部件装配焊接
- 格式:ppt
- 大小:4.48 MB
- 文档页数:58
装配与焊接实训心得体会5篇装配与焊接实训心得体会1通过一个星期的学习,我觉得自己在以下几个方面与有收获:一对电子工艺的理论有了初步的系统了解。
我们了解到了焊普通元件与电路元件的技巧印制电路板图的设计制作与工艺流程收音机的工作原理与组成元件的作用等。
这些知识不仅在课堂上有效,对以后的电子工艺课的学习有很大的指导意义,在日常生活中更是有着现实意义。
二对自己的动手能力是个很大的锻炼。
实践出真知,纵观古今,所有发明创造无一不是在实践中得到检验的。
没有足够的动手能力,就奢谈在未来的科研尤其是实验研究中有所成就。
在实习中,我锻炼了自己动手技巧,提高了自己解决问题的能力。
比如做收音机组装与调试时,好几个焊盘的间距特别小,稍不留神,就焊在一起了,但是我还是完成了任务。
三实习课程实习让我们学到了很多课本上没有办法学到的很多实用的东西,通过组装一个光控报警电路让我们将在课本中学习到的一些电路的组成以及一些电路元器件的工作原理以及其正常工作的检测运用到实践中,并且得到延伸以及拓展。
不仅增强了实际动手能力,也同时深化了我们对课本知识的了解,以及运用。
真正的做到发现问题,提出问题,解决问题的自主学习,在实践中找寻问题的所在,并运用自己所知道的知识去解释,与同学互帮互助,共同探讨共同进步。
我学会了基本的焊接技术,电路的检测与调试,知道了电子产品的装配过程,我们还学会了电子元器件的识别及质量检验,知道了整机的装配工艺,这些都我们的培养动手能力及严谨的工作作风,也为我们以后的工作打下了良好的基矗而且这在我们以后的计算机专业课学习硬件中应该也是很有用的通过了电子电工实训,我确实是学到了很多知识,拓展了自己的的视野。
通过这的电子电工实训,增强了我的动手打操作的能力。
记得我在读高中的时候,我帮家里安装一个开关控制电路,由于自己的动手能力不够强,结果把电路接成短路,还好因为电路原先装有保险丝,才没有造大的安全事故。
而通过这的电子电工实训,我就掌握了比日光灯电路安装更标准的电路,学会了许多。
焊接结构的设计、选材、制造、检验和使用都应遵循相关标准和技术条件的要求。
成品的质量不但取决于零、部件的制作精度,而且还取决于装配和焊接的质量。
装配是按规定的技术要求,将零件或部件进行配合和连接,使之成为成品或半成品的工艺过程。
焊接结构生产的装配工艺是将组成结构的已加工好的零、部件按图样规定的相互位置加以固定成组件、部件或结构的过程。
装配是焊接前很重要的工序,装配质量和装配顺序直接影响到焊接工艺、产品质量和劳动生产率,而零件备料质量不佳,则将直接影响装配—焊接质量。
所以说,装配是焊接结构的质量保证,是产品形状和尺寸的基础、是焊接操作和焊接质量的条件。
装配—焊接工艺充分体现焊接生产的特点,它是两个不相同又是密不可分的工序,装配—焊接工艺是焊接结构生产过程的核心,直接关系到产品质量和劳动生产率。
因此,生产中应该选择最合理的装配—焊接工艺。
装配—焊接工艺复杂而且种类繁多,必须根据产品结构、生产规模和装配—焊接技术的发展选择合适于生产的装配—焊接工艺。
1装配中的定位装配过程中定位是关键,也是整个焊接结构的装配基础。
在装配过程中把待装零、部件在空间的位置或零、部件间的相互位置确定下来的过程称为定位;一般是先根据构件特点和工艺要求选择它的定位基准,然后是考虑它的定位方法。
常用的定位方法有划线定位、销轴定位、挡铁定位和样板定位等。
确定位置和尺寸的依据叫基准。
基准可以是点、线或面。
按用途分有设计基准和工艺基准。
工艺基准又分定位基准、装配基准和测量基准。
定位基准按定位原理分为主要定位基准、导向定位基准和止推定位基准。
而零件和装配平台(或转胎)相接触的面称为装配基准面。
按生产实践的经验,常以产品图样上或工艺规程中已经规定好的定位孔或定位面作基准;若图样上没有规定,则尽量选择图样用以标注各零、部件位置尺寸的基准作为定位基准,如边线、中心线等;当零件或部件的表面上既有平面又有曲面时,优先选择平面作为主要定位基准面,而且在零部件几个平面中,选择最大的平面作为主要定位基准面为好。
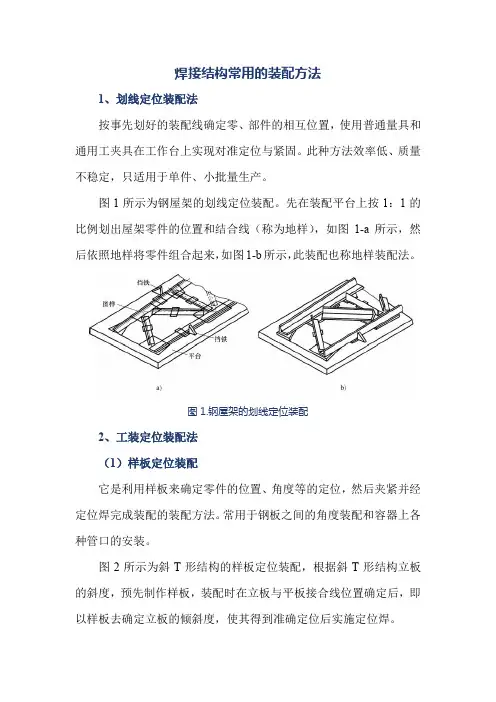
