飞机复合材料快速修补技术研究_陶义建
- 格式:pdf
- 大小:1.01 MB
- 文档页数:8
直升机复合材料结构修理方法与验证技术研究摘要:近年来,复合材料已经在直升机上得到广泛应用,不但用于操纵面和整流罩,而且也用于主承力结构,有效地减轻了直升机的结构重量,提高了直升机的战技性能。
釆用先进复合材料的程度已成为衡量直升机是否先进的重要标志之ー。
但是复合材料结构在生产过程中会存在生产缺陷,而且在使用过程中也不可避免地会遭受损伤。
复合材料结构损伤的原因是多方面的,并且很难完全避免。
这就要求研发人员在设计过程中充分考虑民用直升机交付后复合材料结构的可修复性。
关键词:复合材料;修理方法;蜂窝夹层;嵌入件;材料损伤;复合材料在直升机中的应用十分广泛,但有些复合材料在生产使用的过程中,可能会出现结构缺陷,使得直升机复合材料结构出现损伤。
对直升机复合材料结构的修理方法与验证技术进行了分析,将某型直升机作为研究对象,阐述了其复合材料结构损伤的修理过程及验证过程,验证的结果显示,通过挖补修理法进行直升机复合材料结构损伤的修理,有非常好的效果。
一、缺陷、损伤来源及其修理方法缺陷通常是生产制造过程中产生的,如分层、脱胶、压陷、起皱、夹杂、富脂、贫脂、铺层方向不准、次序不对、重量超差等。
损伤通常是加工和使用过程中产生的,有分层、脱胶、表面划伤、冲击损伤、战伤、裂纹等。
缺陷和损伤在实际生产制造和使用过程中都是无法完全避免的,若出现超标准的缺陷和损伤,将复合材料结构件报废,会造成巨大浪费,因此应对其进行正确的修理以满足生产和成本的需要。
在确定修理方案前,必须对复合材料结构进行彻底检查,对缺陷及损伤范围和程度做出正确的评估。
检测后,可准确确定复合材料结构的损伤程度,再根据损伤情况进行损伤评估,确定具体的处理方法。
在损伤评估中,通常遵循以下原则:把靠得非常近的损伤区看作为一个损伤区;如果靠得非常近的两个损伤区跨越两个不同的损伤区域,则一般把它们看作为一个损伤区,并且,按照其中要求较高的修理区域的要求进行处理;如果一个损伤区跨越两个修理区域,则应该按照其中要求比较严格的修理区域的规定进行处理。
飞机复合材料修补技术的研究摘要:随着通用飞机复合材料市场需求的扩大,所需的修补技术也日益受到广泛关注。
本文主要介绍了通用飞机复合材料的损伤形式、复合材料修补的原则、修补方法及修补技术在复合材料中典型应用,为后续通用飞机复合材料修补技术奠定了理论基础。
关键词:复合材料;修补原则;修补方法近年随着复合材料技术的成熟以及复合材料质轻、高强、结构功能一体化、设计制造一体化以及易于成大型制品等优点,使其复合材料在通用飞机上的用量也大幅攀升,这已成为通用飞机先进性的重要技术指标之一。
通用飞机用结构复合材料制品尺寸大、成本高,在生产、运输和服役期间难免会产生缺陷或损伤,若不能及时有效的修补,恢复原结构的使用性能,则只能降级使用甚至报废。
因此,探索复合材料的修补技术尤为重要。
一、复合材料的损伤形式复合材料的使用损伤主要是在使用过程中出现的高能量或低能量的冲击损伤。
常见的损伤形式有:(1)表面损伤:这种损伤主要伤及材料的表面或近表面,如擦伤、划伤、凹陷、气泡和分层等。
(2)冲击损伤:冲击损伤又分为高能量冲击和低能量冲击,子弹、发动机碎片、鸟撞等外来物冲击以及雷击等属于高能量冲击,通常产生穿透损伤,这些损伤均目视易检;维护设施的撞击,踩踏,螺钉、轮胎碎片以及冰雹的撞击等属于低能量冲击,这类冲击造成的损伤目视不一定能够检测到。
(3)分层:如层压板分层,面板与蜂窝芯分层等。
(4)脱胶:如胶接面脱胶,层压板脱胶及面板与蜂窝芯之间脱胶等。
(5)慢性长期损伤:如疲劳裂纹等。
(6)渗水、吸潮损伤等。
每个部件按其结构重要性不同分成不同的区域,根据不同区域的应力水平、由结构试验确定的安全系数以及结构的设计类型和几何形状,确定部件损伤的可接受水平:许可损伤、可修补损伤、不可修补损伤。
损伤评估一般按损伤程度确定、损伤结果评估、可接受损伤水平的确定等几个步骤进行。
二、通用飞机用复合材料修补的原则2.1 根据受力及影响飞机安全的严重程度,分析损伤容限及剩余强度,确定是否修补或报废;2.2 修复后零件的完整性达到结构可接受的水平,可满足结构设计和强度设计的要求。
浅谈飞机复合材料修理技术作者:刘爽来源:《中国科技博览》2017年第27期[摘要]随着现代航空业的飞速发展,复合材料在飞机上的应用日趋广泛,与此同时大量的飞机也进入了维修高峰期。
由于飞机本身的造价非常昂贵,相应地对飞机的维护需用的费用也居高不下。
在日益竞争的商业环境中,飞机停飞造成的经济损失将是非常巨大的。
因此修理方法是否便捷经济,修理效果是否有效,是决定其能否快速恢复运营、提高飞行安全的重要因素。
本文简要介绍了复合材料在飞机上的应用,梳理了常用的复合材料修理的技术及工艺,并列举了一个蜂窝修理的例子来介绍复合材料修理的相关步骤。
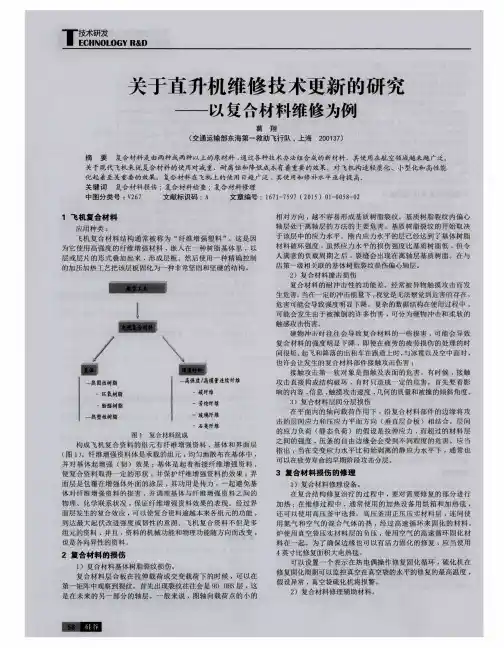
[关键词]飞机;复合材料;修理;应用中图分类号:T6501 文献标识码:A 文章编号:1009-914X(2017)27-0374-011 复合材料在飞机上的应用复合材料是由两种或两种以上的不同材料、不同形状、不同性质的物质复合形成的新型材料。
一般由基体材料和增强材料所组成。
复合材料可经设计,即通过对原材料的选择、各组分匹配设计和工艺条件的保证等,使原组分材料优点互补,因而呈现了出色的综合性能。
