PLC在液压盘式制动器总成检测系统中的应用
- 格式:doc
- 大小:156.00 KB
- 文档页数:4

基于 PLC 控制的双作用液压系统的自动化改进设计应用摘要:铁路机车检修过程中,尤其在拆装过程中,用到液压系统的专用设备很多,其中,轮对轴箱轴承拆装机即是铁路机车不可或缺的轴箱轴承的拆卸及安装的专用液压式工艺设备。
本文主要对液压设备进行了概述,并对其原理进行了简要的介绍。
进而对专用技术设备的智能升级进行了详细的论述与分析,中心内容是对基于现代的先进智能技术,将轴箱轴承压装机升级成自动控制型的专用工艺设备的相关原理及过程的论述。
关键词:自动控制;液压设备;应用1.概述在铁路机车检修过程中,运用了很多液压形式的专用设备,轮对轴箱轴承拆装机就是一用于铁路机车轴箱轴承的拆卸及安装的专用液压式工艺设备,本文就是应用现代的先进自动化控制技术将轴箱轴承拆装机升级成自动控制型的专用工艺设备。
“近年来,液压传动得到了广泛应用,以往的压装机均加装了液压系统,但采用继电控制的液压系统在应用过程中有许多不足之处。
”[1]考虑到这种情况,在液压系统控制中,引入自动化控制系统,既可以有效地提高轮对轴箱轴承拆装机的使用性能,也可有效提升安全性能。
本设备即是由液压站及中空油缸、移动小车、轴承专用拆卸工装和拉杆套筒式轴承压装专用工装等部件组成,能方便轻松地实现轴承压装和拆卸。
经过自动化控制系统改造,技术得到升级,相关设备的操作变得更加简单、便捷、安全、可靠,在压力控制方面也比以往更加精确,与此同时,还具备了压装数据的自动记录,可追溯性增强,压装的准确性和压装效率得到提高。
设备使用与操作信息,可实现联网管理及远程监控等各类智能功能。
1.液压设备机械原理(一)液压装置常见的液压系统主要由:“动力元件(液压泵)、执行元件(液压缸或液压马达)、控制元件(压力阀、流量阀、方向阀等)及辅助(油管、油箱、过滤器及压力表等)组成”[2]老式的液压系统的控制依靠接触器、开关等继电器的控制,遵循于特定的逻辑关系控制相关的液压系统,具有纯硬件控制、体积庞大、可靠性差、安装难度大、不利于维护工作的开展、结构较为复杂、逻辑关系一旦确定很难更改、设计时间长、施工周期长等特征,已经无法满足现有人员使用需求。

PLC在液压站控制系统中的应用可编程控制器是继电器控制和计算机控制出上开发的产品,逐渐发展成以微器处理为核心把计算机技术、自动化技术、通信技术融為一体的新型工业自动控制装置。
文章应用西门子公司生产的可编程控制器S7_300系列PLC,实现液压站自动操作控制系统,而且可以实现液压站群的集体控制。
该系统充分利用了可编程控制器(PLC)控制功能。
使该系统可靠稳定,时期功能范围得到广泛应用。
标签:可编程控制器;控制系统;液压站引言液压站又称液压泵站,是独立的液压动力源装置,它按驱动装置要求供油,并控制油流的方向、压力和流量,它适用于主机与液压装置可分离的各种液压机械下。
用户只要将液压站与主机上的执行机构(油马达和油缸)通过液压油管相连,液压机械即可实现各种规定的动作、工作。
这个工作过程有温度、压力、液位、等参数的监视及控制;还有电机马达的控制。
如果用传统的继电控制很难达到很高的工作效率。
当需要多个液压站配合工作时,其控制量是很大的。
因而引入PLC可以使得控制简单化、智能化。
1 液压站原理液压站的工作原理如下:电机带动油泵运转,泵从油箱中吸油后打油,将机械能转化为液压油的压力势能,通过集成块(或阀组合)被液压阀实现了将液压油的方向、压力、流量调节后经外接管路传输到液压机械的油缸或油马达中,从而控制了液动力机械方向的变换、力量的大小及运行速度的快慢,推动各种液压机械做功。
