焊接残余应力和焊接残余变形
- 格式:pdf
- 大小:1.13 MB
- 文档页数:21
钢结构焊接残余应力及焊接变形控制摘要:焊接技术是钢结构行业中应用非常广泛的一种技术,有独特优点的同时也存在着缺陷,焊接残余应力和焊接变形就是两种常见的问题。
在焊接过程中,随着焊件的变形,应力也会发生变化,并且焊接完成之后留下的变形并不是暂时的,而是残余的。
如果要对其进行矫正则需要耗费大量的人力和物力资源,优势还可能出现产品报废的情况。
本文从焊接参与应力及焊接变形的形成原因出发,阐述了两者造成的影响,并提出了相关的控制方法,希望能够给有关工作人员提供参考价值。
关键词:钢结构;焊接残余应力;焊接变形;控制方法随着我国改革开放进程的加快、经济的不断发展以及钢材产量的增加,我国钢结构建筑事业也得到了良好的发展时机。
钢结构建筑质量轻,强度高,力学性能和抗震性能比较优越,所以发展势头也非常快,应用范围也在不断扩大。
从目前情况来看,钢结构建筑的发展正处于一个最好的时期,但是和国外的一些发达国家相比,我国钢结构建筑的发展在许多方面还有一定差距,尤其是在施工过程中,先焊接残余应力和焊接变形等技术问题常常发生,处理这些问题对施工质量和施工进度有着很大的好处。
一、焊接残余应力和焊接变形的形成及种类焊件分为两种区域,在焊缝及其附近的区域成为高温区,焊缝两侧和边缘区域成为低温区,假设两种区域温度一致并且是分离的两个部分,在焊接加热过程中,高温区能够自由生长。
但是实际上,焊件是一个整体,高温区的伸长受低温区的影响,并受到压缩产生了应力,在压应力达到一定数值之后就会产生变形,同时低温区也会英文高温区的拉伸租用产生拉应力,导致焊件整体变长。
焊接冷却之后,如果高温区和低温区是分离的,那么其加热时产生的变形便能只有收缩,但是实际上焊件两边的低温区会对高温区的收缩有阻碍作用,与此同时高温区对低温区还有压缩作用,所以焊件的整体将会缩短。
如果按照焊件变形对焊件整体结构的影响程度进行分类,可以分为局部变形和整体变形两大类。
局部変形对焊件结构的使用性能影响比较小,并且很容易矫正;整体变形是引导整个焊件在形状、尺寸等方面发生变化的焊接残余变形。
浅谈钢结构焊接残余应力及焊接变形控制钢结构焊接在安装过程中较为常见,焊接连接在具有其独特的优点的同时,也存在着其不可避免的缺陷,即焊接残余应力及焊接变形。
本文就施工现场的工艺钢结构及炉壳焊接,结合连续退火炉结构安装工程实际,浅谈焊接的残余应力及焊接变形的原因,以及现场施工过程中如何控制及解决办法。
标签:钢结构;焊接;应力;变形;控制措施【Abstract】Steel structure welding is more common in the installation process,welding connection has its unique advantages,but at the same time it also has the inevitable defects,namely welding residual stress and deformation. This