复合材料被应用于飞行器结构的过程,经历了一个从无到有、从少到多,从非承力结构到次承力结构,最后到主承力结构的发展过程,从早期的由玻璃纤维制成的整流罩等非承力件到近年来由碳纤维制成的复合材料壁板、梁等主承力大型构件,其用量和使用形式也是随着复合材料设计和制造技术水平的发展逐步提高。
从上个世纪70年代的10%不到,发展到现在几乎是由全复合材料制造而成的无人飞行器,这一快速的增长象征着复合材料时代的全面来到。
复合材料的使用规模已成为航空飞行器是否先进的一个重要评价因素。
与此同时,由于复合材料自身的弱点,在制造、装配和地面维护以及使用阶段,复合材料容易受到冲击等带来损伤,需要开展损伤修理,因此航空企业特别是航空维修企业对基本复合材料结构和复合材料结构修理技术的了解和掌握是极其重要和必要的。
飞机复合材料修理技术研究复合材料在飞机领域的应用范围越来越广泛,在制造和使用过程中出现了各种结构缺陷和损伤,因此对复合材料的修理和维护成为重要的研究领域。
对飞机复合材料的合理维修可以有效降低成本,提高飞机的安全系数。
主要对复合材料在飞机领域的应用进行了介绍,总结了常见的复合材料维修方法。
标签:复合材料;维修;应用一、复合材料的结构构成该机型所使用的复合材料是由玻璃纤维或由环氧树脂基体(树脂)制成的碳布组成的。
环氧树脂基体可以保护纤维,并转移分布在纤维上的载荷。
环氧树脂是一种热固性材料,一旦其形状成型,将不再改变。
纤维具有抗拉强度高的特点,但其抗压和弯曲强度较低;环氧树脂基体具有较高的抗压强度和剪切强度。
其中,固体压板(层压板)结构是由一个或多个纤维布和环氧树脂基体铺层组成的;二级胶接是用胶粘剂将预固化的复合材料零件固定的结构连接;夹层结构是由两个包围着闭孔泡沫芯的层压板组成的。
二、飞机复合材料的维修技术2.1飞机复合材料的维修准则在飞机复合材料的维修中,需要满足以下几点要求:1)满足飞机的载荷和强度要求;2)满足结构的刚性要求;3)满足耐久性要求;4)满足气动光滑性要求;5)修理后增重效应小;6)修理的时间短、成本低。
2.2飞机复合材料修理方法在飞机复合材料的修理方法中,主要包括了贴补法、挖补法、注胶法、机械连接法等方法。
按照连接形式划分,可以分为机械连接修理和胶接修理两种。
(一)胶接修理胶接修理是飞机复合材料最为常见的修理方法,在飞机复合材料中主要采用的结构形式是层合板和复合材料蜂窝夹芯结构。
在复合材料蜂窝夹芯结构的修理中主要是层合板和芯材的修理两个方面。
在复合材料修理的分类中,可以根据补片与原结构的位置分为贴补修理和挖补修理。
(1)贴补修理在贴补修理中主要是在损伤结构的外表面胶黏固定补片的修理方式,通过贴补修理可以恢复损伤构件的结构强度和刚度。
首先将损伤区域的结构清除,打磨成圆孔,也可以根据实际需求打磨成任意形状。
航空复合材料结构修补技术与应用摘要:航空领域复合材料用量不断增加,复合材料结构维修研究相对滞后.本文概述并分析了航空复合材料结构维修技术的现状,并重点介绍了现阶段使用的航空复合材料结构修补技术;目视检查及无损检测定位损伤.综合考虑,确定维修区域和维修方法;维修后检测.关键词:航空;复合材料;修补技术一、航空复合材料结构的修补原则1.1基本的修补原则航空复合材料的基本修补原则主要包括了便捷性、时效性、经济效益以及使用性能的恢复等诸多方面。
具体来看,第一,需要修补之后的强度和硬度满足使用要求,同时还需要保障材料在结构性上的完整,无论是承载状况还是使用性能都能恢复到标准水平。
第二,需要在修补的过程中要尽可能少影响机械整体结构、重量以及其他性能,控制在可接受的标准范围内。
第三,还需要材料表明的平整性、光洁度以及完备性,这主要是为了保障航空设备的外形不发生变化,减少对设备的启动影响。
第四,由于修补具有较强的操作性,同时不需要太多的器材和设备。
第五,修补具有在经济效益是符合标准的,需要保障成本是处于可接受的范围内。
1.2结构性修补的原则对于从事修补的技术人员来说,除开对于基本修补原则的注重之外,还需要对结构性修补原则引起重视。
首先,需要保障修补通道的预设置,方便今后检修工作和强化工作的进行。
其次,要对频繁损坏的位置进行设计方案上的优化。
最后,还需要强化对组合构件的设计和应用,降低单一项目修补所带来的难度,及其对整体结构的影响。
除此之外,还需要尽量减少对整体构建的置换和装卸,进一步避免安装所带来的时间成本。
二、航空复合材料结构的修补技术分类2.1机械连接类这类修补技术主要是通过连接或者铆接以达到相应的目的。
一般来说,即是在修补位置外表采用螺栓或铆钉进行固定补片修补,即可保证损坏位置的载荷传递路线又能够恢复其功能,而其优点也显而易见,即不存在复杂操作,避免修补过程的冷藏加热,所以设备功能要求较低,最后修补连接件位置处理不需要太多需求,同时施工更加快捷,修补性能十分可靠。

试论飞机复合材料修理技术发布时间:2023-04-17T07:49:47.345Z 来源:《教育学》2023年1月总第308期作者:于跃胡霞赵国庆[导读] 本文就飞机复合材料修理技术要点展开分析,在掌握飞机复合材料具体缺陷基础上,选择最佳的修理技术有效应用,总结复合材料维修经验为后续工作提供支持。
青岛91206部队山东青岛266108摘要:本文就飞机复合材料修理技术要点展开分析,在掌握飞机复合材料具体缺陷基础上,选择最佳的修理技术有效应用,总结复合材料维修经验为后续工作提供支持。
关键词:修理技术复合材料飞机超声波检测胶结修理复合材料是一种先进材料,在复合工艺支持下,将无机非金属、有机高分子和金属等不同材料加工组合形成的复合材料,保留原有组分材料特色同时,实现各组分性能补充、关联和协同,具有鲜明的材料优势。
