钨钛钴类硬质合金主要成分共49页
- 格式:ppt
- 大小:4.23 MB
- 文档页数:49
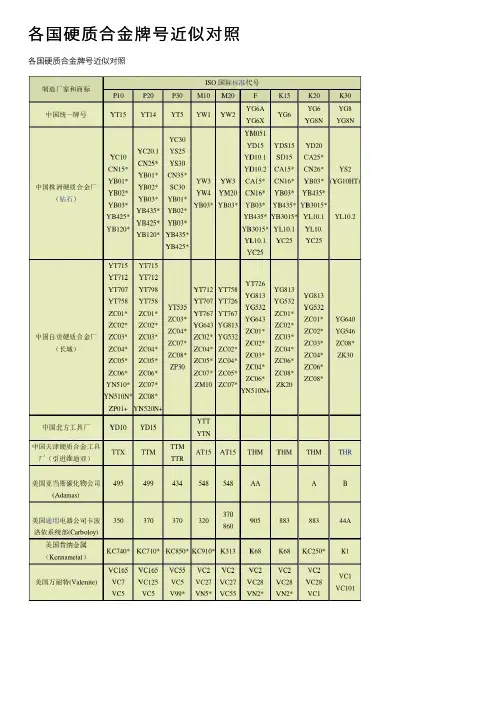
各国硬质合⾦牌号近似对照各国硬质合⾦牌号近似对照常⽤的硬质合⾦以 WC为主要成分,根据是否加⼊其它碳化物⽽分为以下⼏类:( 1)钨钴类( WC+Co)硬质合⾦( YG)它由 WC和 Co组成,具有较⾼的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要⽤于加⼯铸铁和有⾊⾦属。
细晶粒的 YG类硬质合⾦(如 YG3X、 YG6X),在含钴量相同时,其硬度耐磨性⽐ YG3、 YG6⾼,强度和韧性稍差,适⽤于加⼯硬铸铁、奥⽒体不锈钢、耐热合⾦、硬青铜等。
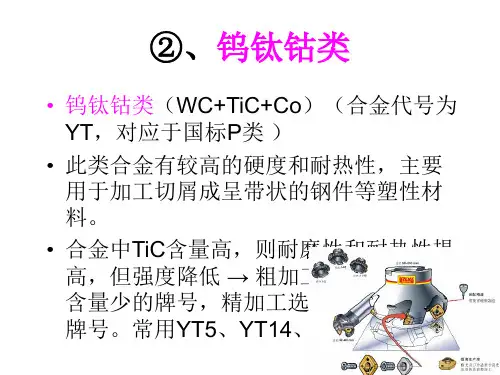
( 2)钨钛钴类( WC+TiC+Co)硬质合⾦( YT)由于 TiC的硬度和熔点均⽐ WC⾼,所以和 YG相⽐,其硬度、耐磨性、红硬性增⼤,粘结温度⾼,抗氧化能⼒强,⽽且在⾼温下会⽣成 TiO 2,可减少粘结。
但导热性能较差,抗弯强度低,所以它适⽤于加⼯钢材等韧性材料。
(3) 钨钽钴类( WC+TaC+Co)硬质合⾦( YA)在 YG类硬质合⾦的基础上添加 TaC(NbC),提⾼了常温、⾼温硬度与强度、抗热冲击性和耐磨性,可⽤于加⼯铸铁和不锈钢。
( 4)钨钛钽钴类( WC+TiC+TaC+Co) )硬质合⾦ (YW)在 YT类硬质合⾦的基础上添加 TaC(NbC),提⾼了抗弯强度、冲击韧性、⾼温硬度、抗氧能⼒和耐磨性。
既可以加⼯钢,⼜可加⼯铸铁及有⾊⾦属。
因此常称为通⽤硬质合⾦(⼜称为万能硬质合⾦)。
⽬前主要⽤于加⼯耐热钢、⾼锰钢、不锈钢等难加⼯材料。
硬质合⾦和其他硬质材料编辑:刘钰 - 来⾃:青岛美华精密⼯具有限公司硬质合⾦和碳-氮化合物--尽管⾼速钢对于如钻孔、拉削这样的应⽤仍然⾮常重要,但⼤多数的⾦属切削都是通过硬质合⾦⼯具完成的。
对于那些⾮常难于加⼯的材料,硬质合⾦现在正逐渐由碳氮化合物、陶瓷制品和超硬材料所替代。
渗碳的(或烧结的)硬质合⾦和碳氮化合物,被世界上⼤多数⼀致认为是硬⾦属,是⼀系列通过粉末冶⾦技术制成的⾮常硬的、耐⽕、耐磨的合⾦。
YG8钨钢表示方法:①钨钴类硬质合金:主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
②钨钛钴类硬质合金:主要成分是碳化钨、碳化钛(TiC)及钴。
其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均WTi=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
③钨钛钽(铌)类硬质合金:主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。
这类硬质合金又称通用硬质合金或万能硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如 YW1YG8化学成分WC:92 Co:8YG8钨钢是钨钴类材料。
耐磨性良好,使用强度和冲击韧性优于YG6。
应力很大条件下的拉深模,适于拉制直径<50mm的钢.非铁金属丝及其合金线材或棒材,也用于尺寸较小.工作载荷不大的冲压模和铆钉顶锻模。
