凹形块制作
- 格式:doc
- 大小:47.00 KB
- 文档页数:4

凹凸模加工工艺流程一、模具设计。
这是凹凸模加工的第一步,就像是给它们画蓝图一样。
设计师得先好好琢磨,这个模具要用来做啥,要做成啥样的形状,尺寸得精确到头发丝儿那么细呢。
比如说,要是做个小零件的模具,就得考虑这个零件的各种细节,像是有没有特殊的弧度啦,有没有一些小小的凸起或者凹陷啦。
设计师得跟使用这个模具的人好好沟通,知道人家的需求到底是啥。
有时候,设计师还得有点创意,在满足功能的前提下,让模具的结构更合理,更方便加工。
这一步就像是给凹凸模定个大方向,要是方向错了,后面可就全乱套喽。
二、材料选择。
三、毛坯制备。
有了材料,就得把它变成毛坯。
这就像把一块布料剪成大致的形状,准备做衣服一样。
对于凹凸模来说,毛坯的尺寸要比最终的模具尺寸大一点,留一些加工的余量。
这就好比剪衣服的时候多留一点边,后面还能修剪。
毛坯制备的方法也有很多种,可以是锻造,也可以是铸造。
锻造的毛坯呢,内部组织比较紧密,质量比较好,就像经过锻炼的肌肉一样结实。
铸造的话,成本可能会低一点,但是质量就得好好把控了。
这一步要是没做好,后面加工的时候就会很麻烦,就像衣服的料子没选好,怎么缝都不好看。
四、粗加工。
粗加工就是大刀阔斧地把毛坯加工成接近最终形状的样子。
这时候就像拿着大斧头在砍树,把那些多余的部分先去掉。
加工的设备有铣床、车床这些。
铣床就像一个大力士,能把平面铣得平平的,车床呢,就像一个旋转的舞者,能把那些圆形的部分加工得很圆润。
不过粗加工的时候也不能太莽撞,得按照之前设计好的尺寸来,不然一不小心就把该留的部分也切掉了,那就糟糕了。
这一步就像是给凹凸模做个初步的塑形,虽然还不是很精致,但是已经有个大概的模样了。
五、精加工。
精加工就是要把粗加工后的凹凸模变得更精致。
这时候就得用一些更精密的设备和工艺了。
比如说电火花加工,它就像一个神奇的魔法棒,能在模具上打出那些很细小、很复杂的形状。
还有磨床,就像一个细心的工匠,把模具的表面磨得光光滑滑的,就像给凹凸模做了个美容一样。
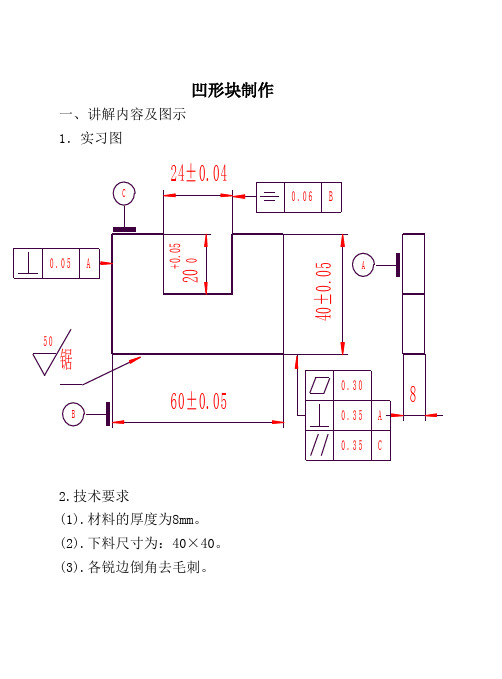
凹形块制作2.技术要求(1).材料的厚度为8mm。
(2).下料尺寸为:40×40。
(3).各锐边倒角去毛刺。
二、示范及操作步骤1.备料(1)锉削外形垂直基准面,达到垂直度要求及平面度和表面粗糙度要求。
2.划线。
(1)以基准面划出40和20尺寸线,(2)以垂直面60划出24加工线,达到线条清晰。
(3)划线前应检查外形是否符合垂直度要求。
3.加工件凹件(1)将基准面和垂直面,精锉加工达到要求。
(2)以外形基准面为准.,锉削加工凹槽部分20+0.05尺寸,(3)以外形垂直面为准.,锉削加工凹形部分24±0.04尺寸,(4)精锉加工尺寸24±0.04与24±0.04尺寸, 达到尺寸要求,及对称中心线要求。
(5)为了保证对称度要求。