焊接结构常用的装配方法1、划线定位装配法按事先划好的装配线确定零、部件的相互位置,使用普通量具和通用工夹具在工作台上实现对准定位与紧固。
此种方法效率低、质量不稳定,只适用于单件、小批量生产。
图1所示为钢屋架的划线定位装配。
先在装配平台上按1:1的比例划出屋架零件的位置和结合线(称为地样),如图1-a所示,然后依照地样将零件组合起来,如图1-b所示,此装配也称地样装配法。
图1.钢屋架的划线定位装配2、工装定位装配法(1)样板定位装配它是利用样板来确定零件的位置、角度等的定位,然后夹紧并经定位焊完成装配的装配方法。
常用于钢板之间的角度装配和容器上各种管口的安装。
图2所示为斜T形结构的样板定位装配,根据斜T形结构立板的斜度,预先制作样板,装配时在立板与平板接合线位置确定后,即以样板去确定立板的倾斜度,使其得到准确定位后实施定位焊。
图2.斜T形结构的样板定位装置(2)定位元件定位装配法用一些特定的定位元件(如板块、角钢、销轴等)构成空间定位点,来确定零件的位置,并用装配夹具夹紧装配。
这种方法不需划线,装配效率高,质量好,适用于批量生产。
图3所示为挡铁定位装配法示例。
在大圆筒外部加装钢带圈时,在大圆筒外表面焊上若干定位挡铁,以这些挡铁为定位元件,确定钢带圈在圆筒上的高度位置,并用弓形螺旋夹紧器把钢带圈与筒体壁夹紧密贴,定位焊牢,完成钢带圈装配。
图3.挡铁定位装配(3)胎夹具(又称胎架)装配法对于批量生产的焊接结构,若需装配的零件数量较多,内部结构又不很复杂时,可将工件装配所用的各定位元件、夹紧元件和装配胎具三者组合为一个整体,构成装配胎架。
图4所示为汽车横梁结构及其装配胎架。
图4.汽车横梁及其装配胎架a)汽车横梁b)焊接夹具(装配胎架)1、2—焊缝3—槽形板4—拱形板5—主肋板6—角铁7—胎架8—挡铁9—螺旋压紧器10—回转轴11—定位销装配时,首先将角铁6置于胎架上,用定位销11定位并用螺旋压紧器9固定,然后装配槽形板3和主肋板5,它们分别用挡铁8和螺旋压紧器9压紧,再将各板连接处定位焊。
第五章焊接结构的装配与焊接工艺装配与焊接是焊接结构生产过程中的核心,直接关系到焊接结构的质量和生产效率。
同一种焊接结构,由于其生产批量、生产条件不同,或由于结构形式不同,可有不同的装配方式、不同的焊接工艺、不同的装配—焊接顺序,也就会有不同的工艺过程。
本章重点介绍装配与焊接工艺方法。
第一节焊接结构的装配装配是将焊前加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成部件或整个产品的工艺过程。
装配工序的工作量大,约占整体产品制造工作量的30%~40%,且装配的质量和顺序将直接影响焊接工艺、产品质量和劳动生产率。
所以,提高装配工作的效率和质量,对缩短产品制造周期、降低生产成本、保证产品质量等方面,都具有重要的意义。
一、装配方式的分类装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。
1.按结构类型及生产批量的大小分类(1)单件小批量生产单件小批量生产的结构经常采用划线定位的装配方法。
该方法所用的工具、设备比较简单,一般是在装配台上进行。
划线法装配工作比较繁重,要获得较高的装配精度,要求装配工人必须具有熟练的操作技术。
(2)成批生产成批生产的结构通常在专用的胎架上进行装配。
胎架是一种专用的工艺装备,上面有定位器、夹紧器等,具体结构是根据焊接结构的形状特点设计的。
2.按工艺过程分类(1)由单独的零件逐步组装成结构对结构简单的产品,可以是一次装配完毕后进行焊接;当装配复杂构件时,大多数是装配与焊接交替进行。
(2)由部件组装成结构装配工作是将零件组装成部件后,再由部件组装成整个结构并进行焊接。
3.按装配工作地点分类(1)工件固定式装配装配工作在固定的工作位置上进行,这种装配方法一般用在重型焊接结构或产量不大的情况下。
(2)工件移动式装配工件沿一定的工作地点按工序流程进行装配,在工作地点上设有装配用的胎具和相应的工人。
这种装配方式在产量较大的流水线生产中应用广泛,但有时为了使用某种固定的专用设备,也常采用这种装配方式。

装配与焊接工艺电子产品的电气连接,是通过对元器件、零部件的装配与焊接来实现的。
安装与连接,是按照设计要求制造电子产品的主要生产环节。
