球磨机衬板分析与参数计算
- 格式:doc
- 大小:739.00 KB
- 文档页数:6
话说磨机、破碎机、耐磨衬板衬板(一)连续式球磨机是Konow和Davidson1891年向德国申请并获得专利的产品,专利号为No.62871,标题为《中心喂料切向卸料球磨》。
专利中描述磨机内填充卵石球和少量金属球,筒体采用陶瓷和铸铁衬板防护,这便是最早的现代球磨机衬板。
上世纪初,最大的磨机为φ1.2×6m,粉磨立窑熟料产量为3 t/h,而当时光流逝到1990年,比利时的Gaurain-Ramecriox水泥工厂投运时使用的是由8.7MW环形马达驱动的φ5.8×16.0m球磨机,该磨与一台装机功率为2.4MW的φ2.0×1.0m辊压机联用。
粉磨旋窑熟料,水泥比表面积为380m2/kg时,磨机最大产量为360t/h。
可以看出伴随着水泥工业的高速发展,磨机直径规格越来越大,球磨机衬板也随之发生了重大的变化。
衬板材质由早期的高锰钢、镍硬铸铁、普通白口铸铁等发展到今日几大系列上百个品种的以合金钢为主,高、低铬铸铁、奥贝球铁及其它材料并举的一个百花齐放的局面。
衬板结构也由过去单纯的防护内衬发展成为一种技术性和理论性都很强的“装置”。
先进结构设计衬板可以有效的提高磨机产量,降低电耗,增加水泥比表面积,减少噪音。
它的形状也早已不是简单的板状,栏主于1984年协助天津水泥设计院吴绵旗、王绍兴两位老师设计的角螺旋、圆角方形衬板,1986年与合肥水泥研究院鲁幼勤工程师共同发明的沟槽衬板,特别是近年来在高细筛分磨中大量应用的挡料圈、环等早已偏离了防护这一初始概念,其形式之多、形状之繁,枚不胜举。
那么在生产实践中,具体选用何种材质,何种结构的衬板,则要应时应地根据具体的工况条件合理的选配。
耐磨材料行业有句行话:没有一杆包打天下的枪。
而水泥粉磨作业更是很难找出两台运营结果参数如2台同型号机床这么相近的两台磨机,甚至一个车间里两台同型号,一条配料线(不是10条)下来的磨机,其产量、电耗、比表面积都不尽完全相同。
衬板1.衬板的作用衬板主要用来保护筒体,使筒体免受研磨体和物料的直接冲击和研磨;同时也可利用不同形式的衬板来调整各仓内研磨体的运动状态。
物料的粉磨过程是:第一仓物料粒度较大,要求研磨体以冲击作用为主,研磨体应呈抛落状态,所以粉磨仓内衬板对研磨体具有较高的提升能力并应具有良好的抗冲击性能;以后各仓内物料粒度依次递减,要使产品粉磨到要求的细度,研磨体应依次增强研磨作用,即研磨体需要产生滚动和滑动,也就是使研磨体呈泻落状态,因此要求衬板具有良好的耐磨性能。
由于研磨体的运动状态取决于磨机筒体的转速,而粉磨过程要求各仓内研磨体呈不同的运动状态,这与磨机筒体具有同一转速相矛盾。
解决这个矛盾的方法就是利用不同形状表面的衬板,来改变研磨体的运动状态,以适应物料粉磨过程的要求,从而提高粉磨效率,增加产量,降低金属消耗。
2.衬板材料球磨机衬板大多数用金属材料制造,也有少量用非金属材料制造。
由于各仓内研磨体运动状态不同,为适应这种工作状态的要求,制造各仓衬板材料就不同。
在粉碎仓,研磨体以冲击作用为主,要求衬板应具有抗冲击和耐磨性能。
普遍采用高锰钢(ZGMn13)作衬板材料,它具有一定的抗冲击韧性,并且在受到一定的冲击时,它的表面产生冷作硬化,表面变得坚硬耐磨,一般硬度在HB300-350,韧性相当高,冲击值可达700Nm/cm2。