24±0.04两侧面尺寸锉削精度应尽量一致,保证垂直度的要求。
平行度的要求。
三、巡回指导及注意事项(1)应注意检查划线是否准确。
(2)应注意划线要清晰,尺寸要检查要精确外形要垂直。
(3)锉削时应注意随时检查尺寸要求。
(4)加工锉削各配合面应注意与大平面垂直。
(5)修整工件时要从工件的整体情况进行认真分析,找出原因,加以正确地修整。
(6)各配合面的内直角部分要注意认真清角,(7)认真观察及指导操作方法及步骤是否正确,要按步骤进行加工,发现问题及时纠正。
四:工件的测量及结束指导2.结束指导(1):实习态度问题。
(2):工具的摆放要求,部分不能做好。
(3):尺寸精度控制不准。
(4):锉削平整度不符合要求。
(5):各配合面与大平面的垂直度控制不好。
榫卯结构发展历史榫卯,木构件上采用的凹凸连接方式,是约7000年前的中国古代的一项重大发明。
凸的部分叫做榫,凹的部分叫做卯,榫头插入卯眼中,两块木头就会紧紧地连为一体,使独立的、松散的构件结合成具有各种载荷能力的结构体。
榫卯的用途广泛,它不仅是中国古典建筑和家具的灵魂,还被应用于造船、造桥等其他行业。
我国古代工匠在榫卯结构上造诣非凡,能够制作出种类繁多、精巧无比的榫卯来,构件之间,不用一根金属钉,就可以做到间不容发、天衣无縫,体现了古人的设计匠心与造物智慧。
除了精美、实用等优点外,榫卯结构还蕴含着中国古人的阴阳互补、虚实相生的哲学思想,凝结了中国几千年的传统文化精粹。
中国的榫卯结构起源于新石器时代。
距今约7000年前,生活在今天浙江余姚地区的一支原始部落——河姆渡人建造的干栏式建筑,已经使用榫卯技术。
河姆渡文化遗址出土的木构件大到柱、梁、枋、板,小至栏杆的木楞,都无一例外地采用了这种先进的密合连接方式,正因如此,榫卯被称为早于汉字历史的民族符号。
榫卯的发明1973年,在河姆渡遗址,人们发现了大量榫卯结构的木质构件,这是我国迄今为止发现的最早的榫卯。
这一时期金属工具尚未出现,使用石器加工木料并非易事,因此榫卯大多比较粗糙,只在原木上稍作修整。
但以当时原始生产水平而言,榫卯技术已经达到相当高的水平,多种明清时期常用的柱头柱脚榫、燕尾榫、企口榫等榫卯在当时已经出现雏形。
这些榫卯结构主要应用在河姆渡干栏式房屋的建造上。
从巢居到干栏式建筑巢居建筑诞生于原始社会,当时的远古人类受到自然界鸟类搭建窝巢的方法的启发,开始探索在树木上建造居所的方式。
他们起初是在单株大树的主枝分杈处,寻找合适的空间,利用树枝、茎叶等搭建窝巢,但是一棵树的空间有限,难以满足复杂的生活需求,后来人们学会了在相邻的两棵树上搭建房屋,而后,在相邻的四棵树上,先横向架设原木,并铺设树枝、茎叶,形成居住面,居住面上端也以枝干相交搭成棚架,再铺盖上茅草,构筑成简单的房屋。
冷僻操作:如何用AXURE8.0制作一个凹型三种方法,复习一些冷僻的操作方式。