应该说,在传统的电子产品制造过程中,安装与连接技术并不复杂,往往不受重视,但以SMT为代表的新一代安装技术,主要特征表现在装配焊接环节,由它引发的材料、设备、方法改变,使电子产品的制造工艺发生了根本性革命。
产品的装配过程是否合理,焊接质量是否可靠,对整机性能指标的影响是很大的。
经常听说,一些精密复杂的仪器因为一个焊点的虚焊、一个螺钉的松动而不能正常工作,甚至由于搬运、振动使某个部件脱落造成整机报废。
所以,掌握正确的安装工艺与连接技术,对于电子产品的设计和研制、使用和维修都具有重要的意义。
实际上,对于一个电子产品来说,通常只要打开机箱,看一看它的结构装配和电路焊接质量,就可以立即判定它的性能优劣,也能够判断出生产企业的技术力量和工艺水平。
装配焊接操作,是考核电子装配技术工人的主要项目之一;对于电子工程技术人员来说,观察他能否正确地进行装配、焊接操作,也可以作为评价他的工作经验及其基本动手能力的依据。
5.1 电气安装制造电子产品,可靠与安全是两个重要因素,而零件的安装对于保证产品的安全可靠是至关紧要的。
任何疏忽都可能造成整机工作失常,甚至导致更为严重的后果。
5.1.1 安装的基本要求5.1.1.1 保证导通与绝缘的电气性能电气连接的通与断,是安装的核心。
这里所说的通与断,不仅是在安装以后简单地使用万用表测试的结果,而且要考虑在振动、长期工作、温度、湿度等自然条件变化的环境中,都能保证通者恒通、断者恒断。
这样,就必须在安装过程中充分考虑各方面的因素,采取相应措施。
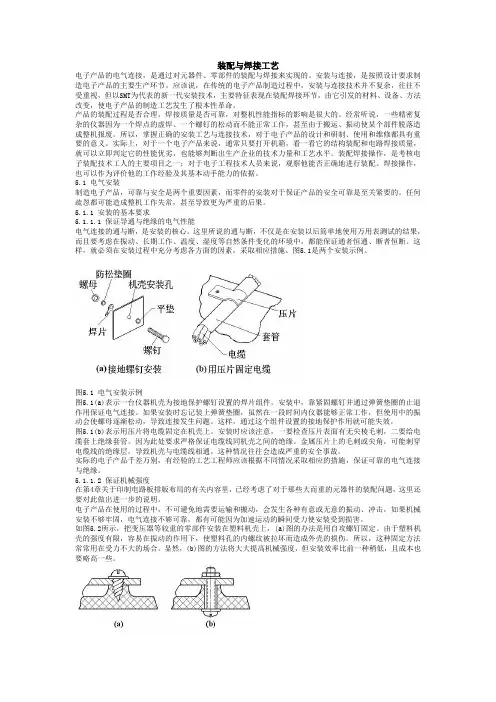
图5.1是两个安装示例。
图5.1 电气安装示例图5.1(a)表示一台仪器机壳为接地保护螺钉设置的焊片组件。
安装中,靠紧固螺钉并通过弹簧垫圈的止退作用保证电气连接。
如果安装时忘记装上弹簧垫圈,虽然在一段时间内仪器能够正常工作,但使用中的振动会使螺母逐渐松动,导致连接发生问题。
电子产品工艺之装配焊接技术1、⑴试简述表面安装技术的产生背景。
答:从20世纪50年代半导体器件应用于实际电子整机产品,并在电路中逐步替代传统的电子管开始,到60年代中期,人们针对电子产品普遍存在笨、重、厚、大,速度慢、功能少、性能不稳固等问题,不断地向有关方面提出意见,迫切希望电子产品的设计、生产厂家能够采取有效措施,尽快克服这些弊端。
工业发达国家的电子行业企业为了具有新的竞争实力,使自己的产品能够适合用户的需求,在很短的时间内就达成了基本共识——务必对当时的电子产品在PCB 的通孔基板上插装电子元器件的方式进行革命。
为此,各国纷纷组织人力、物力与财力,对电子产品存在的问题进行针对性攻关。
通过一段艰难的搜索研制过程,表面安装技术应运而生了。
⑵试简述表面安装技术的进展简史。
答:表面安装技术是由组件电路的制造技术进展起来的。
早在1957年,美国就制成被称之片状元件(Chip Components)的微型电子组件,这种电子组件安装在印制电路板的表面上;20世纪60年代中期,荷兰飞利浦公司开发研究表面安装技术(SMT)获得成功,引起世界各发达国家的极大重视;美国很快就将SMT使用在IBM 360电子计算机内,稍后,宇航与工业电子设备也开始使用SMT;1977年6月,日本松下公司推出厚度为12.7mm(0.5英寸)、取名叫“Paper”的超薄型收音机,引起轰动效应,当时,松下公司把其中所用的片状电路组件以“混合微电子电路(HIC,Hybrid Microcircuits)”命名;70年代末,SMT大量进入民用消费类电子产品,并开始有片状电路组件的商品供应市场。
进入80年代以后,由于电子产品制造的需要,SMT作为一种新型装配技术在微电子组装中得到了广泛的应用,被称之为电子工业的装配革命,标志着电子产品装配技术进入第四代,同时导致电子装配设备的第三次自动化高潮。
SMT的进展历经了三个阶段:Ⅰ第一阶段(1970~1975年)这一阶段把小型化的片状元件应用在混合电路(我国称之厚膜电路)的生产制造之中。