YG8高级制模材料。
不经热处理,内、外硬度均匀一致。
用于批量大的生产。
适用于标准件、轴承等制作用的冷镦、冷冲、冷压模具的制作。
期I A11H氢1.0079IIA化学元素周期表IIIAIVAVAVIAVIIA2He氦4.002623Li锂6.9414Be铍9.01225B硼10.8116C碳12.0117N氮14.007氧15.999 9F氟18.998 10Ne氖20.173 11Na钠22.9898 12Mg镁24.305IIIB IVB VB VIB VIIB VIII IBIIB 13Al铝26.982 14Si硅28.085 15P磷30.974硫32.06 17Cl氯35.453 18Ar氩39.944 19K钾39.098 20Ca钙40.08 21Sc钪44.956 22Ti钛47.9 23V钒50.9415 24Cr铬51.996 25Mn锰54.938 26Fe铁55.84 27Co钴58.9332 28Ni镍58.69 29Cu铜63.54锌65.38 31Ga镓69.72 32Ge锗72.59 33As砷74.9216 34Se硒78.9 35Br溴79.904 36Kr氪83.85 37Rb铷85.467 38Sr锶87.62 39Y钇88.906 40Zr锆91.22 41Nb铌92.9064 42Mo钼95.94 43Tc锝99钌101.07 45Rh铑102.906 46Pd钯106.42 47Ag银107.868 48Cd镉112.41 49In铟114.82 50Sn锡118.6 51Sb锑121.7 52Te碲127.6 53I碘126.905 54Xe氙131.36 55Cs铯132.905 56Ba钡137.33 57-71 La-Lu镧系铪178.4 73Ta钽180.947 74W钨183.8 75Re铼186.207 76Os锇190.2 77Ir铱192.2 78Pt铂195.08 79Au金196.967 80Hg汞200.5 81Tl铊204.3 82Pb铅207.2 83Bi铋208.98 84Po钋(209) 85At砹(210)氡(222)7 87Fr钫(223) 88Ra镭226.03 89-103 Ac-Lr锕系104Rf鑪(261) 105Db(262) 106Sg(266) 107Bh(264) 108Hs(269) 109Mt䥑(268) 110Ds鐽(271) 111Rg錀(272) 112CnUub (285) 113Uut (284)Uuq (289) 115Uup (288) 116Uuh (292) 117Uus118Uuo镧系57La镧138.905 58Ce铈140.12 59Pr镨140.91 60Nd钕144.2 61Pm钷147 62Sm钐150.4 63Eu铕151.96 64Gd钆157.25铽158.93 66Dy镝162.5 67Ho钬164.93 68Er铒167.2 69Tm铥168.934 70Yb镱173.0 71Lu镥174.96锕系89Ac锕(227) 90Th钍232.03 91Pa镤231.03 92U铀238.02 93Np镎237.04 94Pu钚(244) 95Am镅(243)96Cm锔(247) 97Bk锫(247) 98Cf锎(251) 99Es锿(254) 100Fm镄(257) 101Md钔(258) 102No锘(259) 103Lr铹(260)。