但在使用中,容易过早反凸弯曲变形,拉断固定螺栓,造成衬板脱落,使之寿命降低,一般平均寿命在5000-6000h。
高铬铸铁硬度高,耐磨性好,在耐磨材料中居首。
高铬铸铁是一种脆性材料,但经过适当的处理,可以制作粗磨仓衬板。
一般高铬铸铁用于较小冲击工况下,如煤磨衬板和破碎机衬板(抗磨板)等,耐磨性比高锰钢提高6-8倍,经济效益很显著。
磨机上结构复杂及薄壁大件不宜采用高铬铸铁,如隔仓篦板、磨头衬板等。
现在高铬铸铁已发展了四种牌号,为了提高韧性随之出现了高铬铸钢等材料。
目前耐磨材料还可选用低铬铸铁、42硅锰铬钼钢、低碳硅锰耐磨合金钢、低合金高强度钢(ZG35SiMn和ZG30CrMnSiMoRe)等。
球磨机衬板介绍(3)衬板1. 衬板的作用衬板主要用来保护筒体,使筒体免受研磨体和物料的直接冲击和研磨;同时也可利用不同形式的衬板来调整各仓内研磨体的运动状态。
物料的粉磨过程是:第一仓物料粒度较大,要求研磨体以冲击作用为主,研磨体应呈抛落状态,所以粉磨仓内衬板对研磨体具有较高的提升能力并应具有良好的抗冲击性能;以后各仓内物料粒度依次递减,要使产品粉磨到要求的细度,研磨体应依次增强研磨作用,即研磨体需要产生滚动和滑动,也就是使研磨体呈泻落状态,因此要求衬板具有良好的耐磨性能。
由于研磨体的运动状态取决于磨机筒体的转速,而粉磨过程要求各仓内研磨体呈不同的运动状态,这与磨机筒体具有同一转速相矛盾。
解决这个矛盾的方法就是利用不同形状表面的衬板,来改变研磨体的运动状态,以适应物料粉磨过程的要求,从而提高粉磨效率,增加产量,降低金属消耗。
2. 衬板材料球磨机衬板大多数用金属材料制造,也有少量用非金属材料制造。
由于各仓内研磨体运动状态不同,为适应这种工作状态的要求,制造各仓衬板材料就不同。
在粉碎仓,研磨体以冲击作用为主,要求衬板应具有抗冲击和耐磨性能。
普遍采用高锰钢(ZGMn13)作衬板材料,它具有一定的抗冲击韧性,并且在受到一定的冲击时,它的表面产生冷作硬化,表面变得坚硬耐磨,一般硬度在HB300-350,韧性相当高,冲击值可达700Nm/cm2。
但在使用中,容易过早反凸弯曲变形,拉断固定螺栓,造成衬板脱落,使之寿命降低,一般平均寿命在5000-6000h 。
高铬铸铁硬度高,耐磨性好,在耐磨材料中居首。
高铬铸铁是一种脆性材料,但经过适当的处理,可以制作粗磨仓衬板。
一般高铬铸铁用于较小冲击工况下,如煤磨衬板和破碎机衬板(抗磨板)等,耐磨性比高锰钢提高6-8 倍,经济效益很显著。
磨机上结构复杂及薄壁大件不宜采用高铬铸铁,如隔仓篦板、磨头衬板等。
现在高铬铸铁已发展了四种牌号,为了提高韧性随之出现了高铬铸钢等材料。
目前耐磨材料还可选用低铬铸铁、42 硅锰铬钼钢、低碳硅锰耐磨合金钢、低合金高强度钢(ZG35SiMn和ZG30CrMnSiMoRe)等。
探讨衬板的设计参数对球磨机磨矿效果的影响摘要:梯形衬板是球磨机最常使用的衬板类型,此次研究主要是探讨分析衬板的设计参数对球磨机磨矿效果的影响,结合球磨机器具,使用三维离散元软件对衬板高度,倾角以及数量等进行研究,分析其对球磨机性能造成的影响。
按照研究结果能够看出,以上参数会对球磨机冲击能量造成影响。
关键词:衬板;设计参数;球磨机;磨矿效果衬板在球磨机当中作用主要表现在提升器械使用寿命,保护筒体,影响物料破碎形式和运动轨迹。
