的障碍(例如在滑动管一序切断过程中产生的端面毛刺若处理不当会影响到滑动管与滑动板焊接工序时的定位),甚至还影响到零件的使用性能和寿命。
因此,弄清切削加工毛刺的生成过程、生成机理及影响因素,对开发切削加工中毛刺的抑制与去除方法,保证和提高切削加工质量具有重要的理论意义和实用价值。
按照以切削运动和道具切削刃为基础的切削毛刺分类方法,车削加工中产生的切削毛刺可分为进给方向毛刺(沿进给运动方向产生的切入毛刺和切出毛刺,例如在座管外圆车削中由于刀具的磨损、程序说设定的切削用量、刀具的磨损、切削液和对切屑的控制表面过于粗糙,)和两侧毛刺(沿刀具的主、副切削刃两侧流动所产生的切削毛刺,例如在导向套镗孔后需配备倒角刀倒角已去除边缘毛刺)两类。
一般情况下,沿进给运动方向产生切入进给方向毛刺的尺寸很小。
沿刀具主切削刃产生的两侧毛刺只能部分地增大切出进给方向毛刺的高度尺寸,对工件已加工表面质量多无多大影响。
但沿刀具副切削刃产生的两侧毛刺一流在工件的已加工表面上,增大其表面粗糙度值,破坏工件的尺寸精度,对切削加工质量产生直接的影响。
当加工精度要求不太高时其影响可以忽略。
而沿进给运动方向产生的切出进给方向毛刺尺寸最大,去除困难,去除作业量大,它往往成为增大加工成本、降低切削效率的主要原因之一。
金属切削加工中影响切削毛刺的主要因素有被加工工件材料的物理机械性能、刀具的几何参数、切削用量及工件终端部的形态等。
车削加工中进给方向毛刺形成过程:由于各种因素的影响,车削加工中可形成一次毛刺和二次毛刺,一次毛刺的形成大体上经过正常切削、端部变形、继续切削和毛刺形成四个阶段:1、正常切削从刀具切入工件被切削层后,切削沿着前刀面流出,切削加工顺利进行,在正常切削阶段中,沿这刀具的主、副切削刃产生两侧毛刺,并且沿刀具副切削刃产生的两次毛刺部分的遗留在工件的已加工表面上,影响其质量。