车工试题(初级A卷)一、判断题;(每题1分,共25分)1、车工在操作中严禁带手套。
(√)2、变换进给箱手柄的位置,在光杠和丝杠的传动下,能使车刀按要求方向作进给运动。
(×)3、车床运转500h后,需要进行一级保养。
(√)4、切削铸铁等脆性材料时,为了减少粉末状切屑,需用切削液。
(×)5、钨钛钴类硬质合金硬度高、耐磨性好、耐高温,因此可用来加工各种材料。
(×)6、进给量是工件每回转一分钟,车刀沿进给运动方向上的相对位移。
(×)7、90度车刀(偏刀),主要用来车削工件的外圆、端面和台阶。
(√)8、精车时,刃倾角应取负值。
(×)9、一夹一顶装夹,适用于工序较多、精度较高的工件。
(×)10、中心孔钻得过深,会使中心孔磨损加快。
(×)11、软卡爪装夹是以外圆为定位基准车削工件的。
(√)12、麻花钻刃磨时,只要两条主切削刃长度相等就行。
(×)13、使用内径百分表不能直接测的工件的实际尺寸。
(√)14、车圆球是由两边向中心车削,先粗车成型后在精车,逐渐将圆球面车圆整。
(×)15、公称直径相等的内外螺纹中径的基本尺寸应相等。
(√)16、三角螺纹车刀装夹时,车刀刀尖的中心线必须与工件轴线严格保持垂直,否则回产生牙型歪斜。
(√)17、倒顺车法可以防止螺纹乱牙,适应与车削精度较高的螺纹,且不受螺距限制。
(√)18、直进法车削螺纹,刀尖较易磨损,螺纹表面粗糙度值较大。
(√)19、加工脆性材料,切削速度应减小,加工塑性材料,切削用量可相应增大。
(√)20采用弹性刀柄螺纹车刀车削螺纹,当切削力超过一定值时,车刀能自动让开,使切削保持适当的厚度,粗车时可避免"扎刀"现象。
(√)21、用径向前角较大的螺纹车刀车削螺纹时,车出的螺纹牙型两侧不是直线而是曲线。
(√)22、当工件转1转,丝杠转数是整数转时,不会产生乱。
(×)23、高速钢螺纹车刀,主要用于低速车削精度较高的梯形螺纹。
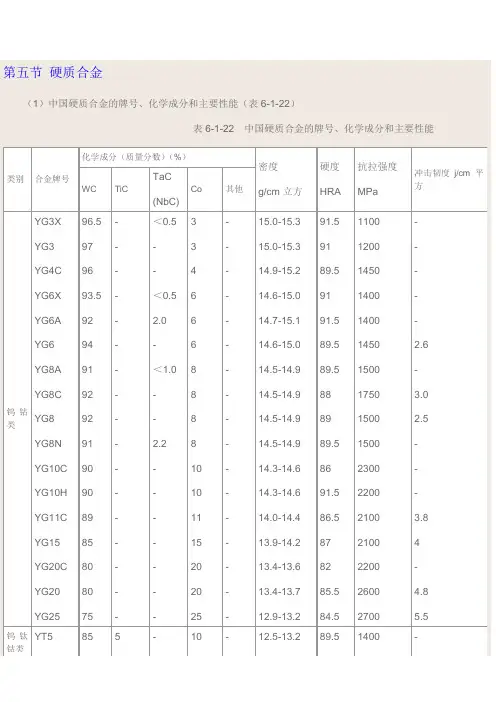
常用的硬质合金① 钨钴类硬质合金(YG)它由碳化钨和钴构成。
其硬度为89~91.5HRA,耐热性为800~900 ℃,主要用于加工铸铁、有色金属及其合金,以及非金属材料和含钛的不锈钢等工件材料。
常用的牌号有 YG3、YG6、YG8等,G后面的数字为 Co 的百分含量。
硬质合金中含钴量越多,韧性越好,适合于粗加工,含钴量少者用于精加工。
② 钨钛钴类硬质合金(YT)它是由碳化钨、碳化钛和钴构成,其硬度为89.5~92.5HRA,耐热性为900~1000 ℃。
常用的牌号有 YT5、YT14、YT15、YT30,T后面的数字为 TiC 的百分含量。
当TiC的含量较多、Co的含量较少时,硬度和耐磨性提高,但抗弯强度有所下降。
主要用于加工塑性材料,(如A3钢、20号钢、45号钢等)但它不适合加工含Ti 元素的不锈钢,因为两者的Ti元素亲和作用较强,会发生严重的粘结,使刀具磨损加剧。
③ 钨钽(铌)钴类硬质合金(YA)它是由碳化钨、碳化钽(碳化铌)和钴构成,有较高的常温硬度和耐磨性,同时能细化晶粒,也可提高高温硬度、高温强度和抗氧化能力。
常用的牌号有 YA6,适合于对冷硬铸铁、有色金属及其合金进行半精加工,也可对高锰钢、淬火钢等材料进行精加工和半精加工。
④ 钨钛钽(铌)钴类硬质合金YW)它是由碳化钨、碳化钛、钴以及加入少量碳化钽或碳化铌构成。
其抗弯强度、韧性、抗氧化能力、耐热性和高温硬度都有很大的提高。