球磨机最常应用的是梯形衬板,利用衬板高度,倾角以及数量等能够对球磨机的磨矿效果起到改善作用。
但是在分析衬板对球磨机造成影响时大多都是应用实体模型的试验方法,该种方法的分析效果不佳。
离散元方法能够全面展现出球磨机物料运行轨迹,能够有效优化设计球磨机方法,并且应用二维离散元软件能够给予磨机转速率和形状对功率造成的影响程度,对比试验结果和实际结果,能够体现出该种研究方法的实效性。
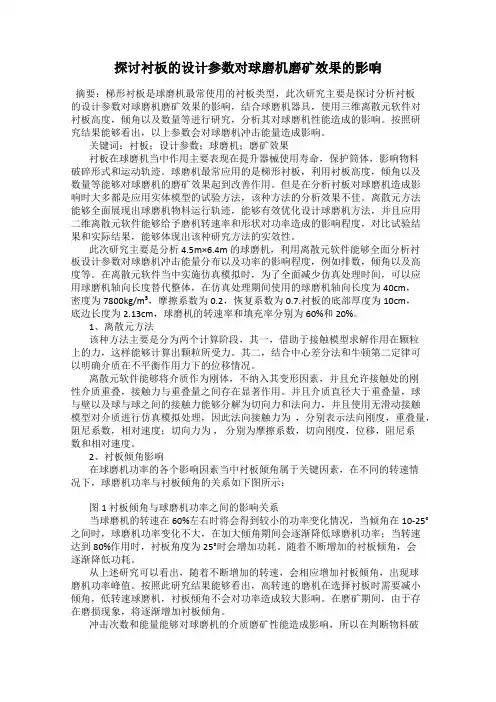
此次研究主要是分析 4.5m×6.4m的球磨机,利用离散元软件能够全面分析衬板设计参数对球磨机冲击能量分布以及功率的影响程度,例如排数,倾角以及高度等。
在离散元软件当中实施仿真模拟时,为了全面减少仿真处理时间,可以应用球磨机轴向长度替代整体,在仿真处理期间使用的球磨机轴向长度为40cm,密度为7800kg/m³,摩擦系数为0.2,恢复系数为0.7.衬板的底部厚度为10cm,底边长度为2.13cm,球磨机的转速率和填充率分别为60%和20%。
1、离散元方法该种方法主要是分为两个计算阶段,其一,借助于接触模型求解作用在颗粒上的力,这样能够计算出颗粒所受力。
其二,结合中心差分法和牛顿第二定律可以明确介质在不平衡作用力下的位移情况。
离散元软件能够将介质作为刚体,不纳入其变形因素,并且允许接触处的刚性介质重叠,接触力与重叠量之间存在显著作用。
并且介质直径大于重叠量,球与壁以及球与球之间的接触力能够分解为切向力和法向力,并且使用无滑动接触模型对介质进行仿真模拟处理,因此法向接触力为,分别表示法向刚度,重叠量,阻尼系数,相对速度;切向力为,分别为摩擦系数,切向刚度,位移,阻尼系数和相对速度。
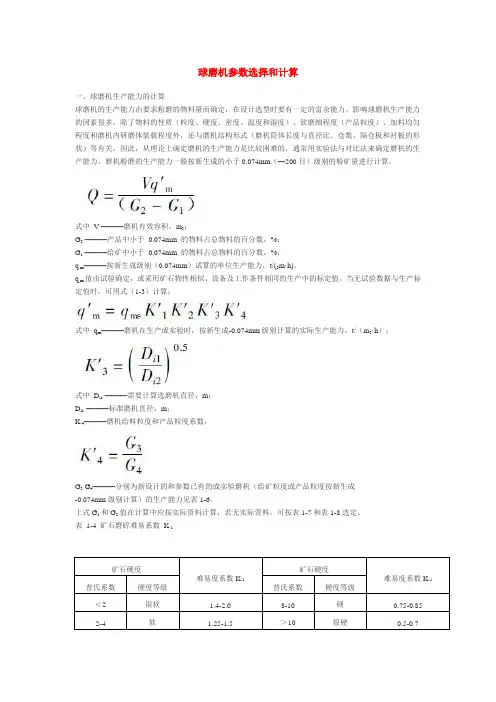
球磨机参数选择和计算一、球磨机生产能力的计算球磨机的生产能力由要求粉磨的物料量而确定,在设计选型时要有一定的富余能力。
影响球磨机生产能力的因素很多,除了物料的性质(粒度、硬度、密度、温度和湿度)、欲磨细程度(产品粒度)、加料均匀程度和磨机内研磨体装载程度外,还与磨机结构形式(磨机筒体长度与直径比、仓数、隔仓板和衬板的形状)等有关。
因此,从理论上确定磨机的生产能力是比较困难的,通常用实验法与对比法来确定磨机的生产能力。
磨机粉磨的生产能力一般按新生成的小于0.074mm(—200目)级别的粉矿量进行计算。
式中V ———磨机有效容积,m3;G2———产品中小于0.074mm 的物料占总物料的百分数,%;G1———给矿中小于0.074mm 的物料占总物料的百分数,%;q,m———按新生成级别(0.074mm)试算的单位生产能力,t/(3m·h)。
q,m值由试验确定,或采用矿石物性相似、设备及工作条件相同的生产中的标定值。
当无试验数据与生产标定值时,可用式(1-3)计算:式中q m———磨机在生产或实验时,按新生成-0.074mm级别计算的实际生产能力,t/(m3·h);式中D i1———需要计算选磨机直径,m;D i1———标准磨机直径,m;K,4———磨机给料粒度和产品粒度系数,G3 G4———分别为新设计的和参数已有的或实验磨机(给矿粒度或产品粒度按新生成-0.074mm级别计算)的生产能力见表1-6。
上式G1和G2值在计算中应按实际资料计算,若无实际资料,可按表1-7和表1-8选定。