复合材料在飞机结构领域应用范围逐步延伸拓展,在具体使用中会不同程度出现损伤问题,由于损伤类型多样、原因复杂,因此复合材料的修理难度大大提升。
鉴于此,加强飞机复合材料修理技术研究分析,有助于推动修理技术创新发展,促进飞机复合材料修理技术高水平发展。
一、飞机复合材料的缺陷和检测1.复合材料的缺陷。
复合材料在飞机领域中广泛应用,在长期使用中不可避免地发生不同程度的损伤,具体表现在两种:(1)表面缺陷,具体是指材料表面或是近表面出现划痕、擦伤、气泡、凹陷和分层等。
(2)冲击损伤,同基础设施和其他车辆相碰撞,或是与石子、砂砾接触出现损伤。
(3)分层缺陷,面板分层、层压板分层和蜂窝芯分层等。
(4)脱胶,层压板脱胶和胶接面脱胶等。
(5)慢性长期损伤,材料存在疲劳裂纹等,还有潮湿、渗水等因素影响出现的气孔损伤。
2.损伤检测。
(1)目视检测。
作为一种基础检测方法,是通过肉眼检测表面是否有裂纹、刮伤、划痕和摩擦等损伤。
依据损伤类别进行判断,除了肉眼检测,也可以借助手电筒、放大镜观察。
(2)敲击法检测。
此种方法是通过敲击复合材料,通过对反馈声音仔细辨别和判断,分析是否存在损伤,主要是起到辅助检测作用。
飞机复合材料修理工艺研究的思路探讨发布时间:2022-10-26T07:54:27.017Z 来源:《科学与技术》2022年12期6月作者:马超[导读] 随着飞机飞行使用时间的增长马超航空工业哈尔滨飞机工业集团有限责任公司黑龙江省哈尔滨市150000摘要:随着飞机飞行使用时间的增长,复合材料结构修理需求越来越突出。
而开展复合材料修理技术研究是一项系统性工程,其研究方向深远、内容丰富,包括修理容限、无损检测方法及工艺、修理方法、修理选材及固化工艺等诸多方面。
而修理过程中,对复合材料最终修理质量影响较大的修理工艺问题往往容易被忽视。
因此,系统开展复合材料修理工艺技术研究,对复合材料的修理实施具有重要意义。
关键词:飞机复合材料;修理工艺;应用现代复合材料从20世纪40年代使用玻璃纤维增强聚合物基体复合材料起仅有几十年的历史。
飞机复合材料结构在鸟撞、雷击、弹伤以及维护或操作不当等情况下,非常容易发生以冲击损伤为主的各种结构破坏,如分层、裂纹、缺口、破孔和断裂等。
这些损伤会显著降低复合材料的静、动态承载性能,严重时会直接威胁飞机的飞行安全。
加强我国飞机复合材料的先进加工技术的发展研究,能够不断提高我国飞机制造的舒适性、安全性,能够不断的加强飞机的性能,对我国的航空事业的发展有重要影响。
一、复合材料修理发展现状目前,欧美在复合材料修理上基本处于垄断地位。
以美国航空器零组件NORDAM 为例,现在基本垄断了国际民用航空器发动机进气口整流罩等大型复材部件的维修市场。
现在,无论军机还是民机,都能以结构修理手册SRM 的形式给出可修理数据。
针对修理方法和相应的修理材料,已实现修理材料系列化,品种齐全多样,修理工艺成熟,设备工具完善,有完整损伤检测和评估系统。
其最大的特征就是在复材部件设计时就开始考虑到其可维修性。
欧洲在20 世纪80 年代中期也开始在正式的设计文件和维修手册中规定详细具体的复合材料结构的修理方法。
现在正在进行快速修补、自动化修补、参数化工艺等研究并已拿出了成果,波音公司开发的CRAS 软件已经可以自动计算出最佳修补参数。
145中国航班材料与工艺Material and TechnologyCHINA FLIGHTS飞机复合材料修理中固化技术的研究翟凯凯|东方航空技术有限公司西北分公司摘要:飞机复合材料在修理中的合理利用,为了达到良好的使用效果,可以在实践中将固化技术在其中的应用作用充分发挥出来。
本文针对飞机复合材料修理中的固化技术应用情况进行分析,从热固化和微波固化这两个不同的角度出发,为飞机复合材料修理水平提升提供有效保障。
关键词:飞机复合材料;固化技术;修理措施随着经济的快速发展,科学技术一直在不断进步和快速发展,在很多领域中都可以实现合理的利用。
尤其是当前先进的复合材料在飞机上可以实现合理的利用,与其相对应的修理技术在应用时,不仅受到了航空修理企业的广泛关注和重视,而且这种材料的整体应用效果普遍比较良好。
现阶段,飞机复合材料在粘接和具体应用过程中,通常会分为贴补修理和挖补修理这两个部分。
在与实际情况进行结合分析时,发现贴补修理在实际性应用过程中,其主要是在复合材料件的损伤结构外部,对补片进行粘贴和利用,这样做的根本目的是为了从根本上促使结构件的损伤部位可以得到有效的恢复,尤其是在强度以及使用性能等方面。
1 热固化技术在飞机复合材料修理中的应用热固化剂通常情况下是指一种可以实现有效分解,同时还可以产生自由基的化合物。
热固化剂在实际应用过程中,其自身具有非常强的弱键结构特征,由于受到热能的影响和作用,弱键就会呈现出严重的断裂现象,进而分解成自由基。
与此同时,还要与树脂单体分子进行有效结合,这样可以在实践中形成单体自由基。
通过这种方式在其中科学合理的利用,不仅可以引发单体链在其中的不断增长,而且链与链相互之间的有效关联,也可以形成化学键,最终可以实现整个固化的操作。
在与实际情况进行结合分析时,要根据飞机复合材料的应用现状进行结合,同时飞机复合材料在应用时,其自身的整体应用范围比较广,同时热固性的树脂通常都是利用加热固化的方式来实现固化。
DA42NG 飞机复合材料三四级损伤修理流程分析卿昕中国民用航空飞行学院 四川德阳 618300摘要: DN42NG 飞机由奥地利钻石飞机公司设计制造,机身、机翼、安定面、操纵舵面等结构均为复合材料。
某校大量采购了DN42NG 飞机作为中教机使用。