article is showing the reasons of residual stress of welding and welding deformation ,and also give methods to control and solve the problem what is said above in the process of the construction site ,according to the scene of the process steel structure and the furnace shell welding,combined with the engineering practice of the furnace structure installation of Continuous Annealing Line.【Key Words】steel structure,welding,stress,deformation ,control measures引言:焊接连接是钢结构主要的连接方法,其优点是构造简单、不削弱构件截面、节约钢材、加工方便、易于采用自动化操作、密封性好、刚度大等特性。
防止和减少焊接残余变形与应力的措施随着现代制造业的发展,焊接在各行各业中扮演着至关重要的角色。
无论是航空航天、汽车制造还是建筑工程,在这些领域中,焊接都是不可或缺的连接工艺。
然而,随之而来的焊接残余变形与应力问题也愈加引起人们的关注。
焊接过程中产生的残余变形与应力,不仅会影响工件的外观质量,还可能引发裂纹和变形等问题,严重影响其使用性能和寿命。
如何有效地预防和减少焊接残余变形与应力,成为了焊接工艺中的重要课题。
1.选材:材料的选择对于焊接残余变形和应力的控制至关重要。
在焊接过程中,通常会选择具有较高熔点和较小线膨胀系数的材料,以减少焊接时热影响区的热变形;还应根据实际情况选择合适的填充材料。
2.焊接方式:合理选择焊接方式是减少焊接残余变形和应力的关键。
一般来说,采用低热输入、低变形的焊接方式,例如脉冲焊、激光焊等,能够有效降低焊接工件的残余变形和应力。
3.焊接顺序:合理规划焊接顺序也是减少残余变形和应力的重要手段。
通常情况下,应该首先焊接边缘,然后逐渐向内焊接,以减少焊接区域的热输入,降低残余变形和应力。
4.预热和后热处理:在一些情况下,通过预热和后热处理也能有效减少焊接残余变形和应力。
预热能够降低材料的硬度,减少焊接残余应力;后热处理则能够通过回火或退火处理,消除残余应力,提高焊接接头的韧性和稳定性。
5.夹具和辅助装置:采用合理的夹具和辅助装置也能有效减少焊接残余变形和应力。
夹具的设计应在尽量避免约束工件的能够保证焊接接头的稳固性;而辅助装置则可以提供额外的支撑,减少工件在焊接过程中的变形。
总结回顾:在焊接工艺中,预防和减少焊接残余变形与应力是至关重要的。
通过合理选材、焊接方式、焊接顺序、预热和后热处理、夹具和辅助装置等措施,可以有效控制焊接过程中的残余变形和应力,保证焊接接头的质量和稳定性。