是一种既能加工钢材,又能加工铸铁、有色金属及其合金,通用性能好的刀具材料,常用的牌号有 YW1、YW2。
⑤ 碳化钛基硬质合金(YN)它是由碳化钛、镍和钼构成。
它的硬度高( 92.5HRA),具有较高的抗氧化能力、较高的耐磨性、耐热性(1100 ℃ ~1300 ℃)和抗月牙洼磨损能力。
主要用于碳钢、合金钢、工具钢、淬火钢等连续切削的精加工,常用的牌号有YN10。
3)其它刀具材料① 陶瓷陶瓷刀具材料是以人造的化合物为原料,在高压下成形和在高温下烧结而成的,硬度为91~95HRA,耐热性高达1200 ℃以上,化学稳定性好,与金属的亲和力小,与硬质合金相比切削速度可提高 3~5倍。
WC硬质合金的属性常用的硬质合金以 WC为主要成分,根据是否加入其它碳化物而分为以下几类:1、钨钴类( WC+Co)硬质合金( YG)它由 WC和 Co组成,具有较高的抗弯强度的韧性,导热性好,但耐热性和耐磨性较差,主要用于加工铸铁和有色金属。
细晶粒的 YG类硬质合金(如 YG3X、YG6X),在含钴量相同时,其硬度耐磨性比 YG3、 YG6高,强度和韧性稍差,适用于加工硬铸铁、奥氏体不锈钢、耐热合金、硬青铜等。
2、钨钛钴类( WC+TiC+Co)硬质合金( YT)由于 TiC的硬度和熔点均比 WC高,所以和 YG相比,其硬度、耐磨性、红硬性增大,粘结温度高,抗氧化能力强,而且在高温下会生成 TiO 2,可减少粘结。
但导热性能较差,抗弯强度低,所以它适用于加工钢材等韧性材料。
3、钨钽钴类( WC+TaC+Co)硬质合金( YA)在 YG类硬质合金的基础上添加 TaC(NbC),提高了常温、高温硬度与强度、抗热冲击性和耐磨性,可用于加工铸铁和不锈钢。
4、钨钛钽钴类( WC+TiC+TaC+Co) )硬质合金 (YW)在 YT类硬质合金的基础上添加 TaC(NbC),提高了抗弯强度、冲击韧性、高温硬度、抗氧能力和耐磨性。
既可以加工钢,又可加工铸铁及有色金属。
因此常称为通用硬质合金(又称为万能硬质合金)。
目前主要用于加工耐热钢、高锰钢、不锈钢等难加工材料。
5、WC: 分子量 195.86; Tungsten carbide性质:化学式WC。
黑色六方结晶。
密度15.63g/cm3(18℃)。
熔点(2870±50)℃。
沸点6000℃。
莫氏硬度约9、不溶于水,溶于硝酸和氢氟酸的混合液和王水。
耐酸性强。
硬度高。
弹性模量大。
导电度为金属的40%。
化学性质稳定。
低于400℃时不与氯气作用。
用炭黑与钨粉加热至1400~1500℃制得。
大量用作高速切削车刀、窑炉结构材料、喷气发动机部件、金属陶瓷材料、电阻发热元件等制得。
车工考试试题(含答案)一、单项选择题1.量块除作为( C )基准进行尺寸传递外,还广泛用于鉴定和校准量具量仪。
A、尺寸B、高度C、长度D、形状2.主轴箱内的多片摩擦离合器中的摩擦片间隙过小,造成停车后摩擦片未完全( C )。
A、挂上 B、闭合 C、脱开 D、接触3.锯齿形外螺纹的小径:D3 =( C )P 。
A、D— 0.866B、D— 1.866C、D – 1.7355D、D – 1.5354.工件的六个自由度( B )被限制,使它在夹具中只有唯一正确的位置,称为完全定位。
A、部分B、全部C、没有D、一半5.梯形外螺纹的( C )用字母“D2”表示。
A、内孔B、小径C、中径D、公称直径6.加工蜗杆的刀具主要有:45°车刀、90°车刀、( B)刀、内孔车刀、麻花钻、蜗杆刀等。