随着飞机运行量的增加,各分院的DA42NG 飞机已经出现飞机表面漆层甚至复合材料划伤、裂纹、破孔等损伤,并且随着飞机运行量的进一步增加,鸟击、碰撞等外来物撞击带来的损伤以及日常飞行训练造成的损伤也将会继续增加。
因此,针对DA42NG 飞机三四级损伤修理的流程进行分析和研究具有重要意义。
关键词: 复合材料 打磨 飞机三四级损伤 铺层 固化 喷漆中图分类号: V267.4文献标识码: A文章编号: 1672-3791(2024)04-0128-04Analysis of the Process of Repairing the Three-and Four-LevelDamage of the Composite Materials of DA42NG AircraftQING XinCivil Aviation Flight University of China, Deyang, Sichuan Province, 618300 ChinaAbstract: The DN42NG aircraft was designed and manufactured by Diamond Aircraft Corporation in Austria, and its fuselage, wings, stabilizers, control surfaces and other structures were composite materials. A university purchased a large number of DN42NG aircraft as intermediate trainers. With the increase of aircraft operating capacity, DA42NG aircraft in each school has already appeared scratches, cracks, holes and other damage on the surface paint⁃coat and even composite materials of aircraft, and with the further increase of aircraft operating capacity, the damage caused by foreign object impacts such as bird strikes and collisions and routine flight training will continue to in⁃crease, so it is of great significance to analyze and study the process of repairing the three-and four-level damage of DA42NG aircraft.Key Words: Composite material; Grinding; Three-and four-level damage of aircraft; Lamination; Curing; Paint spraying随着我国航空领域的不断发展,复合材料因为其重量轻、比强度高和耐磨损等优点逐渐代替金属成为航空器制造业的新宠,所带来的是燃料消耗的减少和更舒适的驾乘体验,因此其使用量的多少也成为衡量一种飞机先进性与否的重要参考标准。
80中国航班材料与工艺Material and TechnologyCHINA FLIGHTS探究飞机复合材料修理技术崔伟刚 |山东航空股份有限公司工程技术公司摘要:在飞机的制作与使用过程中,复合材料有着极为广泛的应用。
但是在实际的应用过程中,复合材料难免会出现一些结构性缺陷或者损伤,而对复合材料进行合理的修理,不仅可以降低飞机的制造和使用成本,还可以显著提升飞机的安全性。
基于此,本文重点针对飞机复合材料修理技术进行详细分析,以供参考。
关键词:飞机;复合材料;修理技术随着科学技术的发展,飞机的制造与使用材料也由传统的金属材料过度到了性能更加稳定的复合材料。
而且,复合材料凭借其强度高、安全性高、安全、舒适等优势,在飞机的操作面、机翼以及机身等部位有着极为广泛的应用。
与此同时,飞机对于各种构件的各种性能要求都非常苛刻,所以以复合材料为主的构件在使用过程中难免会出现不同程度、不同类别的损伤。
只有对这些损伤进行有效的修理,才能够确保飞机可以安全、稳定、持续的飞行。
1 飞机复合材料的检测与评估在正式开始对飞机复合材料进行修理之前,还需要进行必要的检测与评估,明确飞机复合材料存在的损伤类型以及受损程度,从而针对性的选择修理技术。
而常用的飞机复合材料检测技术主要有七种。
第一种是目视检测,通过目测的方法对飞机复合材料存在的表面可视性损伤进行判断,例如,飞机复合材料是否存在刮伤、摩擦、裂纹、划痕以及撞击等损伤。
第二种是敲击法检测,即对飞机复合材料表面进行敲击,通过声音的变化来判断飞机复合材料的损伤。
所以,这种检测方法相对粗糙,经常作为其他检测方法的辅助。
第三种是超声波检测,即在飞机构件中输入超声脉冲,然后通过超声波在构件内部传播过程中能量的衰减程度来判断损伤部位和受损程度。
这种检测方法具有较强的灵敏度,针对分层、气孔以及脱胶等缺陷的检测效果十分显著。
第四种是X 射线检测,通过利用X 射线波长短、穿透性强、能量高等优势对飞机复合材料的气孔、裂纹以及疏松等缺陷进行检测。
2019.21科学技术创新发生强震后,引发了诸多次生灾害。