焊接装配工艺流程及注意问题英文回答:Welding assembly is a crucial process in manufacturing industries, as it involves joining different components together to create a final product. In this process, it is essential to follow a set of procedures and precautions to ensure the quality and safety of the welded assembly. Let's discuss the welding assembly process and the key considerations involved.1. Planning and Preparation:Before starting the welding assembly, it is important to plan and prepare the necessary materials and equipment. This includes selecting the appropriate welding method, such as arc welding, gas welding, or laser welding, based on the specific requirements of the assembly. Additionally, the welder needs to ensure that the materials to be welded are clean and free from any contaminants, as they canaffect the quality of the weld.2. Joint Design:The joint design plays a significant role in the welding assembly process. It determines the strength and integrity of the weld. Factors such as material thickness, joint configuration, and welding position need to be considered when designing the joint. The joint design should provide sufficient accessibility for the welder to perform the welding operation effectively.3. Welding Procedure Specification (WPS):A Welding Procedure Specification (WPS) is a document that outlines the necessary steps and parameters for a specific welding operation. It includes information about the welding method, welding position, filler material, preheating requirements, and post-weld heat treatment, if applicable. Following the WPS ensures consistency and quality in the welding assembly process.4. Welding Technique:The welding technique used during the assembly process depends on the specific requirements of the joint and the chosen welding method. The welder needs to be skilled in controlling the heat input, maintaining the correct arc length, and applying the appropriate welding speed. Proper technique ensures the formation of a sound and strong weld.5. Quality Control:Quality control is crucial in welding assembly to ensure that the final product meets the required standards. This involves inspecting the welds for defects such as cracks, porosity, or incomplete fusion. Non-destructive testing methods like ultrasonic testing or X-ray inspection may be employed to ensure the integrity of the weld.6. Safety Precautions:Welding assembly involves working with high temperatures, electrical currents, and potentiallyhazardous materials. Therefore, it is essential to follow safety precautions to protect the welder and others in the vicinity. This includes wearing appropriate personal protective equipment (PPE), ensuring proper ventilation in the welding area, and using fire-resistant materials.中文回答:焊接装配是制造业中的关键工艺,它涉及将不同的零部件连接在一起以创建最终产品。
焊接结构装配技术操作规程一、前言焊接结构装配技术是一项重要的工程施工技术,对于确保焊接结构的质量和安全具有重要意义。
为了确保焊接结构装配过程的顺利进行,特制定本操作规程,以提供操作指导和保障施工质量。
二、安全操作要求1. 操作人员必须经过专业培训,掌握焊接结构装配技术的操作要领和安全规范。
2. 操作人员必须佩戴个人防护装备,包括安全帽、防护眼镜、耳塞等。
在进行高空操作时,必须使用安全带,并确保固定牢固。
3. 在操作过程中,严禁饮酒和吸烟,禁止将可燃物品带入作业区域。
4. 严禁在装配过程中随意更换或调整焊接结构的部件,必须按照规定的程序进行操作。
三、装配准备工作1. 在进行焊接结构装配前,必须对相关材料进行检查,确保其质量达到规定标准。
2. 检查所需工具和设备的完好性和安全性,确保其可以正常使用。
3. 按照施工图纸和要求准备相关材料和工具,确保装配过程中所需的物料齐全。
四、焊接结构装配操作步骤1. 将待装配的焊接结构部件摆放在指定的位置,确保结构部件间距和位置正确。
2. 使用合适的夹具、支撑或临时支架将结构部件固定住,确保其稳定性。
3. 根据施工图纸和要求,使用适当的焊接方法将结构部件进行连接,确保焊接接头的质量和强度。
4. 在焊接过程中,严禁在焊接接头上敲击或敲击周围的结构部件,以免影响焊接质量。
5. 完成焊接后,使用合适的工具进行检查,确保焊接接头的牢固性和焊缝的质量。
如发现问题,应及时进行修复。
6. 完成装配后,对焊接结构进行全面检查,确保各部位连接良好,无明显松动和变形现象。
7. 对于特殊结构部件的装配,必须按照相应的操作规程进行操作,并严格按照要求进行质量检验。
五、操作注意事项1. 在进行装配过程中,要注意保持工作区域的整洁和安全,及时清理杂物和废料。
2. 在高空操作中,必须严格遵守安全规范,确保个人和他人的安全。
3. 在使用电焊机等设备时,必须确保其接地良好,避免发生漏电和火灾事故。
4. 在进行焊接工作时,应使用适当的焊接材料和焊接电流,确保焊接质量和安全。
焊接结构的装配
焊接结构的装配
一、焊接结构的装配的概念?
