切割车间设备介绍与技术参数142页PPT
- 格式:ppt
- 大小:10.79 MB
- 文档页数:142
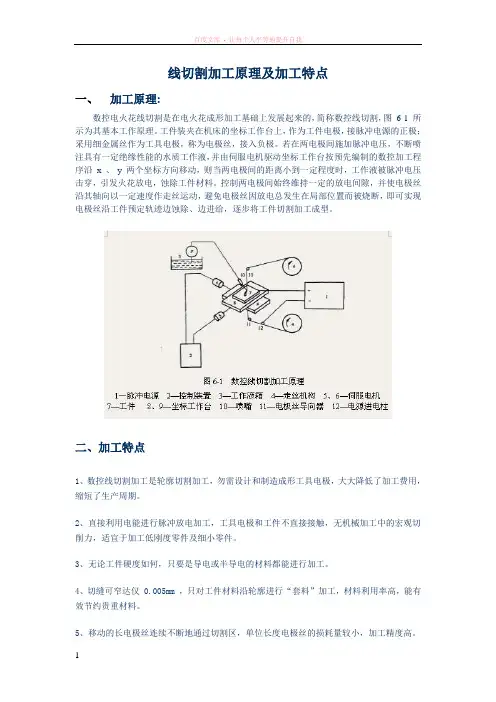
线切割加工原理及加工特点一、加工原理:数控电火花线切割是在电火花成形加工基础上发展起来的,简称数控线切割,图6-1 所示为其基本工作原理。
工件装夹在机床的坐标工作台上,作为工件电极,接脉冲电源的正极;采用细金属丝作为工具电极,称为电极丝,接入负极。
若在两电极间施加脉冲电压,不断喷注具有一定绝缘性能的水质工作液,并由伺服电机驱动坐标工作台按预先编制的数控加工程序沿x 、y 两个坐标方向移动,则当两电极间的距离小到一定程度时,工作液被脉冲电压击穿,引发火花放电,蚀除工件材料。
控制两电极间始终维持一定的放电间隙,并使电极丝沿其轴向以一定速度作走丝运动,避免电极丝因放电总发生在局部位置而被烧断,即可实现电极丝沿工件预定轨迹边蚀除、边进给,逐步将工件切割加工成型。
二、加工特点1、数控线切割加工是轮廓切割加工,勿需设计和制造成形工具电极,大大降低了加工费用,缩短了生产周期。
2、直接利用电能进行脉冲放电加工,工具电极和工件不直接接触,无机械加工中的宏观切削力,适宜于加工低刚度零件及细小零件。
3、无论工件硬度如何,只要是导电或半导电的材料都能进行加工。
4、切缝可窄达仅 0.005mm ,只对工件材料沿轮廓进行“套料”加工,材料利用率高,能有效节约贵重材料。
5、移动的长电极丝连续不断地通过切割区,单位长度电极丝的损耗量较小,加工精度高。
6、一般采用水基工作液,可避免发生火灾,安全可靠,可实现昼夜无人值守连续加工。
7、通常用于加工零件上的直壁曲面,通过 X-Y-U-V 四轴联动控制,也可进行锥度切割和加工上下截面异形体、形状扭曲的曲面体和球形体等零件。
8、不能加工盲孔及纵向阶梯表面。
线切割机床的分类线切割机床一般按照电极丝运动速度分为快走丝线切割机床和慢走丝线切割机床,快走丝线切割机床业已成为我国特有的线切割机床品种和加工模式,应用广泛;慢走丝线切割机床是国外生产和使用的主流机种,属于精密加工设备,代表着线切割机床的发展方向。

设备技术要求
数控火焰(等离子)切割机
技术要求
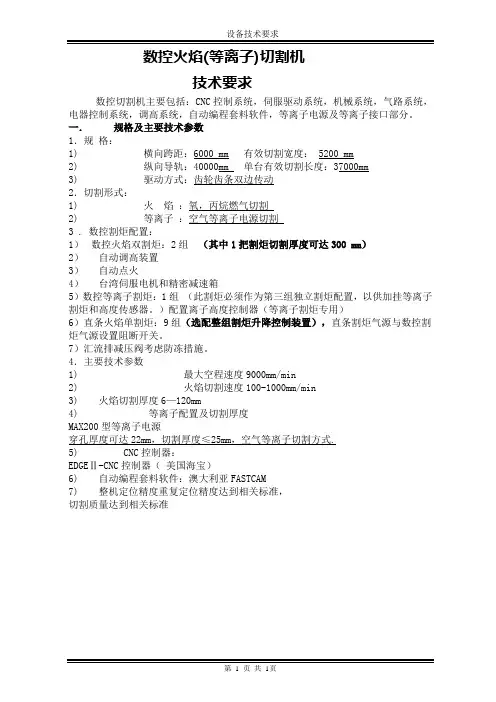
数控切割机主要包括:CNC控制系统,伺服驱动系统,机械系统,气路系统,电器控制系统,调高系统,自动编程套料软件,等离子电源及等离子接口部分。
一.规格及主要技术参数
1.规格:
1) 横向跨距:6000 mm 有效切割宽度: 5200 mm
2) 纵向导轨:40000mm 单台有效切割长度:37000mm