2008年汶川地震发生后引发了诸多泥石流、崩塌、滑坡,导致居民地被掩埋、交通受阻,严重影响了灾后救援,特别是出现山体滑坡后,河道将面临堵塞,变成堰塞湖,直接为整个河流带来安全问题,对所有次生灾害来说,唐家山堰塞湖情况最为严峻。
在应用遥感技术的过程中,可以在海啸、堰塞湖、泥石流、滑坡、崩塌等次生灾害进行有效监测。
震源位置地理情况将对次生灾害产生决定性影响,此时采用的监测技术也有一定差异。
在出现内陆地质现象后,容易造成堰塞湖、泥石流、滑坡和崩塌等,主要出现在丘陵与山地,滑坡很容易引发堰塞湖和泥石流[3]。
滑坡的主要类型有余震型滑坡、震后降雨型滑坡和同震型滑坡。
出现地震时,以降雨型滑坡为主,应该加强对其的动态监测,主要监测内容包括道路、河流以及居民地周围情况,否则将引起滑坡问题,造成道路损毁,最终变为堰塞湖。
常用监测技术有Lidar 测量、雷达成像以及光学成像,以雷达成像为例,能够全天候持续性进行检测,也具备三维监测功能。
四川大地震发生后,邵芸等SAR影响着重对滑坡和堰塞湖进行监测,并对灾害信息进行解译;张继贤等借助SAR 影像和光学监测、评估堰塞湖、泥石流和滑坡等;在动态监测唐家山堰塞湖时,武汉大学研究小组利用多时相遥感影像变化监测,可以提取堰塞湖水面形态变化情况,并在机载Lidar的支持下,对后堰塞湖区域地形进行准确测量,与灾前DEM 数据作出对比,便于震后地形改变进行分析,这样能够提升库容分析效果,实现对堰塞湖情况的动态监测。
深海地震将引起海啸现象,此时需要结合获得的各项参数,决定是否进行海啸预警,同时借助激光高度计、星载雷达对海平面进行检测,可以对海啸出现情况进行全方位监测。
3遥感技术的地震后的应用3.1灾区安置情况监测地震后多地已经不能再再原来的地址上重新建立了,遥感影像可以将可靠的参考依据提出出来,确保灾区重建选址能够顺利进行。
当汶川地震发生后,造成四川多县以后基础军备被破坏,站在长远发展角度来说,应该重新选址,为了科学合理确定,应该全面考虑今后城市发展趋势,也要结合在水文、地质等方面的情况。
冲击损伤下航空复合材料修复技术研究进展摘要:随着科学技术的不断发展,越来越多的新型材料被制造并且应用在各行各业的发展中。
尤其是先进复合材料的出现并且在航天领域中的广泛应用,推动了中国航天事业的进一步发展,同时,航天事业也对复合材料的应用提出了新的要求。
在航天器材建造中,所使用的复合材料具有各向异性和非均质性的特点,这种特点使得其对于分层损伤和层间断裂十分敏感,为了减少这种损伤对于航天器材的作用发挥的影响,研究人员开始对于冲击损伤下航空复合材料修复技术进行了研究。
关键词:冲击损伤;航空复合材料;修复技术一、冲击损伤评估(一)冲击损伤航天设备在进行使用的过程中,一般所处的环境都是外太空中,这样的外界环境使得在航天器材发挥作用的过程中,可能会出现众多的不可测因素,这些因素的存在会对航天器作用的正常发挥造成一定的影响,为了减少材料的因素对于航天器材的影响,航天器材制作人员在进行材料选择的过程中,一般都会选择高强度、高刚性的复合材料[1]。
但是复合材料在使用的过程中,难免会在制造、服役、维修的过程中不可避免的出现缺陷或者损伤,因此复合材料修理的难题就受到了业界的广泛关注。
航空复合材料结构损伤产生的原因或是由制造缺陷引起或是由机械载荷引起,或是由于外界环境引起,在结构损伤中,冲击损伤是对航天器材造成影响最大的。
复合材料在进行作用的发挥过程中,由于其各向异性和非均质性对于冲击及其敏感[2]。
并且复合材料冲击损伤的机理较为复杂,因此国内外专家针对复合材料的冲击损伤提出了不同的损伤机理计算模型。
这些模型的出现有助于研究人员对于航空复合材料修复的进一步研究,推动航天事业的发展与进步。
(二)损伤评估在对复合材料进行修复时应当提前进行损伤评估,在对复合材料进行损伤评估的过程中,需要进行多方面内容的评估,但是确定修理容限是损伤评估中最为重要的核心工程。
在材料修复行业中,所讲的修理容限是指在材料发生故障时观察材料的整体性能是否发生了变化,判断材料是否还存在修理的价值。
塑料工业CHINAPLASTICSINDUSTRY第47卷第3期2019年3月飞机复合材料修理技术研究∗孔㊀磊(广州民航职业技术学院ꎬ广东广州510470)㊀㊀摘要:复合材料在飞机领域的应用范围越来越广泛ꎬ在制造和使用过程中出现了各种结构缺陷和损伤ꎬ因此对复合材料的修理和维护成为重要的研究领域ꎮ对飞机复合材料的合理维修可以有效降低成本ꎬ提高飞机的安全系数ꎮ主要对复合材料在飞机领域的应用进行了介绍ꎬ总结了常见的复合材料维修方法ꎮ关键词:复合材料ꎻ维修ꎻ应用doi:10 3969/j issn 1005-5770 2019 03 033中图分类号:TQ327㊀㊀㊀文献标识码:A㊀㊀㊀文章编号:1005-5770(2019)03-0140-05ResearchonAircraftCompositeRepairTechnologyKONGLei(GuangzhouCivilAviationCollegeꎬGuangzhou510470ꎬChina)Abstract:Compositematerialsweremoreandmorewidelyappliedinthefieldofaircraft.Duringtheprocessofmanufactureanduseꎬtherewerevariousofstructuraldefectsanddamage.Thereforetherepairandmaintenanceofcompositematerialhadbeenanimportantareatoresearch.Reasonablemaintenanceofaircraftcompositematerialscouldeffectivelyreducethecostandimprovethesafetyfactorofaircraft.Thispapermainlyintroducedtheapplicationofcompositematerialsintheaircraftfieldꎬandsummarizedthecommonmaintenancemethodsofcompositematerials.Keywords:CompositeꎻRepairꎻApplication目前ꎬ飞机材料正在从传统的金属材料向性能优异的复合材料转化ꎮ由于复合材料具有高强度㊁高安全性和经济舒适的特征ꎬ在飞机领域的应用范围逐步扩大ꎮ采用复合材料制备的飞机构件的数目越来越多ꎬ由于飞机对于构件的各项性能要求很高ꎬ构件在使用过程中会出现各种类型的损伤和缺陷ꎬ对于损伤和缺陷的维修是保证飞机安全的重要前提ꎮ1㊀飞机复合材料的应用及缺陷分析1 1㊀飞机复合材料的应用[1-2]复合材料具有质量轻㊁强度高㊁刚性好和耐腐蚀的特点ꎬ在飞机领域的应用越来越广泛ꎬ特别在飞机的一些关键构件中ꎬ例如飞机雷达站㊁整流罩㊁起落架舱门㊁扰流板㊁副翼等构件ꎮ20世纪40年代ꎬ飞机复合材料主要是采用玻璃/环氧树脂复合材料ꎬ主要用于飞机的操纵面㊁整流罩和雷达罩等构件ꎬ还可以用于直升机的旋翼桨叶等部件ꎮ20世纪60年代ꎬ随着碳纤维材料的发展ꎬ碳纤维/环氧树脂复合材料在飞机领域中得到了应用ꎬ首次应用于美国F ̄15减速板的设计ꎬ复合材料质量占比2%ꎮ之后ꎬ碳纤维增强复合材料成为重要的应用材料ꎬ在20世纪70年代研制的F/A ̄18A/B飞机中ꎬ碳纤维增强树脂基复合材料应用于机翼㊁控制面㊁垂尾和机身蒙皮等构件中ꎬ在后期的AV ̄8B中ꎬ复合材料的用量达到了机身质量的28%ꎬ主要集中在机身蒙皮㊁控制面㊁前机身蒙皮㊁机翼㊁机身骨架等构件ꎮ美国武装直升机RAH ̄66中机身复合材料结构的质量达到了机身质量的50%以上ꎬ而在鱼鹰V ̄22飞机中几乎全部采用了复合材料ꎮ除了军用飞机以外ꎬ民用客机也在大量使用复合材料以降低成本ꎮ例如波音飞机在复合材料的应用过程中可以分为四个阶段:第一阶段开始于20世纪70年代中期ꎬ主要是采用复合材料制造受力较小的部件ꎬ例如前缘㊁口盖㊁整流罩㊁扰流板等构件ꎻ第二阶段开始将复合材料用于升降舵㊁方向舵㊁襟副翼等构件ꎻ第三阶段开始将复合材料用于受力较大的构件041∗飞机复合材料结构维修实训教学研究(XY14108)作者简介:孔磊ꎬ男ꎬ1981年生ꎬ硕士ꎬ副教授ꎬ研究方向为飞机复合材料结构与修理㊁飞机结构复合材料检测分析ꎮ第47卷第3期孔㊀磊:飞机复合材料修理技术研究中ꎬ例如垂尾㊁平尾等构件ꎻ第四阶段开始将复合材料用于主承力构件机身和机翼中ꎮ表1㊀几种军用飞机复合材料用量Tab1㊀Dosagesofseveralmilitaryaircraftcompositematerials机种国家用量/%应用部位首飞年份阵风法国30尾翼㊁机翼㊁机身结构的50%1986JAS ̄39瑞典30机翼㊁尾翼㊁前翼㊁舱门1988F ̄22美国25机翼㊁前中机身㊁垂尾㊁平尾及大轴1990台风英国㊁德国㊁意大利㊁西班牙40机翼㊁前机中身㊁垂尾㊁前翼1994F ̄35美国35机翼㊁机身㊁垂尾㊁平尾㊁进气道2000㊀㊀空客在20世纪70年代中期也开始了复合材料在飞机构件中的应用研究ꎬ首先应用于A300系列飞机ꎮ经过7年的发展ꎬ完成了A320全复合材料垂尾的研制ꎬ此后A300系列飞机的尾翼一级部位均采用复合材料制成ꎮ在A380客机上ꎬ复合材料用量更是达到了25%ꎬ主要包括中央机翼㊁外翼㊁垂尾㊁平尾㊁机身地板和后承压框ꎬ开创了复合材料大规模应用的先河ꎮ1 2㊀飞机复合材料缺陷和检测[3-4]飞机在使用过程中ꎬ复合材料构件会受到连续不断的外界因素的影响ꎬ包括载荷㊁人为因素和自然环境等ꎮ各种影响因素会对构件造成不同程度的损伤ꎬ及时对飞机构件的损伤进行检测和维修是保证飞机正常运行的重要保障ꎮ飞机的损伤类型较多ꎬ按照外观类型可以分为以下几种ꎬ如表2所示ꎮ表2㊀飞机复合材料构件损伤类型[5]Tab2㊀Thedamagetypesofaircraftcompositecomponent损伤类型表现产生原因脱胶复合材料构件的粘接面分离损坏受潮㊁进水㊁外界撞击分层复合材料内部㊁边缘或孔周边发生分离外界撞击或载荷作用凹坑复合材料表面凹陷外界撞击穿孔材料表面出现孔洞外界穿透擦伤复合材料表面粗糙ꎬ材料缺失碰撞㊁摩擦㊁刮滑风蚀表面材料缺失尘埃㊁雨点㊁气流裂纹裂纹交变载荷烧伤表面材料缺失明火㊁雷电磨损刮痕㊁材料缺失摩擦夹芯损伤脱胶㊁腐蚀外来撞击飞机复合材料在进行维修之前需要对其进行检测ꎬ通过检测和评估对飞机损伤进行鉴定ꎬ针对不同的损伤类型和程度采取不同维修方法ꎮ(1)目视检测目视检测方法属于最基本的检测方法ꎬ主要用于检测刮伤㊁摩擦㊁划痕㊁穿孔㊁裂纹和撞击等损伤ꎮ该类损伤可通过目测的方法对其进行判断ꎬ主要是集中与表面可视性的损伤类型ꎮ该方法通常需要借助于辅助设备例如放大镜㊁内窥镜㊁手电筒和反光镜等设备ꎮ(2)敲击法检测该方法是通过对复合材料表面进行敲击的方法ꎬ利用声音的变化对损伤进行鉴定的方法ꎬ辅助工具有敲击锤和敲击棒等ꎮ该方法是比较粗糙的检测方式ꎬ通常作为辅助手段使用ꎮ(3)超声波检测超声波检测是将超声脉冲输入到构件中ꎬ超声波在构件内部传播过程中ꎬ如果遇到了损伤会产生能量的衰减ꎮ通过对信号的检测ꎬ可以对损伤的大小和位置进行判断ꎮ常用的复合材料超声波波长为5Hzꎬ由于超声波的穿透能力强㊁灵敏度高的特点ꎬ使得该方法应用广泛ꎬ对于分层㊁脱胶㊁气孔和疏松等缺陷有较好的检测能力ꎮ(4)X射线检测X射线具有能量高㊁波长短㊁穿透能力强的特点ꎬ当其穿过某物体时ꎬX射线被吸收或散射导致其强度降低ꎬ穿过构件的X射线会在感光胶片上产生潜影ꎬ胶片在X射线的照射部位会产生黑色ꎮ如果物体中含有气孔㊁裂纹㊁疏松等缺陷ꎬ该部位的X射线吸收会减弱ꎮ相比于没有缺陷的构件ꎬ在感光胶片部位的颜色会更深ꎬ如图1所示ꎮ图1㊀X射线检测Fig1㊀TheX ̄rayinspection(5)红外照相检测红外线照相检测是根据物体的热辐射特点ꎬ对于缺陷部位会对热传导性能产生影响ꎬ导致物体表面的红外辐射发生差异ꎬ将红外图像转化成温度图像ꎬ可以对构件的损伤和缺陷进行判断ꎮ该方法具有灵敏度高㊁检测效率高的特点ꎬ对于脱胶㊁撞伤和蜂窝夹芯结构中的积水有很好的检测能力ꎬ如图2所示ꎮ141塑㊀料㊀工㊀业2019年㊀㊀图2㊀红外线检测Fig2㊀Theinfrareddetection(6)涡流检测该方法是利用电磁感应的原理进行无损检测的技术ꎬ只适用于导电复合材料ꎬ通常用于碳纤维/树脂基复合材料的纤维断裂损伤检测ꎮ对于纤维的断裂损伤比较敏感ꎬ检测的灵敏度高ꎬ检测方法快捷简单ꎮ(7)激光全息检测激光全息检测技术是利用激光全息照相技术对物体表面和内部的缺陷进行分析ꎮ通过外加载的方法ꎬ将物体内外部的缺陷产生局部变形ꎬ通过激光全息照相技术对其进行比较ꎬ记录在不同载荷下的变形情况ꎬ通过分析可以判断构件是否存在缺陷ꎮ该方法灵敏度高ꎬ适用于各种尺寸的构件检测ꎬ而且可以确定缺陷的部位和大小ꎬ测试结构直观有效ꎮ对于复合材料的裂纹㊁纤维断裂和分层缺陷具有较好的检测能力ꎮ2㊀飞机复合材料的维修技术2 1㊀飞机复合材料的维修准则[6]在飞机复合材料的维修中ꎬ需要满足以下几点要求:1)满足飞机的载荷和强度要求ꎻ2)满足结构的刚性要求ꎻ3)满足耐久性要求ꎻ4)满足气动光滑性要求ꎻ5)修理后增重效应小ꎻ6)修理的时间短㊁成本低ꎮ2 2㊀飞机复合材料修理方法在飞机复合材料的修理方法中ꎬ主要包括了贴补法㊁挖补法㊁注胶法㊁机械连接法等方法ꎮ按照连接形式划分ꎬ可以分为机械连接修理和胶接修理两种ꎮ2 2 1㊀胶接修理胶接修理是飞机复合材料最为常见的修理方法ꎬ在飞机复合材料中主要采用的结构形式是层合板和复合材料蜂窝夹芯结构ꎮ在复合材料蜂窝夹芯结构的修理中主要是层合板和芯材的修理两个方面ꎮ在复合材料修理的分类中ꎬ可以根据补片与原结构的位置分为贴补修理和挖补修理ꎮ(1)贴补修理在贴补修理中主要是在损伤结构的外表面胶黏固定补片的修理方式ꎬ通过贴补修理可以恢复损伤构件的结构强度和刚度ꎬ如图3所示ꎮ首先将损伤区域的结构清除ꎬ打磨成圆孔ꎬ也可以根据实际需求打磨成任意形状ꎮ在单面补片修理适合访问空间受限的结构ꎬ但是会导致载荷偏心ꎬ造成应力集中点ꎮ为双面补片贴补修理示意图ꎬ在修理访问空间较大的情况适用ꎬ可以减小或消除单面补片贴补修理造成的偏心载荷ꎮ补片通常制作成圆形ꎬ可以选用与原结构材料相同的预浸料或者预先固化好的复合材料层合板ꎬ甚至选用金属材料板等ꎮ从设计角度上讲ꎬ补片贴补修理的设计参数主要包括补片大小㊁补片厚度㊁补片的铺层顺序以及胶层的设计ꎮa-含损伤待修理的层合板b-单面修补贴补修理结构c-双面修补贴补修理结构图3㊀补片贴补修理构型示意图Fig3㊀Therepairofprocuredpatches贴补修理方法具有操作简单㊁施工方便的优点ꎬ缺点是在补片周围的剥离应力较高ꎬ对外界的气动外形具有一定的干扰ꎮ在实际修理中ꎬ需要对补片的边缘进行削薄处理ꎬ一方面可以降低剥离应力ꎬ另一方面可以减少气动扰动ꎮ贴补修理一般作为复合材料主承力结构的临时修理方法ꎬ或用于载荷较小和相对较薄的复合材料结构的永久修理方法[7]ꎮ(2)搭接修理搭接修理技术在复合材料胶黏技术中采用也较为广泛ꎬ采取的方式是将完全分离的层合板通过补片和胶黏连接在一起的方法[8-9]ꎬ如图4所示ꎮ图4a显示了待修理的试样的状态ꎬ两块层合板处于完全分离的状态ꎮ图5b为单面修补示意图ꎬ同样单面修补会造成边缘胶层的剥离应力较大ꎬ适用于受限空间的修补情况ꎮ图5c为双面贴补修理技术ꎬ这种方法可以241第47卷第3期孔㊀磊:飞机复合材料修理技术研究有效避免载荷偏心的问题ꎮa-待修理试件b-单面补片搭接贴补修理c-双面补片搭接贴补修理图4㊀搭接贴补修理方法示意图Fig4㊀Therepairofsteppedpatchrepaire(3)挖补修理瓦片修补的方法可以保持原有的结构外形ꎬ修补之后的结构在胶接面上的应力分布较为均匀ꎬ适合对于较厚的复合材料板材的修复工作ꎮ修理过程首先对修理部位的损伤处进行打磨ꎬ去除多余的材料ꎬ然后用补片进行填充ꎬ通常采用阶梯或者斜坡形状以增加受力面积ꎬ因此可以将挖补分为两种斜面挖补修理和阶梯挖补修理ꎬ如图5和图6所示ꎮ图5㊀斜面形挖补修理方法示意图Fig5㊀Therepairofbevelshaped挖补法相比于贴补法不存在载荷偏心的问题ꎬ而且层间的剥离应力较小ꎬ适用于较为厚的层合板的损伤修理ꎬ可以得到较为光滑的表面ꎬ对于飞机的气动性能影响小ꎮ在对于气动性能要求较高的构件ꎬ如发动机短仓㊁吊挂和机翼前缘等部位必须采用挖补法进行修理ꎮ图6㊀阶梯形挖补修理方法示意图Fig6㊀Therepairofsteppedshaped(4)搭接挖补修理法搭接挖补修理法是通过胶接的方式将两块完全分离的复合材料连接在一起ꎬ区别于搭接法的方面是该方法将复合材料补片填充与两块木板之间ꎬ可以保证修补处的厚度与原来相近ꎮ根据搭接部位的形状可以分为斜面形搭接挖补和阶梯形搭接挖补ꎬ如图7和8所示ꎮ搭接挖补修理构型试件可以用于补片挖补修理构型的基础研究ꎬ特别是胶层破坏特性的研究ꎮ图7㊀斜面形搭接挖补修理示意图Fig7㊀Therepairofslopedlapjoints图8㊀阶梯形搭接挖补修理示意图Fig8㊀Therepairofladderlap2 