A、切断B、切槽C、刨D、拉7.当加工数量较多、偏心距精度要求较高、( A )较短的工件时,可在专用偏心夹具上车削。
AA、长度B、直径C、宽度D、高度8.车螺纹时,交换齿轮齿数选用( A )、100、75。
A、63B、64C、97D、909.套筒锁紧装置需要将套筒固定在某一位置时,可顺时针转动手柄,通过圆锥销带动拉紧螺杆( C ),使下夹紧套向上移动,从而将套筒夹紧。
A、向前B、平移C、旋转D、向后10.B 162. D 163. B 164. C11.钨钛钴类硬质合金是由碳化钨、碳化钛和( D )组成。
A、钒B、铌C、钼D、钴12.根据零件的表达方案和( A ),先用较硬的铅笔轻轻画出各基准,再画出底稿。
A、比例B、效果C、方法D、步骤13.锯齿型螺纹常用于起重机和压力机械设备上,这种螺纹要求能承受较大的( D )压力。
A、冲击B、双向C、多向D、单向14.伺服驱动系统由伺服驱动电路和驱动装置组成,驱动装置主要有( C )电动机,进给系统的步进电动机或交、支流伺服电动机等。
A、异步B、三相C、主轴D、进给15.主轴箱内油泵循环供油不足,不仅使主轴轴承润滑不良,又使主轴轴承产生的( D )不能传散而造成主轴轴承温度过高。


分类与牌号
①钨钴类硬质合金
主要成分是碳化钨(WC)和粘结剂钴(Co)。
其牌号是由“YG”(“硬、钴”两字汉语拼音字首)和平均含钴量的百分数组成。
例如,YG8,表示平均WCo=8%,其余为碳化钨的钨钴类硬质合金。
②钨钛钴类硬质合金
主要成分是碳化钨、碳化钛(TiC)及钴。
其牌号由“YT”(“硬、钛”两字汉语拼音字首)和碳化钛平均含量组成。
例如,YT15,表示平均WTi=15%,其余为碳化钨和钴含量的钨钛钴类硬质合金。
③钨钛钽(铌)类硬质合金
主要成分是碳化钨、碳化钛、碳化钽(或碳化铌)及钴。
这类硬质合金又称通用硬质合金或万能硬质合金。
其牌号由“YW”(“硬”、“万”两字汉语拼音字首)加顺序号组成,如YW1。
性能特点
硬度高(86~93HRA,相当于69~81HRC);
热硬性好(可达900~1000℃,保持60HRC);
耐磨性好。
硬质合金刀具比高速钢切削速度高4~7倍,刀具寿命高5~80倍。
制造模具、量具,寿命比合金工具钢高20~150倍。
可切削50HRC左右的硬质材料。
但硬质合金脆性大,不能进行切削加工,难以制成形状复杂的整体刀具,因而常制成不同形状的刀片,采用焊接、粘接、机械夹持等方法安装在刀体或模具体上使用。
车工考试试题(含答案)一、单项选择题1.偏心轴零件图样上符号◎是( B )公差叫( )。
A、同轴度,位置B、位置,同轴度C、形状,圆度D、尺寸,同轴度2.车削曲轴刀具有45°车刀、 90°车刀、圆头刀、切槽刀、螺纹车刀、( D )等。
A、镰刀B、钻头C、手锯D、中心钻3.欠定位不能保证( D ),往往会产生废品,因此是绝对不允许的。
A、相互位置B、表面质量C、尺寸D、加工质量4.工件的六个自由度( B )被限制,使它在夹具中只有唯一正确的位置,称为完全定位。
A、部分B、全部C、没有D、一半5.采用两顶尖偏心中心孔的方法加工曲轴轴颈,关键是两端偏心中心孔的( B )保证。
A、尺寸 B、精度 C、位置 D、)距离6.当纵向机动进给接通时,开合螺母也就不能合上,( D )接通丝杠传动。