表1-4 矿石磨碎难易系数K,1矿石硬度难易度系数K,1矿石硬度难易度系数K,1普氏系数硬度等级普氏系数硬度等级<2 很软 1.4-2.0 8-10 硬0.75-0.85 2-4 软 1.25-1.5 >10 很硬0.5-0.7表1-5 磨机型式校正系数K,2表1-6 给矿粒度与产品粒度相对生产能力G3或G4表1-7 破碎产品粒度与0.074 mm 级别含量G1值表1-8 不同产品粒度中0.074mm 级别含量G2值二、球磨机功率、转速和介质装载量的计算1. 功率计算(1)按经验公式计算功率:式中G,———装入的介质和物料量,t ;D m———磨机筒体有效内径,m;K,5———研磨介质系数,查表1-9。

球磨机参数选择和计算一、球磨机生产能力的计算球磨机的生产能力由要求粉磨的物料量而确定,在设计选型时要有一定的富余能力。
影响球磨机生产能力的因素很多,除了物料的性质(粒度、硬度、密度、温度和湿度)、欲磨细程度(产品粒度)、加料均匀程度和磨机内研磨体装载程度外,还与磨机结构形式(磨机筒体长度与直径比、仓数、隔仓板和衬板的形状)等有关。
因此,从理论上确定磨机的生产能力是比较困难的,通常用实验法与对比法来确定磨机的生产能力。
磨机粉磨的生产能力一般按新生成的小于0.074mm(—200目)级别的粉矿量进行计算。
式中V ———磨机有效容积,m3;G2———产品中小于0.074mm 的物料占总物料的百分数,%;G1———给矿中小于0.074mm 的物料占总物料的百分数,%;q,m———按新生成级别(0.074mm)试算的单位生产能力,t/(3m·h)。
q,m值由试验确定,或采用矿石物性相似、设备及工作条件相同的生产中的标定值。
当无试验数据与生产标定值时,可用式(1-3)计算:式中q m———磨机在生产或实验时,按新生成-0.074mm级别计算的实际生产能力,t/(m3·h);式中D i1———需要计算选磨机直径,m;D i1———标准磨机直径,m;K,4———磨机给料粒度和产品粒度系数,G3 G4———分别为新设计的和参数已有的或实验磨机(给矿粒度或产品粒度按新生成-0.074mm级别计算)的生产能力见表1-6。
上式G1和G2值在计算中应按实际资料计算,若无实际资料,可按表1-7和表1-8选定。
表1-4 矿石磨碎难易系数K,1矿石硬度难易度系数K,1矿石硬度难易度系数K,1普氏系数硬度等级普氏系数硬度等级<2 很软 1.4-2.0 8-10 硬0.75-0.85 2-4 软 1.25-1.5 >10 很硬0.5-0.7表1-5 磨机型式校正系数K,2表1-6 给矿粒度与产品粒度相对生产能力G3或G4表1-7 破碎产品粒度与0.074 mm 级别含量G1值表1-8 不同产品粒度中0.074mm 级别含量G2值二、球磨机功率、转速和介质装载量的计算1. 功率计算(1)按经验公式计算功率:式中G,———装入的介质和物料量,t ;D m———磨机筒体有效内径,m;K,5———研磨介质系数,查表1-9。
话说衬板(一)2009-9-16 11:08:51连续式球磨机是Konow和Davidson1891年向德国申请并获得专利的产品,专利号为No.62871,标题为《中心喂料切向卸料球磨》。
专利中描述磨机内填充卵石球和少量金属球,筒体采用陶瓷和铸铁衬板防护,这便是最早的现代球磨机衬板。