焊接结构的装配是指将已加工好的零件,采用适当的工艺方法,按生产图纸要求的位置关系组合成产品结构的工艺过程。
二、焊接结构的装配在焊接结构件生产中的重要性?
(1)装配的质量(精度等)直接影响结构件最终的质量;
(2)装配方法影响焊接工序的实施;
(3)装配的工作量较大,几乎占整个结构生产的30%~~40% 下料—计划;装配----组织;焊接---实施;
例如:一个安装小组5人,可能1人备料,2人装配,2人焊接工厂内批量生产时,结构件的装配都是由具有丰富焊接、装配经验的技术人员来担任。
三、装配的基本条件:
装配的基本条件:指零件在装配过程中应遵循的基本原则
举例:支架构件的装配工艺流程,及装配过程图。
焊接结构的装配与焊接工艺焊接结构的装配是指将焊接零件按照设计要求进行拼装和安装的过程。
在焊接结构的装配过程中,需要根据焊接工艺要求进行操作,并确保装配的质量和精度,以满足设计要求和使用需求。
在进行焊接结构的装配过程中,首先需要进行组织安排和分配工作,确定装配的顺序和步骤。
根据焊接结构的图纸和相关文件,分析装配工艺的要求和特点,制定装配的计划和时间表,确保装配工作的顺利进行。
其次,在进行焊接结构的装配过程中,需要进行零件的清洁和处理。
对于焊接结构的零件,应进行表面清洁,去除杂质和污垢,保证焊接的质量。
对于工件的角部和焊缝需要进行倒角、坡口或者处理,以提高焊接的质量和强度。
然后,在进行焊接结构的装配过程中,需要进行零件的对位和定位。
使用合适的夹具或者定位装置,确保零件的准确对位和位置,以便进行后续的焊接工作。
最后,根据设计要求和焊接工艺,进行焊接结构的焊接。
根据焊接工艺要求选择合适的焊接方法,如手工焊接、气焊、电弧焊等。
在进行焊接时,需要根据焊接工艺规范进行操作,保证焊接的质量和强度。
焊接结构的装配与焊接工艺需要精心操作和合理安排,以保证装配的质量和焊接的可靠性。
同时,需要进行严格的质量检查和控制,对焊接接头进行无损检测和力学性能测试,确保焊接结构的质量和安全性。
在实际操作中,应注意人员的安全和防护,以避免发生事故和伤害。
总之,焊接结构的装配与焊接工艺是一个重要的工作环节,需要严格按照工艺规范进行操作,并进行质量检查和控制,以确保装配的质量和焊接的可靠性。
只有合理安排和精心操作,才能保证焊接结构的质量和安全性。
焊接结构的装配与焊接工艺一直以来都是工程施工过程中不可或缺的重要环节。
随着焊接技术的不断发展,人们对于焊接结构的装配和焊接工艺也提出了更高的要求。
本文将从装配过程中的准备工作、对焊件的处理、装配顺序的安排、焊接方法的选择以及装配的质量控制等方面对焊接结构的装配与焊接工艺进行详细探讨。
首先,焊接结构的装配与焊接工艺需要提前进行准备工作。
装配焊工岗位职责怎么写装配焊工岗位职责主要包括以下几个方面:1. 装配焊接工艺设计:根据产品设计要求和规范标准,制定适合的装配焊接工艺方案。
包括确定焊接方法、焊接材料、焊接参数等,并编制相应的焊接工艺文件。
2. 零件检验与选择:对待装配的零件进行检验与测试,确保其质量符合要求,并选择合适的配件和工具进行装配工作。
3. 装配焊接操作:按照图纸和工艺文件的要求,进行装配焊接操作。
包括对零部件进行定位、夹紧、对位等工作,并使用焊接设备进行焊接操作。
在操作中要保证工艺的准确性和零部件的安全。
4. 焊接质量控制:负责保证装配焊接质量,包括焊接接头的焊接强度、密封性、外观质量等。
通过焊接的非破坏性检测、金相分析等方式对焊缝进行质量检验,确保焊接工艺符合规范要求。
5. 故障处理与维修:针对焊接过程中出现的故障,及时进行分析与处理。