原理如图1。
2目前广泛使用的的控制方法继电器控制,PLC控制,单片机控制,其中PLC检测控制系统应用最为广泛。
其具有以下特点:2.1 可靠性PLC不需要大量的活动元件和连线电子元件。
它将控制逻辑由传统的继电器硬件运算变为软件运算,使得它的连线大大减少。
PLC经过多年的不断发展,具有工业针对性,有很高的抗干扰能力。
在各大PLC厂家的不断更新发展下,PLC 各模块可靠性已经有很大提高。
与此同时,系统的维修简单,维修时间短。
PLC 进行了一系列可靠性设计,例如:冗余的设计(包括硬件冗余技术和软件冗余技术),断电保护功能(电容电源和UPS的应用使得断电时有充分的处理时间),故障诊断和信息保护及恢复。

PLC在液压控制系统中的应用PLC(Programmable Logic Controller,可编程逻辑控制器)是一种专门用于工业自动化控制的数字计算机。
它以其高可靠性、强大的功能和灵活性,在各个领域得到了广泛应用。
在液压控制系统中,PLC的应用也越来越重要。
本文将重点探讨PLC在液压控制系统中的应用,并对其优势和挑战进行分析。
一、PLC在液压控制系统中的优势1. 高度可靠性PLC采用稳定可靠的硬件和系统设计,具有较长的寿命和高度抗干扰能力。
它能够在恶劣的工作环境下工作,并能够处理各种突发故障,确保系统的稳定性和可靠性。
2. 灵活性和可编程性PLC的最大优势在于其可编程性。
用户可以通过编程对PLC进行任意定制,满足各种不同的控制需求。
而且,PLC的编程语言相对简单易学,不需要过多的专业知识和技能,使得控制系统的开发和维护更加方便快捷。
3. 多功能性PLC除了具备基本的数字输入和输出控制功能外,还可以通过扩展模块实现模拟输入和输出控制、通信功能、运动控制等。
这使得PLC能够满足液压控制系统中各种复杂的控制要求。
二、PLC在液压控制系统中的应用案例1. 液压机械控制PLC可以通过控制液压泵、执行元件、传感器等设备,实现液压机械的运行控制。
例如,在一台液压冲床上,PLC可以接收传感器的信号,判断工件的位置和状态,并通过控制液压泵的输出压力和执行元件的动作,实现对冲床的准确定位、加工力度的控制等。
2. 液压系统监控与保护PLC可以对液压控制系统中的各个参数进行监测和保护。
例如,在一个液压升降机系统中,PLC可以实时监测液压油的温度、压力、流量等参数,并根据预设的阈值进行报警或紧急停机,以保护系统的安全运行。
3. 液压系统远程控制PLC可以与上位机或其他设备进行通信,实现液压系统的远程控制。
通过远程监控和控制,可以减少现场操作人员的工作量,提高系统的稳定性和可靠性。
例如,在一处石油钻机控制系统中,PLC可以接收来自地面控制中心的指令,实现液压系统的远程控制和监控,以提高钻井效率。
论述PLC控制技术在液压控制系统的运用液压传动是机械专业的一门重要的专业基础课,基于课程的应用性很强,实验课程就显得非常重要。
近年来随着我校教学改革的不断推进和课程建設的不断更新,学校在强化液压传动理论教学的同时更加注重实验教学的质量。
实验教学作为课堂教学的补充,通过实验室使学生更好地理解液压传动的基本理论,培养学生的实际动手能力和创新能力。
但就目前我校液压传动实验教学的内容和方法来说,能让学生进行设计和创新的机会较少,因此,需要对本课程的实验教学方法和内容作一些调整和创新,提出综合性、设计性实验的思路。
1 液压传动实验教学现状实验教学的目的是配合理论教学,使学生在实验过程中巩固课堂上所学的理论并有所深悟。