2 2㊀机械连接修理机械连接修理指通过紧固件ꎬ将补片和被修理构件通过机械方式连接在一起的修复方式ꎮ主要采用的机械连接方式有螺钉和铆钉等方式ꎬ该方式操作简单不需要辅助设备ꎬ适合于外场飞机修理ꎮ机械连接修理技术具有操作简单㊁可靠性高㊁传341塑㊀料㊀工㊀业2019年㊀㊀递载荷大㊁抗剥离性能好等优点ꎮ缺点是通常需要在被修理构件上进行钻孔操作ꎬ使得构件的整体强度有所下降ꎬ容易产生应力集中的点ꎮ因此该方法适用于对于气动性能要求较低的复合材料构件ꎬ在复合材料的修理中提倡采用铆钉连接避免采用螺钉方式ꎮ在使用铆接方式中ꎬ需要考虑复合材料的层间强度和抗冲击性能问题ꎬ安装中宜采用压铆ꎮ为了提高复合材料局部强度ꎬ在铆接墩头下放置垫片ꎬ可减少残余压力ꎬ改善接头性能[10]ꎮ在机械修理中需要注意一下几点问题:1)补片的材料㊁厚度和形状ꎻ2)紧固件的材料㊁种类ꎻ3)紧固件的位置排列ꎻ4)正确的制空工艺ꎻ5)钻孔位置对于构件性能的影响ꎻ6)紧固件的装配和密封ꎮ2 2 3㊀注射树脂法注射树脂法适用于飞机复合材料出现的脱胶和分层缺陷ꎬ使用过程中要根据具体的缺陷来源ꎮ由于局部胶接压力不够或者表面污染造成的缺陷ꎬ需要对表面的污渍去除后方可得到可靠的胶接效果ꎮ如果使用中造成损伤ꎬ而且表面未收到污染的情况下ꎬ胶接效果较好ꎮ该方法需要设置注胶孔和出胶孔ꎬ钻孔深度需要达到缺陷深度ꎮ适用于孔边分层和结构边缘的分层㊁气泡脱胶等缺陷的修复ꎮ其工艺流程:1)在缺陷处上下打孔ꎻ2)从下方钻孔注胶直到上方钻孔胶溢出ꎻ3)用胶带封住两个钻孔并加温ꎻ4)待胶固化后去掉胶带ꎬ打磨平整ꎮ2 2 4㊀填充与灌注修理该方法是将修补填料填充或者灌注到缺陷区域对其性能进行恢复的修理方法ꎬ主要用于蜂窝结构的修补ꎮ当蜂窝夹板层的载荷较小时ꎬ该方式可以对表板进行稳定和密封损伤区域ꎬ放置损伤的继续扩散ꎮ3㊀结论随着复合材料在飞机构件领域的应用范围不断扩大ꎬ对于复合材料的维修工作提出了更高的要求ꎬ维修技术的进步对于降低维修成本起到了关键的作用ꎮ飞机复合材料的修理技术未来将直接影响到飞机的制造成本和运行安全ꎬ因此对于飞机复合材料的维修技术的研究具有重要的意义ꎮ参㊀考㊀文㊀献[1]孙振起ꎬ吴安如.先进复合材料在飞机结构中的应用[J].材料导报ꎬ2015ꎬ29(11):61-64ꎬ69. [2]马立敏ꎬ张嘉振ꎬ岳广全ꎬ等.复合材料在新一代大型民用飞机中的应用[J].复合材料学报ꎬ2015ꎬ32(2):317-322.[3]罗立.浅谈飞机复合材料结构损伤检测及评估方法[J].科技创新与应用ꎬ2016(20):20-21. [4]杨眉.飞机复合材料结构分层损伤研究[D].上海:上海交通大学ꎬ2011.[5]王凯.飞机复合材料损伤及修理技术浅析[J].电子测试ꎬ2017(15):110-111ꎬ85.[6]马江照.复合材料在飞机上的应用与修理[J].民营科技ꎬ2018(7):38.[7]HUFZꎬSOUTISC.Strengthpredictionofpatch ̄repairedCFRPlaminatesloadedincompression[J].ComposSciTechnolꎬ2000ꎬ60(7):1103-1108.[7]AHNSHꎬSPRINGERGS.Repairofcompositelaminates ̄I:Testresults[J].JComposMaterꎬ1998ꎬ32(11):1036-1040.[8]AHNSHꎬSPRINGERGS.RepairofCompositeLaminates ̄II:Models[J].JComposMaterꎬ1998ꎬ32(11):1076-1081.[9]付立华.复合材料修补技术的研究[J].今日科苑ꎬ2009(10):57-58.(本文于2018-12-05收到)㊀(上接第54页)[5]周慧兰ꎬ余奎生.酒杯密封盖叠层式注塑模具设计[J].塑料科技ꎬ2017ꎬ45(2):72-75.[6]DEEPAKKBꎬSUKESHCM.Freevibrationstudyofmulti ̄layersandwichsphericalshellpanelswithviscoelasticcoreandisotropic/laminatedfacelayers[J].CompositesPartBꎬ2018ꎬ159.[7]殷小清ꎬ王阳.基于Moldflow和UG的多腔异件叠层模具设计[J].塑料工业ꎬ2016ꎬ44(7):67-70. [8]张晓黎ꎬ温广宇ꎬ王松杰ꎬ等.叠层式热流道注塑模具技术的应用进展[J].塑料科技ꎬ2014ꎬ42(4):125-129.[9]费谷仁.手机包套用ABS/PMMA材料制备及叠层注塑技术研究[D].济南:山东大学ꎬ2013.[10]王晓军ꎬ周孟雄ꎬ袁包妹ꎬ等.笔记本内壳叠层热流道注射模具设计[J].机械设计与制造ꎬ2013(5):244-245.[11]田志强.基于CAE技术的双层热流道注射模具的优化设计[D].青岛:青岛科技大学ꎬ2010.[12]FUJYꎬYONGSM.Amethodtopredictearly ̄ejectedplasticpartair ̄coolingbehaviortowardsqualitymolddesignandlessmoldingcycletime[J].RobotCim ̄intManufꎬ2019ꎬ56(4):66-74.(本文于2018-11-21收到)441。