对设备进行日常维护保养,确保其正常运行。
并定期进行设备的检查和维修,以提高设备的可靠性和使用寿命。
6. 安全生产管理:负责岗位的安全生产工作,包括遵守安全生产规程、佩戴个人防护用具,严格执行操作规程,并对潜在的安全隐患及时报告和处理。
7. 团队协作:与其他部门进行合作,协调工作进度和沟通工作需求。
与同事共同解决生产中的问题,提高工作效率和产品质量。
8. 技能培训和学习:定期参加相关技能培训和学习,提高装配焊接技能和工作能力。
关注行业最新技术和工艺,不断提升自身的专业水平。
总结起来,装配焊工岗位职责包括装配焊接工艺设计、零件检验与选择、装配焊接操作、焊接质量控制、故障处理与维修、安全生产管理、团队协作以及技能培训和学习等方面。
只有熟练掌握这些技能,并严守安全、质量和工作纪律,才能有效地完成装配焊接任务,提高产品质量和生产效率。
第五章焊接结构的装配与焊接工艺装配与焊接是焊接结构生产过程中的核心,直接关系到焊接结构的质量和生产效率。
同一种焊接结构,由于其生产批量、生产条件不同,或由于结构形式不同,可有不同的装配方式、不同的焊接工艺、不同的装配—焊接顺序,也就会有不同的工艺过程。
本章重点介绍装配与焊接工艺方法。
第一节焊接结构的装配装配是将焊前加工好的零、部件,采用适当的工艺方法,按生产图样和技术要求连接成部件或整个产品的工艺过程。
装配工序的工作量大,约占整体产品制造工作量的30%~40%,且装配的质量和顺序将直接影响焊接工艺、产品质量和劳动生产率。
所以,提高装配工作的效率和质量,对缩短产品制造周期、降低生产成本、保证产品质量等方面,都具有重要的意义。
一、装配方式的分类装配方式可按结构类型及生产批量、工艺过程、工艺方法及工作地点来分类。
1.按结构类型及生产批量的大小分类(1)单件小批量生产单件小批量生产的结构经常采用划线定位的装配方法。
该方法所用的工具、设备比较简单,一般是在装配台上进行。
划线法装配工作比较繁重,要获得较高的装配精度,要求装配工人必须具有熟练的操作技术。
(2)成批生产成批生产的结构通常在专用的胎架上进行装配。
胎架是一种专用的工艺装备,上面有定位器、夹紧器等,具体结构是根据焊接结构的形状特点设计的。
2.按工艺过程分类(1)由单独的零件逐步组装成结构对结构简单的产品,可以是一次装配完毕后进行焊接;当装配复杂构件时,大多数是装配与焊接交替进行。
(2)由部件组装成结构装配工作是将零件组装成部件后,再由部件组装成整个结构并进行焊接。
3.按装配工作地点分类(1)工件固定式装配装配工作在固定的工作位置上进行,这种装配方法一般用在重2)同一构件上与其它构件有连接或配合关系的各个零件,应尽量采用同一定位基准,这样能保证构件安装时与其它构件的正确连接和配合。
3)应选择精度较高,又不易变形的零件表面或边棱作定位基准,这样能够避免由于基准面、线的变形造成的定位误差。
焊接结构装配图的表达方法1、焊接结构装配图的画法(1)一般规定①对于焊接结构装配图中的螺钉、螺栓、螺母、垫圈、键、销等连接件和轴、手柄、连杆等实心件,当剖切面通过基本轴线或对称面时,可采用局部剖视图。
①对于相邻两个零件的接触面和配合面之间,规定只画一条轮廓线;而相邻两个零件的非接触面,即使间隔很小,也必须画两条线。
两个相邻的零件在剖视图中的剖面线方向应该相反,或方向一致而间隔不等。
(2)特殊画法①沿零件的结合面剖切和拆卸画法在焊接结构装配图中,为了把装配体某部分零件表达得更清楚,可以假想沿某些零件的结合面进行剖切或把某些零件拆卸后绘制,拆卸后需要说明时可注上“拆下件××”。