但传统的液压传动实验中,由于种种原因通常是教师演示,学生被动的根据实验指导书的内容进行常规的验证性实验,教学效果一般。
在实验中我们发现传统的液压实验具有以下缺点:(1)液压回路和实验内容固定、功能单一;(2)采用按钮控制或继电器控制,实验数据手工处理,实验数据精度不高;(3)学生自主设计的机会少,创新性差等。
2 综合性、设计性实验为改变我校液压传动实验教学的这些不足,液压传动实验室中引进了多种包含PLC的液压拼装实验台。
新型实验台的液压系统采用多种控制方式(按钮控制,继电器控制,PLC控制),实验过程包括从系统设计、元件组装到控制编程、性能实现等全过程。
要想利用新型实验台达到提高教学质量,培养学生独立思考和动手实践能力的目的,必须在实验教学方法和考核方式上做革新,开设综合性、设计性实验。
综合性实验力求使机械专业的学生在掌握液压传动基本理论的同时,熟练掌握PLC控制技术在液压系统中的作用,对学生进行综合训练。
设计性实验是对学生独立思考、发现问题、解决问题和探索创新能力进行训练,要求学生根据实验任务要求和实验条件自行设计实验内容,包括提出实验方案,选择实验仪器,确定实验内容和方法,实现实验内容,分析实验结果的全过程。

PLC技术在数控机床电气控制系统中的应用
PLC(可编程逻辑控制器)技术是一种广泛应用在数控机床电气控制系统中的技术。
它是一种通过使用可编程逻辑控制器进行自动化控制的技术。
PLC技术在数控机床电气控制
系统中起到了非常关键的作用,下面将着重介绍PLC技术在数控机床电气控制系统中的应用。
PLC技术可以用于数控机床的整体控制系统。
通过使用PLC技术,可以实现数控机床
的各个组成部分之间的整体控制和协调。
可以使用PLC技术控制数控机床的主轴、进给轴、刀具换刀等操作。
通过PLC技术,可以实现数控机床的自动化控制,提高生产效率。
PLC技术还可以用于监控数控机床的工作过程。
可以通过PLC技术实时监测数控机床
的工作状态,包括主轴运转状态、进给轴运动状态、刀具磨损程度等。
通过监控数控机床
的工作过程,可以及时发现并解决一些问题,确保数控机床的正常运行。
PLC技术还可以用于数控机床的故障检测和诊断。
通过PLC技术可以对数控机床的故
障进行自动检测和诊断。
当数控机床出现故障时,PLC可以通过监控各个传感器的状态来
判断故障原因,并做出相应的处理。
通过PLC技术,可以提高故障检测和诊断的准确性和
效率,减少停机时间。
PLC在液压传动控制中的应用摘要:本文介绍了PLC在液压传动控制系统中的应用。
该系统已经应用于我们的实验教学中,它可以对液压传动系统PLC的运行状态进行实时监控。
实践证明该系统实用性强,使用方便。
关键词:PLC; 液压传动;组态软件Abstract:This paper introduces the application of PLC to Hydraulic transmission system . T his system has been put into operation in our experiment teaching, which can monitor the running state of Hydraulic transmission system. Practicability and convenience have bee n proved by application.Keywords:PLC; Hydraulic transmission; Configsoftwore本系统让液压缸实现自由进退动作,以便完成预想的…夹持‟和…震撞‟两个功能。