凹型绘制方法一:边框可见性(冷僻度:2/5)步骤一:拖入两个矩形步骤二:将小矩形叠到大矩形的上方,保持上边重叠步骤三:选中小矩形,在样式(style)中编辑边框,选择上边框不透明步骤四:选中两个矩形,ctrl+G(command+G)组合图形,大功告成点评一下:这个方法的优势是制作便捷,巧用了边框的可见性属性,用基础知识就能满足。
劣势是“凹”处并不是空的,需要将小矩形的填充色改为空。
凹型绘制方法二:Transform Shape方法(冷僻度:4/5)步骤一:还是先拖两个矩形。
对,我图片没换步骤二:把小矩形叠放在大矩形上方。
这次上面凸出多少都无所谓。
步骤三:选中两个矩形,右键,Transform Shape,Subtract,大功告成点评一下:这个方法的另外一个变种是画三个矩形,然后用Transform Shape, Unite就可以了。
这个操作有点像AI里面的基础操作,熟悉这个操作的同学再上手AI学习会更容易理解一些。
当然,你还可以在当中扣个矩形什么的比较方便。
当然,你可能要问这个方法和上面第一种方法的区别。
请看下图就一目了然了:凹型制作方法三:自定义形状(冷僻度:5/5)步骤一:拖一个矩形步骤二:选择形状,改为自定义形状步骤三:增加锚点,拖,增加锚点,拖,增加锚点,拖……大功告成点评一下:这个方法操作步骤特别多,如果你特别空闲(如我)可以考虑使用这种方式。
其最终结果和方法二是一样的。
当然,聪明的你一定又会问方法三和方法二的区别了。
请看下图:写在最后对,这是一篇没有办法增加你职场竞争力的内容。
但挺好玩的,不是吗?。
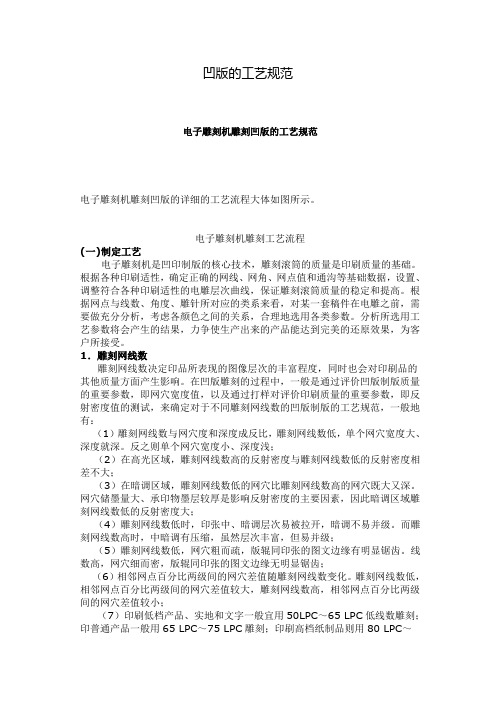
凹版的工艺规范电子雕刻机雕刻凹版的工艺规范电子雕刻机雕刻凹版的详细的工艺流程大体如图所示。
电子雕刻机雕刻工艺流程(一)制定工艺电子雕刻机是凹印制版的核心技术,雕刻滚筒的质量是印刷质量的基础。
根据各种印刷适性,确定正确的网线、网角、网点值和通沟等基础数据,设置、调整符合各种印刷适性的电雕层次曲线,保证雕刻滚筒质量的稳定和提高。
根据网点与线数、角度、雕针所对应的类系来看,对某一套稿件在电雕之前,需要做充分分析,考虑各颜色之间的关系,合理地选用各类参数。
分析所选用工艺参数将会产生的结果,力争使生产出来的产品能达到完美的还原效果,为客户所接受。
1.雕刻网线数雕刻网线数决定印品所表现的图像层次的丰富程度,同时也会对印刷品的其他质量方面产生影响。
在凹版雕刻的过程中,一般是通过评价凹版制版质量的重要参数,即网穴宽度值,以及通过打样对评价印刷质量的重要参数,即反射密度值的测试,来确定对于不同雕刻网线数的凹版制版的工艺规范,一般地有:(1)雕刻网线数与网穴度和深度成反比,雕刻网线数低,单个网穴宽度大、深度就深。
反之则单个网穴宽度小、深度浅;(2)在高光区域,雕刻网线数高的反射密度与雕刻网线数低的反射密度相差不大;(3)在暗调区域,雕刻网线数低的网穴比雕刻网线数高的网穴既大又深。