3) 驱动方式:齿轮齿条双边传动
2.切割形式:
1) 火焰:氧,丙烷燃气切割
2) 等离子:空气等离子电源切割
3 . 数控割炬配置:
1)数控火焰双割炬:2组(其中1把割炬切割厚度可达300 mm)
2)自动调高装置
3)自动点火
4)台湾伺服电机和精密减速箱
5)数控等离子割炬:1组(此割炬必须作为第三组独立割炬配置,以供加挂等离子割炬和高度传感器。
)配置离子高度控制器(等离子割炬专用)
6)直条火焰单割炬:9组(选配整组割炬升降控制装置),直条割炬气源与数控割炬气源设置阻断开关。
7)汇流排减压阀考虑防冻措施。
4.主要技术参数
1) 最大空程速度9000mm/min
2) 火焰切割速度100-1000mm/min
3)火焰切割厚度6—120mm
4) 等离子配置及切割厚度
MAX200型等离子电源
穿孔厚度可达22mm,切割厚度≤25mm,空气等离子切割方式.
5) CNC控制器:
EDGEⅡ-CNC控制器(美国海宝)
6) 自动编程套料软件:澳大利亚FASTCAM
7) 整机定位精度重复定位精度达到相关标准,
切割质量达到相关标准
第 1 页共1页。


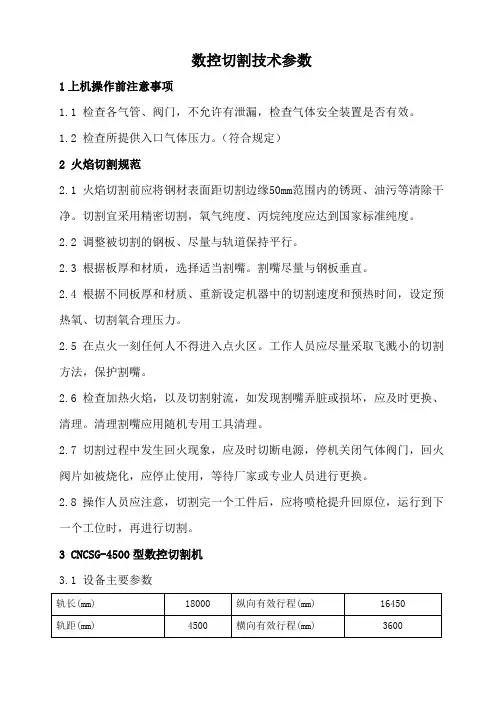
数控切割技术参数1上机操作前注意事项1.1 检查各气管、阀门,不允许有泄漏,检查气体安全装置是否有效。
1.2 检查所提供入口气体压力。
(符合规定)2 火焰切割规范2.1 火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等清除干净。
切割宜采用精密切割,氧气纯度、丙烷纯度应达到国家标准纯度。
2.2 调整被切割的钢板、尽量与轨道保持平行。
2.3 根据板厚和材质,选择适当割嘴。
割嘴尽量与钢板垂直。
2.4 根据不同板厚和材质、重新设定机器中的切割速度和预热时间,设定预热氧、切割氧合理压力。
2.5 在点火一刻任何人不得进入点火区。
工作人员应尽量采取飞溅小的切割方法,保护割嘴。
2.6 检查加热火焰,以及切割射流,如发现割嘴弄脏或损坏,应及时更换、清理。
清理割嘴应用随机专用工具清理。
2.7 切割过程中发生回火现象,应及时切断电源,停机关闭气体阀门,回火阀片如被烧化,应停止使用,等待厂家或专业人员进行更换。
2.8 操作人员应注意,切割完一个工件后,应将喷枪提升回原位,运行到下一个工位时,再进行切割。
3 CNCSG-4500型数控切割机3.1 设备主要参数3.2 CNCSG-4500型数控切割机氧、燃气(乙炔、丙烷)切割工艺参数3.3 工作压力设备的工作压力调整。