…夹持‟功能即:让液压缸的活塞杆根据物件的尺寸、承受压力能力等夹住物件,使物件不发生脱落或移位,以便对其进行固定或搬运。
…震撞‟方式即:让液压缸的活塞杆快速、高压地完成进退动作,以便使其对物件产生一定的冲击力,使其发生形变或破碎。
本系统是用上位机实现对液压系统的控制。
主要是控制液压系统完成基本的动作:液缸的自由进退,从而实现对物体的夹持或震撞。
总的控制系统的结构是:上位机用力控组态软件做人机界面,实现各种控制的可视化;下位用PLC实现电磁换向阀、变频器的控制;利用组态软件对PLC的监控实现系统的实时控制。
1.工艺简介液压传动在机床上应用很广,具体的结构也很复杂,下面简要介绍本系统动作情况。
如图1所示,液压缸固定不动,活塞连同活塞杆带动工作台可以作向左或向右的往复运动。
PLC在压力监测系统中的应用案例压力监测是许多工业应用中的重要环节,它能够确保设备的安全运行和生产过程的稳定性。
而在压力监测系统中,PLC(可编程逻辑控制器)的应用发挥着关键作用。
本文将以一个实际的案例来介绍PLC在压力监测系统中的应用。
案例背景某化工公司生产过程中有一个压力监测系统,用于监测管道中的液体压力。
这个系统需要实时监测压力,并根据设定的阈值进行报警和控制处理。
在过去,这个压力监测系统使用传统的电子设备和开关来实现,但存在响应速度慢、精度不高等问题。
为了提高系统的性能和可靠性,该公司决定将PLC引入压力监测系统。
PLC优势PLC作为一种通用的工控设备,具有以下优势:1. 稳定可靠:PLC具有强大的抗干扰能力和高可靠性,能够在恶劣的工作环境中长时间稳定运行。
2. 可编程性:PLC可以根据需要进行编程,实现各种复杂的逻辑控制功能,能够满足不同应用场景的需求。
3. 高效灵活:PLC的处理速度快,能够实现实时监控和控制,同时具备较强的扩展性,能够适应各种变化的工艺要求。
PLC在压力监测系统中的应用经过深入研究和方案设计,该化工公司决定使用PLC来改造压力监测系统。
下面将介绍PLC在该系统中的主要应用方式:1. 压力传感器接口首先,需要将压力传感器接口与PLC连接,通过模拟信号输入模块将压力传感器的输出信号转换为数字信号。
PLC通过读取这个数字信号,可以获得实时的压力数值。
2. 设定阈值PLC可以通过编程,在设定的阈值范围内对压力数值进行监测。
当压力超出设定的上下限时,PLC将触发报警信号,并采取相应的措施,如断开电源、停止生产等。
3. 数据处理与存储PLC可以对获得的压力数据进行处理和分析,并将相关数据存储在其内部存储器中。
这些数据可以用于后续的运行日志记录和故障排除。
4. 远程监控PLC还可以通过网络通信模块与上位机或监控中心进行通信,实现远程监控和控制。
运维人员可以通过上位机实时查看压力数据,进行参数调整和设备监控,从而提高生产的效率和安全性。
PLC在液压盘式制动器总成检测系统中的应
用
1 引言
制动器是保证摩托车安全行驶的重要部件,现代高速摩托车均采用盘式制动器。
盘式制动器性能的好坏对摩托车的制动安全性起着至关重要的作用,因此,对摩托车盘式制动器性能的检测,是摩托车制动系检测系统中的重要组成部分。
为了保证摩托车盘式制动器的生产质量,提高摩托车盘式制动器的制动安全性能,必须对摩托车盘式制动器的性能进行精确的检测。
由plc和上位机结合的检测系统,精度高且简单可靠。
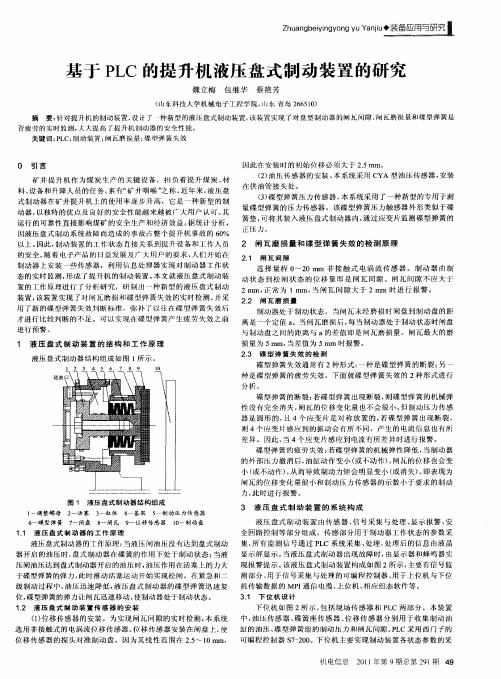
2 制动器结构及工作原理
盘式制动器摩擦副中的旋转元件是以端面为工作表面的金属圆盘,即制动盘,并被固定在轮毂上。
其固定元件是由二到四个工作面积不大的摩擦块与金属背板组成的制动块。