个人观点:作为焊接工艺的重要环节,防止和减少焊接残余变形与应力对于提高焊接接头的质量和稳定性至关重要。
焊接残余应力和焊接变形对钢结构的影响以及消除和调整的措施作者:李廷凯李玉振来源:《世界家苑》2018年第02期摘要:随着焊接技术也已经发展的越来越普及,但是焊接残余应力和焊接变形对钢结构的影响非常大,必须加强对焊接质量研究。
本文对焊接残余应力和焊接变形对钢结构的影响以及消除和调整进行了探讨分析。
关键词:焊接残余应力;焊接变形;钢结构;消除和调整1 焊接残余应力产生的原因1.1 塑性压缩造成的纵向残余应力在焊接的过程中,由于温度上的差距,焊缝及其周围都会受到因热膨胀和周围温度较低的金属的拘束,从而产生压缩塑性应变。
当焊接完成之后,温度骤减,母性材料就会制约着焊缝和近缝区域之间的收缩,这就在很大程度上导致了残余应力的存在。
并且残余应力的范围将会和高温环境下造成的塑性范围相一致,弹性拉伸区域和残余拉应力也是相对应的。
从这些都可以看出来,塑性压缩就是造成焊接过程中纵向残余应力的主要原因。
1.2 塑性压缩的应变导致的横向残余应力塑性压缩的应变,除了能够说成是造成纵向残余应力的主要原因,同时也能理解为造成横向残余应力的原因之一,但是造成横向残余应力的主要原因是母材的收缩。
当对母材进行焊接时,母材会出现膨胀现象,并且当焊接缝的金属材料逐渐形成固体时,膨胀中的母材必定会受到压缩,这种塑性压缩是横向收缩中的重要的一部分,焊缝自身那一小部分收缩仅仅只占到横向收缩的十分之一左右。
主要的横向收缩那部分存在于焊接缝沿着焊缝轴线进行切割后的中心区域,那才是拉应力中的横向应力。
2消除残余应力的方法2.1 热处理的方法这种方法对于焊件的性能有着至关重要的作用,它不仅可以消除残余应力,还能够改进焊接接头的性能。
热处理方法就是在焊件还处在高温条件下的时候,去降低屈服点和蠕变现象,从而实现去除残余应力的一种方法。
这种方法分为两个步骤,首先就是总体热处理,其次是局部热处理。
在总体热处理的过程中,加热的温度和保温时间和加热以及冷却速度都会影响到去除焊接残余应力的效果。
焊接残余变形的控制措施摘要焊接残余变形是焊后残存于结构中的变形,是焊接结构生产过程中常常出现的问题。
通过正确的施工,可以减少焊接残余变形。
关键词焊接残余应力残余变形措施1 前言在焊接结构生产过程中,焊接残余变形是经常出现的问题。
焊接残余应力和变形是形成各种焊接裂纹的重要因素,它在一定条件下还会严重影响焊件的强度、刚度、受压时的稳定性、加工精度和尺寸稳定性等等。
为此,采取相应措施以控制焊接变形是十分必要的。
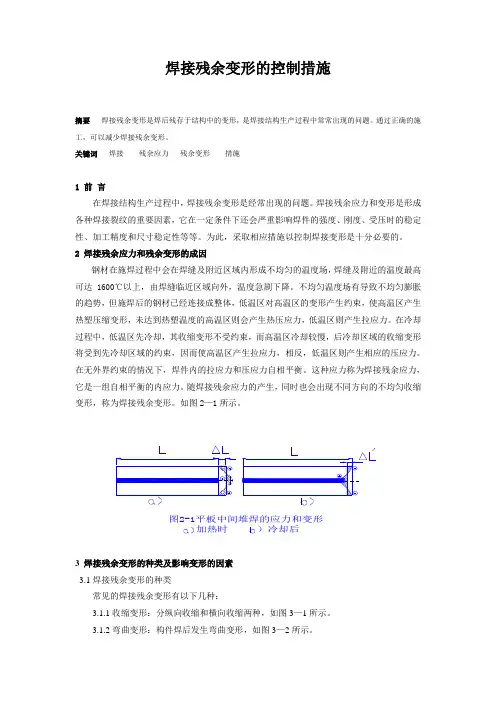
2 焊接残余应力和残余变形的成因钢材在施焊过程中会在焊缝及附近区域内形成不均匀的温度场,焊缝及附近的温度最高可达1600℃以上,由焊缝临近区域向外,温度急剧下降。
不均匀温度场有导致不均匀膨胀的趋势,但施焊后的钢材已经连接成整体,低温区对高温区的变形产生约束,使高温区产生热塑压缩变形,未达到热塑温度的高温区则会产生热压应力,低温区则产生拉应力。