A、开机B、可以C、通电D、不会7.下列量具中,不属于游标类量具的是DA、游标深度尺B、游标高度尺C、游标齿厚尺D、外径千分尺8.A 130. B 131. A 132. D 133. C 134. A 135. C 136. D9.加工连接盘时,用千斤顶和( B )支撑,卡爪夹紧的方法。
A、量块B、等高块C、螺母D、中心架10.B 162. D 163. B 164. C11.钨钛钴类硬质合金是由碳化钨、碳化钛和( D )组成。
A、钒B、铌C、钼D、钴12.将工件圆锥套立在检验平板上,将直径为D 的小钢球放入孔内,用深度千分尺测出钢球最高点距工件( C )的距离。
A、外圆B、心C、端面D、孔壁13.加工Tr44×8的梯形外螺纹时,中径尺寸D=( A )mm。
D2=D-0.5ΡA、40B、42C、38D、4114.副偏角能减少( D )与已加工表面之间的摩擦。
A、过渡刃B、刀尖C、主刀刃D、副刀刃15.刃磨高速钢梯形螺纹精车刀后,用油石加机油研磨前、后刀面至刃口平直,刀面光洁( D )为止。
项目一常见金属材料任务五硬质合金一、单项选择题(每题3分,共60分)1.下列牌号中表示钨钴类硬质合金的是()A .YGB .YWC .YTD .YA2.粗加工HT150 工件宜选用________刀头材料。
()A .YG3B .YG6C .YG8 D.YT53.钨钴类硬质合金刀头可以用来加工________材料。
()A .有色金属B .钢材C .不锈钢D .高锰钢4.不属于钨钛钴类硬质合金主要成分的是()A .WCB .YGC .YWD .YA5.现要车45 号钢的小轴,宜采用的硬质合金是()A .YTB .铝青铜C .皱青铜D .硅青铜6.适用于钢、铸钢的中低速粗加工的是()A .YT15B .YG8C .YT5D .YG37.YT30 硬质合金刀具,牌号中30 表示________的质量分数。
()A .钛B .钴 C.碳化钨 D.碳化钛8.硬质合金的红硬性可达到()A .500℃~600℃B .600℃~800℃ C.1000℃ D.1000℃以上9.YG8 硬质合金刀具,牌号中8 表示________的质量分数。
()A .钛B .钴 C.碳化钨 D.碳化钛10.下列牌号中被称为万能硬质合金的是()A .YGB .YTC .YAD .YW11.适用于耐热钢、高锰钢等难加工材料加工的硬质合金牌号是()A .YGB .YTC .YAD .YW12. 现需加工材料为1Cr18Ni9 的小轴零件,可选用()A .YG8B .YT15C .YW2D .YT1413. 下列硬质合金中,适合低速粗加工45钢的是()A .YG3XB .YW1C .YT30D .YT514.下列有关金属材料牌号的叙述,错误的是()A .YT30表示含碳化钛量为30%的钨钛钴类硬质合金,该类刀具用于半精加工不锈钢等材料B .YG6X是钨钴类硬质合金,它由碳化钨和钴构成,含钴量为6%,其硬度、耐磨性比YG6高,强度和韧性稍差,适用于加工铸铁、奥氏体不锈钢、耐热合金及青铜等。
车工考试试题(含答案)一、单项选择题1.曲轴零件图主要采用一个基本视图--主视图、和( D )两个剖面图组成。
A、全剖视图B、旋转剖视图C、半剖视图D、局部剖2.细长轴工件图样上的键槽画法用( C )剖视表示。
A、半B、全C、移出D、剖面3.加工( D )材料或硬度较低的材料时应选择较大的前角。
A、难加工B、脆性C、铝D、塑性4.偏心夹紧装置中偏心轴的转动中心与几何中心( D )。
A、垂直B、不平行C、平行D、不重合5.矩形外螺纹的小径公式是:D1 =( B )。