网穴储墨量大、承印物墨层较厚是影响反射密度的主要因素,因此暗调区域雕刻网线数低的反射密度大;(4)雕刻网线数低时,印张中、暗调层次易被拉开,暗调不易并级。
而雕刻网线数高时,中暗调有压缩,虽然层次丰富,但易并级;(5)雕刻网线数低,网穴粗而疏,版辊同印张的图文边缘有明显锯齿。
线数高,网穴细而密,版辊同印张的图文边缘无明显锯齿;(6)相邻网点百分比两级间的网穴差值随雕刻网线数变化。
雕刻网线数低,相邻网点百分比两级间的网穴差值较大,雕刻网线数高,相邻网点百分比两级间的网穴差值较小;(7)印刷低档产品、实地和文字一般宜用50LPC~65 LPC低线数雕刻;印普通产品一般用65 LPC~75 LPC雕刻;印刷高档纸制品则用80 LPC~120 LPC雕刻为佳。

凹凸模加工工艺流程一、模具设计。
这是凹凸模加工的第一步啦。
就好像是给一个房子画设计图一样重要。
设计师得根据要生产的产品的形状、尺寸还有精度要求等,来设计凹凸模的样子。
比如说要做一个小玩偶的模具,那就要精确到小玩偶的耳朵有多弯,肚子有多鼓。
这个过程中,设计师要超级细心,要是有一点点偏差,那后面做出来的凹凸模可就不好用啦。
设计师们也会用到好多专业的软件,像CAD之类的,在电脑上把凹凸模的样子画得漂漂亮亮的,就像在给它们画自画像一样。
二、材料准备。
有了设计图,就得找合适的材料来做凹凸模啦。
材料的选择就像给小宝贝挑衣服,得根据很多因素来选呢。
一般会选硬度比较高、耐磨性好的材料,像一些特殊的钢材。
要是做的是一些比较小的、精度要求特别高的凹凸模,可能还得选更高级的材料。
选好材料之后,还要把材料切割成合适的大小和形状,这就好比把一块大布料剪成做衣服需要的小块一样。
三、粗加工。
粗加工就像是给凹凸模打个大致的框架。
这时候就用到一些大型的加工设备啦,像铣床、车床之类的。
这些设备就像大力士一样,把材料按照设计图的样子,快速地去掉多余的部分。
不过粗加工的时候不用特别精细,就像画素描的时候先打个草稿一样,大概的形状出来就好啦。
但是也不能太马虎哦,要是把不该去掉的部分去掉了,那就麻烦啦。
四、精加工。
精加工就是让凹凸模变得精致起来的过程。
这个时候就像给小宝贝化妆一样,得小心翼翼的。
会用到一些更精密的设备,像磨床之类的。
精加工要把粗加工留下来的那些不平整的地方都变得光滑平整,尺寸也要精确到毫米甚至更小的单位。
每一个小细节都不能放过,就像给小玩偶的眼睛画得特别有神一样,让凹凸模的每一个部分都达到设计的要求。
五、热处理。
热处理就像是给凹凸模做个SPA,让它变得更加强壮。
通过加热、冷却等一系列的过程,改变材料的内部结构,让凹凸模的硬度、韧性等性能变得更好。
这个过程就像魔法一样,经过热处理之后,凹凸模就像被赋予了超能力,在使用的时候更加耐用,不容易损坏。
ps制作凹陷教程_ps怎么给木板制作凹陷效果
想要给模板做一个内雕刻的效果,就是一个木板凹下去的效果,该怎么制作呢?下面由店铺为大家整理的ps制作凹陷教程,希望大家喜欢!