①零件的单独画法在焊接结构装配图中,可用视图、剖视图或断面图单独表达某个零件的结构形状,但必须在视图上方标注对应说明。
(3)假想画法当需要在焊接结构装配图上表达某些零件的运动范围和极限位置时,可用双点画线画出该零件在极限位置的外形图;当需要表达本部件与相邻部件的装配关系时,可用双点画线画出相邻部分的轮廓线。
(4)夸大画法对于焊接结构装配图中的薄片零件、细丝零件、微小零件及较小的斜度等,允许该部分不按比例,夸大画出。
(5)简化画法①在焊接结构装配图中,对于小圆角、小倒角、退刀槽等零件的工艺结构可以不画。
①对于焊接结构装配图中若干相同的零件组,可详细地画出一组或几组,其余的以点画线表示中心位置即可。
①对于焊接结构装配图中标准件的一边应用规定表示法,而另一边允许用交叉细实线表达。
①当剖面的厚度等于或小于2mm,可用涂黑代替剖面线。
当两相邻剖面均涂黑时,两剖面之间应留出不小于0.7mm的间隙。
①当剖切平面通过某些部件的对称中心线或轴线时,同时这些部件为标准产品或已有其他图形表达清楚,该部分可按不剖绘制。
2、焊接结构装配图的尺寸标注焊接结构装配图中的尺寸标注不同于零件图,焊接结构装配图中不必标出全部尺寸,只需标注能够说明机器性能、工作原理、安装要求等信息的必要的尺寸,主要包括以下内容:(1)规格尺寸用于说明机械或部件的规格性能尺寸,是设计和使用该产品的重要依据。
装配工艺要求装配要求:1、装配要符合图纸一一装配时应按照施工图纸的要求,核对零部件、构件编号,安装位置及坡【I 方向是否与图纸一致2、装配定位焊要求 50m ■,焊角的高度|3、装配间隙要控制一一装配焊接要求严格控制精度,严禁出现超人间隙,根据船级社要求,①对接缝间隙:坡口根部间隙(a )标准:手工焊、CO2焊:aW3.5;C02单面焊带衬垫:2WaW8°超差处理:1)当5<aW16时(1):加衬垫,焊正面(2):去除衬垫,封底焊(如图1)。
2)当16V&W25时(1):加背垫,正面单侧成型后再焊主焊缝:(2):去除背垫,封底焊(如图2)o3)当a>25时,部分割换重新装配,割换高度人于等于300(如图3)。
同时割换必须取得现场主管的同意,严禁私自切割材料。
标准:aW2;超差处理:(1)当3<aW5时,增加焊脚尺寸(a-2)(图1)。
(2)当5VaW10时,开坡PI,用陶瓷角(图2)。
(3)10VaW16时,开坡「I,增设钢衬垫(图3)。
(4)当a>16时部分换新,割换高度人于等于300(图4):检査板配来料尺寸是否符合要求。
普通钢装配定位焊的长度应人于30-40mm,|高强钢定位焊长度为过:设计规定的焊缝的[定位焊间距b00~500mrrj :对于有预热要求的母材,在定位焊前同样要求预热,定位焊所用焊材和坡II 处理要求与正式焊接一致。
坡口型式图1②角焊缝间隙:耳300图31同时割换必须取得现场主管的同意,严禁私口切削材料。
当30W5时,增加焊脚尺寸(a-3);当a>5时重新装配。
③搭载间隙标准:,S超差处理:(1)(2)焊接工艺要求1、电焊工必须持证上岗,禁止越级焊接。
2、不合格焊材禁止使用一一检查施焊用的焊剂是否经过高温烘焙,是否为正确焊丝品牌和规格。
若发现氐标识、潮湿的;3锈或污染的焊接材料应立即予以清除;3、焊埜磨要求一一焊前所有坡II必须进行打磨,打磨范鬧为整个坡II面及坡II面两侧20mm范围,要求打磨出金属光泽,以去除毛刺、底漆、油污、铁锈等杂质;焊缝坡II面打磨示意图(粗黑线部分需打磨)4、板厚要预热一一①当焊接坏境温度低于-5°C施焊一般强度钢的船体结构(船体外板和甲板等)和环境温度低于0°C施焊高强度钢时,均需进行预热,预热温度一般人于20°C左右。