上世纪初,最大的磨机为φ1.2×6m,粉磨立窑熟料产量为3 t/h,而当时光流逝到1990年,比利时的Gaurain-Ramecriox水泥工厂投运时使用的是由8.7MW环形马达驱动的φ5.8×16.0m球磨机,该磨与一台装机功率为2.4MW 的φ2.0×1.0m辊压机联用。
粉磨旋窑熟料,水泥比表面积为380m2/kg时,磨机最大产量为360t/h。
可以看出伴随着水泥工业的高速发展,磨机直径规格越来越大,球磨机衬板也随之发生了重大的变化。
衬板材质由早期的高锰钢、镍硬铸铁、普通白口铸铁等发展到今日几大系列上百个品种的以合金钢为主,高、低铬铸铁、奥贝球铁及其它材料并举的一个百花齐放的局面。
衬板结构也由过去单纯的防护内衬发展成为一种技术性和理论性都很强的“装置”。
先进结构设计衬板可以有效的提高磨机产量,降低电耗,增加水泥比表面积,减少噪音。
它的形状也早已不是简单的板状,栏主于1984年协助天津水泥设计院吴绵旗、王绍兴两位老师设计的角螺旋、圆角方形衬板,1986年与合肥水泥研究院鲁幼勤工程师共同发明的沟槽衬板,特别是近年来在高细筛分磨中大量应用的挡料圈、环等早已偏离了防护这一初始概念,其形式之多、形状之繁,枚不胜举。
那么在生产实践中,具体选用何种材质,何种结构的衬板,则要应时应地根据具体的工况条件合理的选配。
耐磨材料行业有句行话:没有一杆包打天下的枪。
而水泥粉磨作业更是很难找出两台运营结果参数如2台同型号机床这么相近的两台磨机,甚至一个车间里两台同型号,一条配料线(不是10条)下来的磨机,其产量、电耗、比表面积都不尽完全相同。
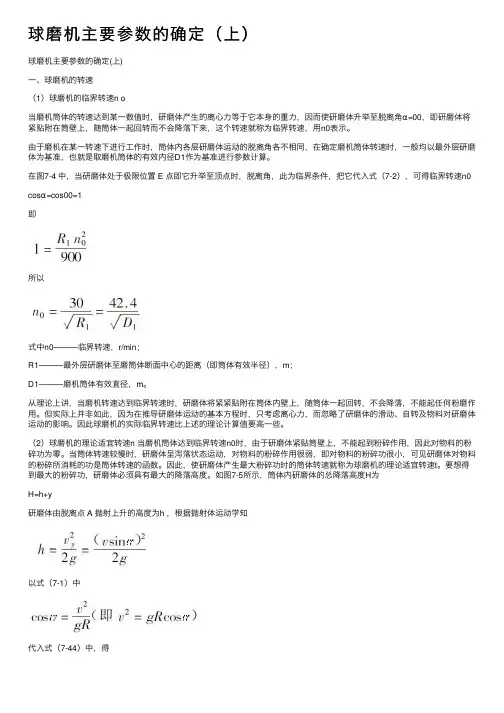
球磨机主要参数的确定(上)球磨机主要参数的确定(上)⼀、球磨机的转速(1)球磨机的临界转速n o当磨机筒体的转速达到某⼀数值时,研磨体产⽣的离⼼⼒等于它本⾝的重⼒,因⽽使研磨体升举⾄脱离⾓α=00,即研磨体将紧贴附在筒壁上,随筒体⼀起回转⽽不会降落下来,这个转速就称为临界转速,⽤n0表⽰。
由于磨机在某⼀转速下进⾏⼯作时,筒体内各层研磨体运动的脱离⾓各不相同,在确定磨机筒体转速时,⼀般均以最外层研磨体为基准,也就是取磨机筒体的有效内径D1作为基准进⾏参数计算。
在图7-4 中,当研磨体处于极限位置 E 点即它升举⾄顶点时,脱离⾓,此为临界条件,把它代⼊式(7-2),可得临界转速n0cosα=cos00=1即所以式中n0———临界转速,r/min;R1———最外层研磨体⾄磨筒体断⾯中⼼的距离(即筒体有效半径),m;D1———磨机筒体有效直径,m。
从理论上讲,当磨机转速达到临界转速时,研磨体将紧紧贴附在筒体内壁上,随筒体⼀起回转,不会降落,不能起任何粉磨作⽤。
但实际上并⾮如此,因为在推导研磨体运动的基本⽅程时,只考虑离⼼⼒,⽽忽略了研磨体的滑动、⾃转及物料对研磨体运动的影响。
因此球磨机的实际临界转速⽐上述的理论计算值要⾼⼀些。
(2)球磨机的理论适宜转速n 当磨机筒体达到临界转速n0时,由于研磨体紧贴筒壁上,不能起到粉碎作⽤,因此对物料的粉碎功为零。
当筒体转速较慢时,研磨体呈泻落状态运动,对物料的粉碎作⽤很弱,即对物料的粉碎功很⼩,可见研磨体对物料的粉碎所消耗的功是筒体转速的函数。
因此,使研磨体产⽣最⼤粉碎功时的筒体转速就称为球磨机的理论适宜转速t。
要想得到最⼤的粉碎功,研磨体必须具有最⼤的降落⾼度。