ps制作凹陷教程
1、比如,一块木板上制作一块凹陷的效果;打开PS软件,并把原图拖到操作界面上。
2、把图层复制一份,为图层0副本;原图层关闭眼睛;
3、选取选框工具,在木板上框出自己想要的凹陷下去的大小;
4、CTRL+J 复制选区并粘贴到新图层;
5、在图层面板下方的添加图层样式图标上点下,弹出的菜单中点:混合选项
6、弹出混合选项对话框,勾选并点下:内阴影
7、右侧弹出设置内阴影的相关内容,按实际需要来设置;比如,设置阴影的角度,阴影的大小等等
8、然后,再勾选并点下:内发光,同样,右边弹出相关的内容;
9、设置好后,点击确定;木板上即显示显出凹陷效果。
制作凹形样板工艺步骤
1、检查毛坯尺寸(垂直度如不准,迅速调整)。
2′
2、划线、复检、敲样冲。
3、用¢3mm的小钻头高速定心(两孔),手握工件。
5′
4、用¢8.5mm的钻头钻废料孔。
5、用¢9.8mm的钻头钻铰孔前的预孔。
6、用大钻头正反面倒角,两孔口倒角深度要一致,方法:看刻度盘。
5′
7、用¢10mm的铰刀加机油手动或机动铰孔。
2′
8、用锯弓锯去两直角边的废料(贴线锯割)两垂直边要相交时,锯条拉直锯割,防止破坏另一表面,用细锯条锯去下表面废料。
5′9、用大板锉粗锉外形50×50mm控制中差50-0.0.2mm和20mm的两平行边间接控制两15mm尺寸平行且相等。
40′10、用锉刀按线快速锉削底平面,用断锯条测量直线度,并间接控制尺寸30-0.02mm尺寸。
10′11、加工两个135°的小斜边,用万能角度尺或角度样板测量角度,直至加工合格。
10′
12、用小锉刀去除各锐边毛刺。
2′
13、用量具按照评分表检查各个尺寸,确认无误送交工件。
5′。
PS土豆图片怎么制作3D凹凸图形?
PS土豆图片怎么制作3D凹凸图形?ps中想要制作一个3D凹凸图形效果,该怎么制作这个效果呢?下面我们就来看看详细的教程,需要的朋友可以参考下
PS2019版本中可以进行设置3D凹凸图形的,导入的土豆图片想要制作3D凹凸图形效果,该怎么制作呢?下面我们就来看看详细的教程。
1、打开PS软件,打开一张图片
2、此时点击菜单栏“滤镜”按钮
3、弹出的窗口中点击“3D”-->“生成凹凸图”
4、在生成凹凸图形窗口点击左下角“对象”进行设置形状,
5、在右侧设置模糊,细节、对比等,设置完成之后点击“确定”
6、然后图片就变成灰蒙蒙的,在右侧的3D图层中选择模型,点击“创建”
7、此时3D的图形出来了,部分只需要进行设置即可
以上就是PS土豆图片制作3D凹凸图形,希望大家喜欢,。
先检查确定A、B、C面的相互垂直。
A面为平面划线基准面。
(同时划两面线作为参考)1、以B面为基准划出:18、28、38mm;2、以C面为基准划出:13、36、45mm;3、重新以B面为基准,划出23(大);24.6(小);31.4(小);33(大),此四点为圆的周边线,划线稍短;4、重新以C面为基准,划出8(大);18(大);41.6(小);48.4(小);此四点为圆的周边线,划线稍短;5、打各个圆的圆心定位点,同时也要打十字线上的四个位置的点,主要用来观察钻孔全过程;6、钻孔Ø10mm和Ø6.8mm;7、内孔倒角;注意A面Ø10mm的孔倒角,Ø6.8的孔是两面倒角;8、用手工攻牙:M8的牙,要注意牙与A面要垂直;9、锯两边18mm,注意留线中间20和36的位置;10、粗锉,要保证垂直,尺寸36.5,17.5,21,36.5mm;11、锯1.5×1.5×45°两边;12、精锉:以C面为基准,锉两边36±00.08mm,要注意平行,同时与A面垂直;13、精锉:以B面为基准,锉18±0.08mm,要用36的位置看垂直;14、精锉:20±0.08mm,要用36的位置看垂直;15、锉各处的毛刺,并加机油,保护工件,在反面打学号。