在冷却过程中,低温区先冷却,其收缩变形不受约束,而高温区冷却较慢,后冷却区域的收缩变形将受到先冷却区域的约束,因而使高温区产生拉应力,相反,低温区则产生相应的压应力。
在无外界约束的情况下,焊件内的拉应力和压应力自相平衡。
这种应力称为焊接残余应力,它是一组自相平衡的内应力。
随焊接残余应力的产生,同时也会出现不同方向的不均匀收缩变形,称为焊接残余变形。
如图2—1所示。
3 焊接残余变形的种类及影响变形的因素3.1焊接残余变形的种类常见的焊接残余变形有以下几种:3.1.1收缩变形:分纵向收缩和横向收缩两种,如图3—1所示。
3.1.2弯曲变形:构件焊后发生弯曲变形,如图3—2所示。
3.1.3角变形:焊后构件的平面绕焊缝产生的角位移,常见如图3—3所示。
3.1.4扭曲变形:绕构件轴线扭曲,如图3—4所示。
3.1.5波浪变形:焊后构件呈波浪形,如图3—5所示。
3.1.6错边变形:在焊接过程中,两焊接件的热膨胀不一致,可能引起长度方向上的错边和厚度方向上的错边,如图3—6所示。
焊接变形和焊接应力焊接变形和焊接应力焊接是一种局部加热的加工方法,热源集中在焊缝处加热,因而造成焊件上温分布不均匀,最终导致在焊接结构内部产生了焊接变形与焊接应力。
一、焊接变形1. 焊接变形的概念由焊接而引起的焊件尺寸和形状的改变称为焊接变形。
焊接过程结束后,残国在焊接结构中的变形,称为焊接残余变形。
本书中提到的焊接变形指的是焊接残余变形。
2. 焊接变形的类型及产生原因焊接变形可分为收缩变形、角变形、弯曲变形、波浪变形、扭曲变形等几种形式焊件局部(焊缝和焊缝附近的金属)不均匀加热和冷却是产生焊接变形的根本用因。
焊接时,加热是通过移动的高温电弧热源进行的,焊缝和焊缝附近的金属温度很高,受热金属要膨胀,其余大部分金属不受热,受热金属的膨胀受到阻碍和抑制,生了压缩塑性变形。
焊完冷却后,焊缝和附近的金属因收缩而变短,却又受到周围受热金属的限制,就使焊件产生了内应力,以致产生变形。
各类焊接变形的具体原因各不相同,与焊缝在焊件中的位置、加热方法、焊接序等因素密切相关。
焊接变形的类型及产生原因见表2-3-7。
3. 预防和矫正焊接变形的方法及措施(1)预防焊接变形的方法及措施预防焊接变形可以从焊接结构设计和焊接工艺两方面进行。
在焊接结构设计时要在保证结构有足够强度的前提下,尽量减小焊缝的数量和尺寸;对称布置焊缝;必要时预先留出收缩余量;采用冲压结构代替焊接结构;将焊缝布置在最大工作应力之外等。
预防焊接残余变形的工艺措施主要有∶1)选择合理的装配焊接顺序。
装配焊接顺序对焊接结构变形的影响很大。
对称焊接、不对称焊缝先焊焊缝少的一侧和减少长道直焊缝等都可以很大程度上减少焊接变形量。
如图2-3-13所示的工字梁,当采用1、2、3、4的焊接顺序时,虽然结构的焊缝对称,焊后仍将产生较大的上拱弯曲变形,但如果改为将工字梁1、2焊缝的长度分成若干段,采取分段、跳焊的对称焊接,先焊完总长度的60%~70%,然后将工字果翻转180°焊接3、4焊缝,也采取分段、跳焊的对称焊将3、4焊缝全部焊完。
焊接残余应力和焊接变形对钢结构的影响以及消除和调整的措施摘要:焊接残余应力和焊接变形是钢结构产生变形和开裂的主要原因。