在机器上均有切割氧、预热氧、燃气三种调压阀,通过这些阀可方便地控制氧和燃气必要的工件压力,可以从切割表中查得所需要的值。
调整各减压阀必须打开割炬上相应的手控阀来调整所需的工作压力。
使用不合理的工作压力将会造成切割效率低或切割表面不佳等缺陷。
3.4 设定切割速度和燃气压力切割表中所规定的切割速度,燃气耗量,压力等值均是平均值,该机器可能高于或低于这些平均值来操作,操作人员应根据这些特性及时掌握好切割速度,压力的参数,铁锈灰尘及氧化层会使切割氧降低,同样地火焰调节不正确使得切割速度和质量发生偏差。
3.5 调节加热焰打开加热氧阀和燃气阀,点燃喷出的混合气体,调整好合适的加热焰。
数控切割技术参数1上机操作前注意事项1.1 检查各气管、阀门,不允许有泄漏,检查气体安全装置是否有效。
1.2 检查所提供入口气体压力。
(符合规定)2 火焰切割规范2.1 火焰切割前应将钢材表面距切割边缘50mm范围内的锈斑、油污等清除干净。
切割宜采用精密切割,氧气纯度、丙烷纯度应达到国家标准纯度。
2.2 调整被切割的钢板、尽量与轨道保持平行。
2.3 根据板厚和材质,选择适当割嘴。
割嘴尽量与钢板垂直。
2.4 根据不同板厚和材质、重新设定机器中的切割速度和预热时间,设定预热氧、切割氧合理压力。
2.5 在点火一刻任何人不得进入点火区。
工作人员应尽量采取飞溅小的切割方法,保护割嘴。
2.6 检查加热火焰,以及切割射流,如发现割嘴弄脏或损坏,应及时更换、清理。
清理割嘴应用随机专用工具清理。
2.7 切割过程中发生回火现象,应及时切断电源,停机关闭气体阀门,回火阀片如被烧化,应停止使用,等待厂家或专业人员进行更换。
2.8 操作人员应注意,切割完一个工件后,应将喷枪提升回原位,运行到下一个工位时,再进行切割。
3 CNCSG-4500型数控切割机3.1 设备主要参数3.2 CNCSG-4500型数控切割机氧、燃气(乙炔、丙烷)切割工艺参数3.3 工作压力设备的工作压力调整。
在机器上均有切割氧、预热氧、燃气三种调压阀,通过这些阀可方便地控制氧和燃气必要的工件压力,可以从切割表中查得所需要的值。
调整各减压阀必须打开割炬上相应的手控阀来调整所需的工作压力。
使用不合理的工作压力将会造成切割效率低或切割表面不佳等缺陷。
3.4 设定切割速度和燃气压力切割表中所规定的切割速度,燃气耗量,压力等值均是平均值,该机器可能高于或低于这些平均值来操作,操作人员应根据这些特性及时掌握好切割速度,压力的参数,铁锈灰尘及氧化层会使切割氧降低,同样地火焰调节不正确使得切割速度和质量发生偏差。
3.5 调节加热焰打开加热氧阀和燃气阀,点燃喷出的混合气体,调整好合适的加热焰。