先检查确定A、B、C面的相互垂直。
A面为平面划线基准面。
(同时划两面线作为参考)1、以B面为基准划出:15、30、43、46mm;2、以C面为基准划出:10、13、25、45mm;3、重新以B面为基准,划出10(大)、11.6(小)、18.4(小)、20(大)、38(大)、48(大)mm此六点为圆的周边线,划线稍短;4、重新以C面为基准,划出8(大)、18(大)、41.6(小)、48.4(小),此四点为圆的周边线,划线稍短;5、打各个圆的圆心定位点,同时要打圆十字线四个位置的点,主要用来观察钻孔全过程;6、钻孔,钻孔优先钻Ø3mm,再钻Ø6.8mm和2-Ø10mm;7、内孔倒角:注意A面2-Ø10mm的孔倒角,Ø 6.8mm7的孔是两面倒角;8、用手工攻牙:M8的牙,要注意牙与A面要垂直;9、锯:30mm,25mm位置,注意要留线;10、粗糙:要保证垂直,25.5mm,30.5mm;11、精锉:以C面为基准,锉25±0.08mm,要注意平行,同时要以A面垂直;12、精锉:以B面为基准,锉30±0.08mm,要用25的位置看垂直;13、划135°±1°斜角线,锯斜角,注意留线;14、锉135°±1°斜角,用样板规或万能量角器测量;15、锉各处毛刺,并加上机油,保护工件,在反面打上学号。
凹形块制作
2.技术要求
(1).材料的厚度为8mm。
(2).下料尺寸为:40×40。
(3).各锐边倒角去毛刺。
二、示范及操作步骤
1.备料
(1)锉削外形垂直基准面,达到垂直度要求及平面度和表面粗糙度要求。
2.划线。
(1)以基准面划出40和20尺寸线,
(2)以垂直面60划出24加工线,达到线条清晰。
(3)划线前应检查外形是否符合垂直度要求。
3.加工件凹件
(1)将基准面和垂直面,精锉加工达到要求。
(2)以外形基准面为准.,锉削加工凹槽部分20+0.05尺寸,
(3)以外形垂直面为准.,锉削加工凹形部分24±0.04尺寸,
(4)精锉加工尺寸24±0.04与24±0.04尺寸, 达到尺寸要求,及对称中心线要求。
(5)为了保证对称度要求。
24±0.04两侧面尺寸锉削精度应尽量一致,保证垂直度的要求。
平行度的要求。
三、巡回指导及注意事项
(1)应注意检查划线是否准确。
(2)应注意划线要清晰,尺寸要检查要精确外形要垂直。
(3)锉削时应注意随时检查尺寸要求。
(4)加工锉削各配合面应注意与大平面垂直。
(5)修整工件时要从工件的整体情况进行认真分析,找出原因,加以正确地修整。
(6)各配合面的内直角部分要注意认真清角,
(7)认真观察及指导操作方法及步骤是否正确,要按步骤进行加工,发现问题及时纠正。
四:工件的测量及结束指导
2.结束指导
(1):实习态度问题。
(2):工具的摆放要求,部分不能做好。
(3):尺寸精度控制不准。
(4):锉削平整度不符合要求。
(5):各配合面与大平面的垂直度控制不好。