如图7-5所⽰,筒体内研磨体的总降落⾼度H为H=h+y研磨体由脱离点 A 抛射上升的⾼度为h ,根据抛射体运动学知以式(7-1)中代⼊式(7-44)中,得以式(7-10)和式(7-45)代⼊式(7-43)中,得研磨体总降落⾼度H 是其脱离⾓的函数。
球磨机筒体衬板介绍衬板奏响球磨机进步曲,衬板是用来保护球磨机筒体,使筒体免受研肝体和物料直接冲击和磨擦,同时也可利用不同形式的衬板来调整研球磨机磨体的运动状态,以增强研翻体对物料的粉碎作川,有助十提高麟机的粉磨效率,增加产量,降低金属消耗。
由于衬板长期处十严酷的_L况条件卜,维修址和更换员相当人,不仅需要人力、物力、财力.而日.直接影响产产率。
球磨机的衬板人多数是用金属材料制造的,也有少量用非金属材料制造。
筒体衬板除保护筒体外,还对球磨机研磨体(J运动规律有彰响,为适应各种不同I几作状态(粉碎或细腆)的要求,衬板的形状的材丰」也不同。
据统计,我国每年消耗的金属耐肺材料约300万11屯心卜,其中仅冶金矿.消耗的球磨机衬板就达10力吨左右。
目前我国各类矿山麟机等选矿山用麟机等选孙’一设备中的衬板等易损件·般都采用ZGMr、13高锰钢材质。
这类球磨机易损件在使用时要承受一定的冲击和磨料磨损,因此其材质应生L良好的抗翻性能和一定的冲击韧性。
各类球磨机球脚机衬板年耗最不少于25),-吨.是腆丫介质(水泥业称研脐休,以卜简称跳介)年耗最的25%,在处理!l屯物料成本卜所占比例仅次于磨介,实属大宗消耗件.衬板与靡介相比,衬板更多体现在影响磨机作业率所造成的经济损失是这种备件本身价仇的几倍、十儿倍。
影响球磨机衬板耗量的技术因素多达十几种,甚至更多,基本搞消的不过儿种。
纵观我「l礴冶金矿选厂湿磨粗磨机儿乎是100%的采川金属衬板,其中以高锰钢衬板为主。
竹通高锰钢(Ll{JMn13)的特点是冲,}牙硬化,提高它的使用寿命,关键在十提高它的初始硬度,目前国际流行的有效措施是实行爆炸硬化,即高锰钢件出厂前t,J其施爆,一则可检查大型高锰钢件,重要部位高锰钢件的内部缺l名,作业前剔出,以免酿成事故;二则通过对高锰钢件表面施爆(特制炸药,瞬间冲击表而),提高球磨机高锰钢件农层硬度,使其初始硬度人大提高。
冶金征湿礴细脐球脐机衬板,已经向多元化材料发展,除了球磨机金属衬板之外,橡胶衬板、聚氨酷(pvC)衬板,不同材料复水泥业与冶金矿球腆机作业情况性衬板应运而产。
球磨机衬板标准一、引言球磨机是一种常用的矿石破碎设备,广泛应用于矿山、冶金、建材等行业。
球磨机的衬板是球磨机内部的重要部件,它直接影响到球磨机的工作效率和使用寿命。
为了保证球磨机的正常运行和提高生产效率,制定球磨机衬板标准是非常必要的。
二、球磨机衬板的分类根据材料的不同,球磨机衬板可以分为金属衬板和橡胶衬板两大类。
2.1 金属衬板金属衬板是由高铬合金铸造而成,具有耐磨、耐冲击、耐腐蚀等优点。
金属衬板适用于对磨矿物料较为严重的场合,如金矿、铜矿等。
2.2 橡胶衬板橡胶衬板是由天然橡胶或合成橡胶制成,具有优良的抗磨性能和吸振能力。
橡胶衬板适用于对磨矿物料要求不高的场合,如石灰石、铁矿等。
三、球磨机衬板标准的制定制定球磨机衬板标准需要考虑以下几个方面的因素:3.1 材料要求针对金属衬板,标准应规定具体的金属成分和硬度要求;针对橡胶衬板,标准应规定橡胶材料的种类和物理性能要求。