A、D — PB、D – 2h1C、D + hD、D— h6.防止或减小薄壁工件变形的方法:1)( B)2)采用轴向夹紧装3)采用辅助支撑或工艺胁。
A、减小接触面积B、增大接触面积C、增大刀具尺寸D、采用专用夹具7.法向直廓蜗杆又称ZN蜗杆,这种蜗杆在法向平面内齿形为( C),而在垂直于轴线的剖内齿形为延长线渐开线,所以又称延长渐开线蜗杆。
A、垂线B、曲线C、直线D、矩形8.齿轮的径向尺寸均以( C )的轴线为标注基准。
A、外圆B、齿顶圆C、内花键D、分度圆9.连接盘零件图中表面粗糙度要求最高的是 RA 1.6( A )。
A、μmB、mmC、DmD、nm10.粗车螺距大于( B )mm的梯形螺纹时,可采用左右切削法或车直槽法。
A、5B、4C、6D、711.梯形螺纹牙形半角误差一般在( B )。
A、±40′B、±20′C、0.5°D、±5′12.用 46 块一套的量块,组合 95.552 的尺寸,其量块的选择为: 1.002 、( D )、1.5 、2 、 90 共五块。
A、1.005B、20.5C、2.005D、1.0513.钨钛钴类硬质合金是由碳化钨、碳化钛和( D )组成。
A、钒B、铌C、钼D、钴14.C 114. A 115. C 116. D 117. B 118. BA、误差B、之和C、距离D、乘积15.量块是精密量具,使用时要注意防腐蚀,防( A ),切不可撞击。
数控车工中级试题301~500基本信息:[矩阵文本题] *1. 使CNC系统复位的键是() [单选题] *A、DELETB、CANCELC、RESET(正确答案)D、START2. 对工件的( )有较大影响的是车刀的副偏角。
[单选题] *A、表面粗糙度(正确答案)B、尺寸精度C、形状精度D、位置精度3. 用水平仪检验机床导轨直线度时,若把水平仪放在导轨的右端时气泡向右偏2格;若放在左端时,气泡向左偏2格;则此导轨是( )状态。
[单选题] *A、中间凸B、中间凹(正确答案)C、不凸不凹D、扭曲4. 定位套用于外圆定位,其中长套限制( )个自由度。
[单选题] *A、6B、4(正确答案)C、3D、25. 下列不可在CAD命令输入方式中采用的是( )。
[单选题] *A、点取命令图标B、在菜单栏点取命令C、用键盘直接输入D、利用数字键输入(正确答案)6. 工件坐标系的零点一般设在( )。
[单选题] *A、机床零点B、换刀点C、工件的端面(正确答案)D、卡盘根部7. AutoCAD中在( )菜单栏设置点样式。
[单选题] *A、格式(正确答案)B、修改C、绘图D、编程8. 数控机床Z坐标轴规定为( )。
[单选题] *A、平行于主切削力的方向B、工件装夹面方向C、各主轴任选一个D、传递主切削动力的主轴轴线方向(正确答案)9. 经常停置不用的机床,过了梅雨天后,一开机易发生故障,主要是由于( )作用导致器件损坏。
[单选题] *A、物理B、光合C、化学(正确答案)D、生物10. 职业道德不体现( )。
[单选题] *A、从业者对所从事职业的态度B、从业者的工资收入(正确答案)C、从业者的价值观D、从业者的道德观11. 手工建立新的程序时必须最先输入的是()。
[单选题] *A、程序段号B、刀具号C、程序名(正确答案)D、G代码12. 钻孔时精度可达到()级。
[单选题] *A、IT4~IT1B、IT6C、IT13~IT11(正确答案)D、IT513. 精加工齿轮类的盘形零件时应以()作为基准。