本文以焊接残余应力和焊接变形为对象,分别讨论了残余应力对钢结构刚度、静力强度、疲劳强度、应力腐蚀等的影响,促使结构发生脆性断裂、疲劳断裂、应力腐蚀开裂、低温变脆等以及造成的焊接变形的种类。
应采取措施对焊接残余应力和焊接变形加以消除和调整。
关键词:钢结构焊接残余应力焊接变形钢结构是钢材通过一定的设计方法做成构件,构件再通过一定的连接方式连接成的整体结构承力体系或传力体系。
连接方式及其质量优劣直接影响钢结构的工作性能。
焊接连接是目前钢结构最主要的连接方式。
但在焊接过程中,在焊缝附近的热影响区内,钢材的金相组织发生改变,导致局部材质变脆;焊接残余应力和残余变形使受压构件承载力降低;焊接结构对裂纹很敏感,局部的裂缝一旦发生,就容易扩展到整体。
一、焊接残余应力钢材的焊接是一个不均匀的加热和冷却的过程。
在施焊时,焊缝及其附近区域的温度很高,而临近区域温度则急剧的下降,导致不均匀的温度场。
不均匀的温度场产生不均匀的膨胀,温度低的区域膨胀量小限制了高温度区域钢材的膨胀。
当焊接温度场消失后,构件内部产生应力,这种应力称为焊接残余应力。
(一)焊接残余应力对钢结构的影响1.对钢结构刚度的影响焊接残余应力使构件的有效截面减小,丧失进一步承受外载的能力。
焊接残余应力的存在还会增大结构的变形,降低结构的刚度。
2.对静力强度的影响由于焊接应力的自相平衡,使受压区和受拉区的面积相等。
构件全截面达到屈服强度所承受的外力与无焊接应力的轴心受拉构件全截面达到屈服强度时的应力相等,因此不影响静力强度。
3.对疲劳强度的影响残余应力的存在使应力循环发生偏移。
这种偏移,只改变其平均值,不改变其幅值。
当应力循环的平均值增加时,其极限幅值就降低,反之则提高。
4.对应力腐蚀开裂的影响应力腐蚀开裂是拉伸残余应力和化学腐蚀作用下产生裂纹的现象,在一定材料和介质的组合下发生。
第五节焊接结构中的应力与变形在焊接生产中,焊接应力与变形的产生是不可避免的。
焊接过程结束,焊件冷却后残余在焊件的内应力即焊接残余应力往往是造成裂纹的直接原因,同时也降低了结构的承载能力和使用寿命。
焊接后产生的变形即焊接残余变形造成了焊件尺寸、形状的变化,这给正常的焊接生产带来一定困难。
因此,在焊接生产中的一项重要任务就是控制焊接残余应力和焊接残余变形。
一、焊接残余应力1.焊接残余应力的产生及其对焊接结构的影响焊接时,不均匀地加热与冷却是产生焊接残余应力的主要原因。
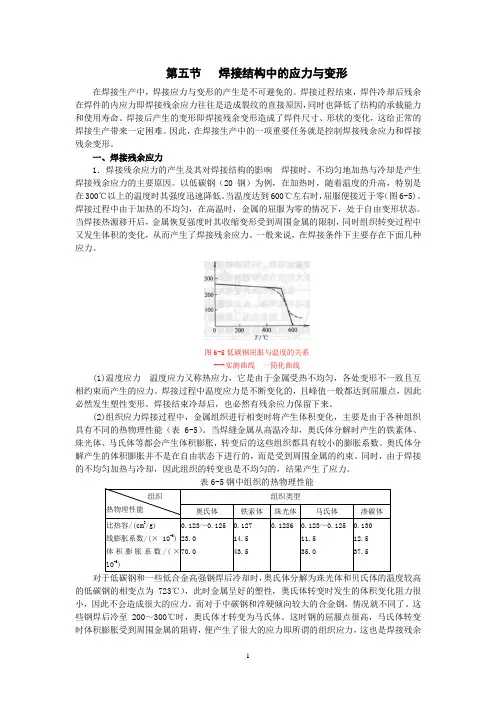
以低碳钢(20钢)为例,在加热时,随着温度的升高,特别是在300℃以上的温度时其强度迅速降低。
当温度达到600℃左右时,屈服便接近于零(图6-5)。
焊接过程中由于加热的不均匀,在高温时,金属的屈服为零的情况下,处于自由变形状态。
当焊接热源移开后,金属恢复强度时其收缩变形受到周围金属的限制,同时组织转变过程中又发生体积的变化,从而产生了焊接残余应力。
一般来说,在焊接条件下主要存在下面几种应力。