3.2 结构要求标准应规定衬板的结构形式,包括衬板的厚度、孔洞形状和分布等。
3.3 安装要求标准应规定衬板的安装方法和步骤,确保衬板能够牢固地固定在球磨机内部,不会因为振动而松动。
3.4 检测要求标准应规定衬板的检测方法和标准,确保衬板的质量符合要求。
四、球磨机衬板标准的应用球磨机衬板标准在实际生产中起到了重要的作用。
4.1 提高生产效率通过制定衬板标准,可以选择合适的衬板材料和结构,提高球磨机的破碎效率,降低能耗。
4.2 延长使用寿命合格的衬板能够有效地保护球磨机的内部结构,延长球磨机的使用寿命,减少维修次数和维修成本。
4.3 降低维护成本标准化的衬板可以降低维护成本,提高维护效率,并减少因衬板更换而停机带来的生产损失。
五、结论制定球磨机衬板标准是提高球磨机工作效率和使用寿命的重要手段。
通过合理制定衬板材料、结构和安装要求,可以提高球磨机的生产效率,延长使用寿命,降低维护成本。
标准化的衬板标准在实际生产中得到了广泛应用,并取得了显著的经济效益。
球磨机橡胶衬板试用情况分析某公司氧化铝厂自投产以来磨机系统一直使用钢衬板,多年来的生产实践证明,钢衬板耐磨性差、寿命短、高重量、高能耗、高噪音、衬板安装慢且危险因素多、成本高、经济效益差。
橡胶衬板系高分子化合物,选用具有高弹性能和优良耐磨性的合成胶为主体,掺入一定比例的天然胶,以得到良好的分散性、均匀性以及共硫化性。
根据国内外的相关厂家使用证明,使用橡胶衬板能够延长衬板的寿命,降低成本,减轻检修工人的劳动强度,改善操作人员的作业环境,产生良好的经济和社会效益。
一、磨矿作业流程和作业条件氧化铝厂使用的矿石为一水硬铝石铝土矿,是已知铝土矿中最硬、最难磨、最难溶的。
衬板的磨损是由冲击、磨剥和腐蚀等多因素综合作用造成的。
经观察,回转的简体带起的钢球和物料从2米高左右后开始下落,这对端部衬板的冲刷力是很大的,钢衬板在如此恶劣的工况下运行,难以承受物料的冲刷磨损,因此寿命较短。
图1是磨矿系统作业流程简图。
根据平果一水硬铝石铝土矿的特点,结合国外先进的磨矿工艺开发了一段棒磨(开路),二段球磨(闭路),使用水力旋流器进行矿浆分级的磨矿新工艺。
矿石经过棒磨、球磨机磨碎和水力旋流器分级后得到合格矿浆,送到高压溶出,采用溢流型球磨机,参数为:Q3600×8500mm。
二、存在问题18球磨机端部原采用ZG32Cr2SiMnMoTiRe钢衬板,该衬板寿命较短,平均运行寿命仅为3642小时,而筒体衬板运行寿命为7600h。
端都衬板和筒体衬板的寿命不一样,给端部衬板的更换工作带来很大困难,更换端部衬板时把磨内的130吨钢球放到磨外,回装钢球的工作量很大,同时锰钢板使用到后期,常因螺枪松动,简体漏矿,而不得不停机处理,磨机的频繁启动既影响生产效率,又容易造成设备损坏。
此外,每年消耗的备品备件、检修维护成本较高。
三、球磨机端部橡胶衬板的使用情况分析(1)前期试验为了解决端部钢衬板寿命短、更换工作难的问题,1999年5月,共同对球磨机的端部钢衬板改用橡胶衬板组成攻关小组,对两种衬板应用技术进行对比分析,并对这两种衬板的一些物理现象进行了测试和监测,发现钢球下落到橡胶衬板有较大的回弹力,机外测试钢球从1米高度落到橡胶衬板上,其反弹高度为200mm至250mm,而落到钢衬板上几乎无回弹。
球磨机主要零部件的强度计算在本节中重点介绍球磨机的筒体、磨头(磨尾)中空轴、磨头(磨尾)与筒体法兰连接螺栓的强度计算。