这些制动块及其助动装置都装在横跨制动盘两侧夹钳的钳型支架中,总称为制动钳[1]。
液压制动器是利用杠杆原理和帕斯卡定律,通过传递并增大操纵力对车轮产生制动转矩和摩擦元件间的摩擦阻力,将行驶中摩托车动能转化为摩擦热能,再依靠摩擦元件吸收并释放热量,达到减缓车速或停车的目的。
对制动手柄施加外力后,使手柄油缸中的制动液产生压力并通过油管传送到制动钳一端的油缸活塞上,活塞推动摩擦片夹紧制动盘而使车轮产生制动[1]。
由此可见,制动钳的钳口力决定着制动器的制动能力,而钳口力与手柄位移和手柄力有关。
所以必须从三个方面对液压盘式制动器的性能进行测试,即钳口力、手柄位移和手柄力。
液压盘式制动原理图如图1所示。
图1 液压盘式制动原理示意图
3 检测系统组成
本测试系统主要由检测台体、plc、上位机三部分组成,系统组成如图2所示。
图2 测试系统组成图
检测台体主要由检测台架、夹具、手柄力及钳口力传感器、手柄位移传感器、极限开关、电机、气缸等组成[3],是检测系统的基础。
上位机是整个控制系统的核心,其主要利用良好的图形用户界面,显示手柄力及钳口力的大小和手柄位移等参数和对应的曲线,并且向plc发出控制指令。
plc是该系统的下位机,负责现场高速数据采集(控制手柄的位置),实现逻辑、定时、计数、等功能,通过串行通讯口向上位机传送plc工作状态及有关数据,同时从上位机接受指令,向警报器、打印机等发出命令,实现上位机对控制系统的管理,提高了plc的控制能力和控制范围,使整个系统成为集散控制系统。
当按下启动按钮后整个测试过程由plc控制自动进行,气动执行机构推动制动手柄进行模拟制动,同时手柄力及钳口力传感器、手柄位移传感器获得的检测模拟信号传输到plc的模拟模块,plc通过rs485/232接口与上位机通信,plc把传感器的模拟信号转换成数字信号传输到上位机,显示器上分别显示手柄力及钳口力的大小和手柄位移等参数和对应的曲线,当设定电机运行时间结束时电机停止且反转使气动执行机构复位,极限开关起限位保护作用,当气动执行机构推动手柄与极限开关接触时,电机自动停止,若有检测结果超出设定合格值,报警器会及时报警。
4 系统设计
主控制器采用西门子plc,s7-300系列plc功能强大,采用模块化设计,有中央处理单元(cpu)、各种信号模块(sm)、通信模块(cp)、功能模块(fm)、电源模块(ps)、接口模块(im)等,有多种规格的cpu可供选择。
siemens s7-300,它是一种积木式结构,系统构成和扩展都十分方便[2]。
3.1 系统硬件配置
s7-300主要配置如下:电源模块选用ps3075a;中央处理模块(cpu)选用cpu313c-2dp;数字量输入模块(di)选用sm321 di16xdc24v;数字量输出模块(do)选用sm322
do16xdc24v/0.5a;模拟量输入/输出模块(ai/ao):选用sm334。
3.2 i/o定义与编程设计
plc的输入、输出端子分配情况如附表所示。
测试过程根据程序设计在开始检测以后自动完成,根据设定的测量值的限量,系统自动检测出不合格的产品并报警,其流程图如图3所示。
图3 检测主程序框图
5 结束语
整个系统基于plc及上位机设计,实现了模拟信号的数字化显示,检测更快速准确,降低操作复杂度。
上位机提供了软件支持,能够实现完善的监控功能,进行管理并提供友好的人机接口。
所有的系统参数报警故障信息等都可以通过上位机监控。
进一步提高了系统集成度可靠性,降低了其复杂性,上位机与plc实时通信参与控制,全面提高了企业信息化和测试设备的自动化水平。