图6-5低碳钢屈服与温度的关系---实测曲线一简化曲线(1)温度应力温度应力又称热应力,它是由于金属受热不均匀,各处变形不一致且互相约束而产生的应力。
焊接过程中温度应力是不断变化的,且峰值一般都达到屈服点,因此必然发生塑性变形。
焊接结束冷却后,也必然有残余应力保留下来。
(2)组织应力焊接过程中,金属组织进行相变时将产生体积变化,主要是由于各种组织具有不同的热物理性能(表6-5)。
当焊缝金属从高温冷却,奥氏体分解时产生的铁素体、珠光体、马氏体等都会产生体积膨胀,转变后的这些组织都具有较小的膨胀系数。
奥氏体分解产生的体积膨胀并不是在自由状态下进行的,而是受到周围金属的约束。
同时,由于焊接的不均匀加热与冷却,因此组织的转变也是不均匀的,结果产生了应力。
对于低碳钢和一些低合金高强钢焊后冷却时,奥氏体分解为珠光体和贝氏体的温度较高的低碳钢的相变点为723℃),此时金属呈好的塑性,奥氏体转变时发生的体积变化阻力很小,因此不会造成很大的应力。
焊接残余应力和残余变形一、焊接残余应力和残余变形的成因钢结构的焊接过程是一个不均匀加热和冷却的过程。
在施焊时,焊件上产生不均匀的温度场,焊缝及附近温度最高,达1600℃以上,其邻近区域则温度急剧下降。
不均匀的温度场要求产生不均匀的膨胀和收缩。
而高温处钢材的膨胀和收缩要受到两侧温度较低、胀缩较小的钢材的限制,从而使焊件内部产生残存应力并引起变形,此即通称的焊接残余应力和残余变形。
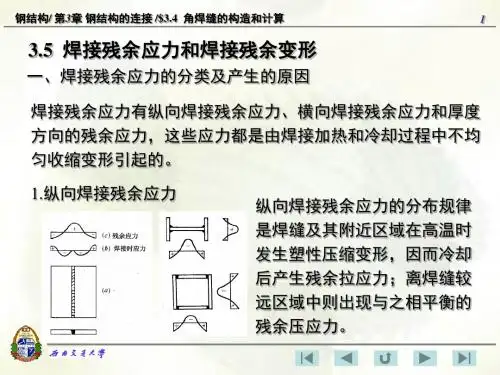
二、焊接残余应力和残余变形(一)焊接残余应力焊接残余应力按其方向可分为纵向残余应力、横向残余应力和厚度方向残余应力。
1. 纵向残余应力。
图2-38是焊接残余应力的示例。
图2-38(a)是两块钢板平接连接,焊接时钢板焊缝一边受热,将沿焊缝方向纵向伸长。
但伸长量会因钢板的整体性,受到钢板两侧未加热区域的限制,由于这时焊缝金属是熔化塑性状态,伸长虽受限,却不产生应力(相当于塑性受压)。
随后焊缝金属冷却恢复弹性,收缩受限将导致焊缝金属纵向受拉,两侧钢板则因焊缝收缩倾向牵制而受压,形成图2-38(b)所示的纵向焊接残余应力分布。
它是一组在外荷载作用之前就已产生的自相平衡的内应力。
2. 横向残余应力。
图2-38所示两块钢板平接除产生上述纵向残余应力外,还可能产生垂直于长度方向的残余应力。
由图中可以看到,焊缝纵向收缩将使两块钢板有相向弯曲变形的趋势(如图2-38a中虚线所示)。
但钢板已焊成一体,弯曲变形将受到一定的约束,因此在焊缝中段将产生横向拉应力,在焊缝两侧将产生横向压应力,如图2-38(c)所示。
此外,焊缝冷却时除了纵向收缩外,焊缝横向也将产生收缩。
由于施焊是按一定顺序进行,先焊好的部分冷却凝固恢复弹性较早,将阻碍后焊部分自由收缩,因此,先焊部分就会横向受压,而后焊部分横向受拉,形成如图2-38(d)所示的应力分布。
图2-38(e)是上述两项横向残余应力的叠加,它也是一组自相平衡的内应力。
3. 厚度方向残余应力对于厚度较大的焊缝,外层焊缝因散热较快先冷却,故内层焊缝的收缩将受其限制,从而可能沿厚度方向也产生残余应力,形成三相应力场。