一、筒体(一)作用于筒体的总载荷Q磨机运转时,作用于筒体的总载荷Q包括两部分:一部分是磨机回转部分的重力G m;另一部分是动态研磨体(包括物料)所产生的力P。
(1)磨机回转部分的重力G mG m=G1+G2+G3+G4+G5+G6式中G m———磨机回转部分的重力,N;G1———磨机筒体的重力,N;G2———磨机磨头的重力,N;G3———磨机磨尾的重力,N;G4———磨机衬板的重力,N;G5———磨机隔仓板的重力,N;G6———边缘传动的磨机,大齿圈的重力,N。
(2)动态研磨体所产生的力P磨机内研磨体在抛落状态运转时,研磨体所产生的力,主要有泻落部分面积F1的重力G p及F1部分的离心力P c和抛落部分面积F1的冲击力P s等三部分。
一般情况下(球磨机筒体转速和研磨体填充系数φ=0.3 ),动态研磨体由上述三部分力所产生的合力,只比静态研磨体的自重G大2%,即:P=1.02G式中P ———动态研磨体所产生的力,N。
(3)粉磨物料的重力G0粉磨时研磨体和物料是混在一起的,这部分物料重力约为研磨体自重的14%,即:G0=1.14G式中G0———粉磨物料的重力,N。
故在计算P 值时应乘以 1.14 倍,即包括物料在内的动态研磨体所产生的力为1.14P = 1.14×1.02G = 1.16G(4)磨机运转时,作用于筒体上的总载荷Q图7-85 中利用余弦定理可得式中Q ———作用于筒体上的总载荷,N;θp——— G m与1.14P 两力方向的夹角(度),由例7.2 知θp=7015 。
cos (1800-θp)=cos(1800-7015)≈1代入上式中得图7-85 磨机筒体受力在图7-85 中,Q力与铅垂y轴的夹角为β。
θp角一般在80以下,而β角比θp 角还要小,因此,可以认为Q 力的方向基本上是铅垂向下的。
大连高腾是陶瓷研磨介质如硅球石,硅衬砖,高铝球,高铝衬砖等的专业生产商。
同时也是陶瓷其他相关产品的专业供应商。
大连高腾的硅衬砖硬度极高 (hardness mohs>8) 是最经济耐用的陶瓷球磨机内衬衬砖。
硅衬砖是陶瓷球磨机,罐式球磨机和其他精细研磨球磨机内衬的最佳选择。
球磨机内衬用砖的计算
端面
Gf=π r 2 d . H. 2 ÷ 1000
Gf: 直形砖重量(kg)
r: 球磨机筒体半径(cm)
H: 衬砖厚度(cm)
d: 衬砖比重(g/cm3)
筒体
Gc=π D. L. H. D ÷ 1000
Gc: 直形砖和梯形砖的重量(kg)
D: 球磨机筒体直径(cm)
L: 球磨机长度(cm)
d: 衬砖比重(g/cm3)
H: 衬砖厚度(cm)
氧化铝瓷球的装填量及级配
在湿磨过程中,球石的装填量达到球磨机净体积的55%时,能达到最佳状态,可以用经验公式估算球磨机中球体的重量:
G: 球石装填量(kg)
r: 球磨机筒体半径(cm)
d: 球石比重(g/cm3)
L: 球磨机长度(cm)
由于球磨机所加助磨剂的不同,上述公式也有所变化。
一般来说,球磨机的初始球石级配为:大球30%,中球40%,小球30%,实际中主要取决于被磨物料的粒度,也要适当考虑球磨机的直径和转速。
湿式球磨机对物料的粉碎主要靠研磨而不是冲击,因此应适当减少大球石用量,多用中,小球石保证良好的研磨效果。
球体的负载量依赖球磨机的型号,所以以上规律不适合干燥的粉碎过程。