发电机定子线圈绑带拉紧楔块更换
- 格式:doc
- 大小:30.54 MB
- 文档页数:17
马钢热电厂CCPP机组发电机定子更换作业摘要论述马钢热电厂CCPP机组发电机定子吊装、牵移就位,扁担、吊具的计算关键字定子行车扁担液压提升装置1 概述马钢热电厂CCPP机组发电机定子由于故障需吊出更换,根据现场测量结果,定子宽度为2940mm,长度约为8330mm,拆除附件后重量为143t。
2 吊装方案选择因定子安装在CCPP机组汽机房内,且厂房内唯一的吊装机械只有一台75t行车,无法满足直接采用起重机械吊装出定子进行更换。
因此本次定子更换作业方案采用在汽机房行车上组合自制吊装梁系统,利用液压提升装置将原定子吊出从检修孔放至地面运走,再将新定子吊装就位。
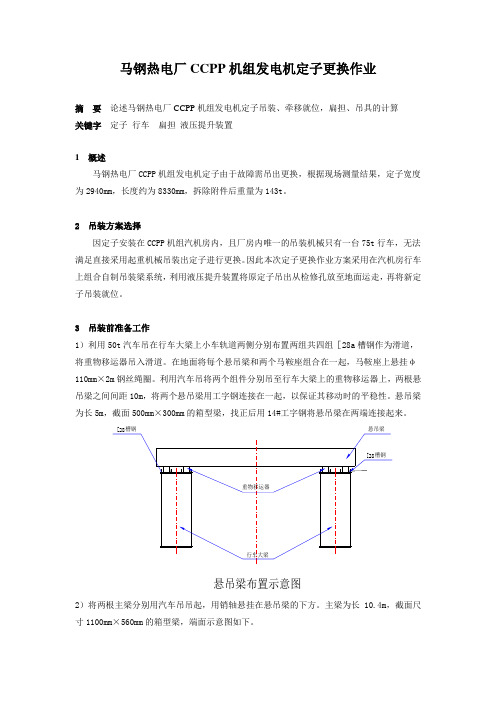
3 吊装前准备工作1)利用50t汽车吊在行车大梁上小车轨道两侧分别布置两组共四组[28a槽钢作为滑道,将重物移运器吊入滑道。
在地面将每个悬吊梁和两个马鞍座组合在一起,马鞍座上悬挂υ110mm×2m钢丝绳圈。
利用汽车吊将两个组件分别吊至行车大梁上的重物移运器上,两根悬吊梁之间间距10m,将两个悬吊梁用工字钢连接在一起,以保证其移动时的平稳性。
悬吊梁为长5m,截面500mm×300mm的箱型梁,找正后用14#工字钢将悬吊梁在两端连接起来。
悬吊梁布置示意图2)将两根主梁分别用汽车吊吊起,用销轴悬挂在悬吊梁的下方。
主梁为长10.4m,截面尺寸1100mm×560mm的箱型梁,端面示意图如下。
3)在每个主梁上的[28槽钢滑道内放入两个120T重物移运器。
下图为主梁侧面示意图。
主梁4)在运转层平台上将液压提升装置的千斤顶固定在支承梁的中间位置,每个千斤顶穿8根钢绞线。
然后整体吊放至主梁上的重物移运器上,两根梁之间的间距调整为2940mm,确定千斤顶中心线与定子吊耳中线一致后,将两根梁用14#工字钢在两端连接起来。
5)主梁调平后,将主梁的两个端面分别用工字钢连接起来形成方框。
6)固定液压提升装置下锚头,并将υ47mm×16m钢丝绳四股四挂在下锚头的横销上(注意一定要将绳头和绳腰挂在横销上)。

发电机定子接地故障分析及处理李广瑞;王玉江;李义忠;石立斌【摘要】盘电1号发电机曾于2005年2月26日发生定子接地故障.经采取了定子线棒局部更换处理办法,并历经一年时间运行检验,发电机运行情况良好.证明了此种处理方法的可行性,为以后同类型发电机此类缺陷的处理积累了经验.【期刊名称】《华北电力技术》【年(卷),期】2012(000)010【总页数】6页(P58-62,80)【关键词】发电机;线棒;聚四氟乙烯水管;绝缘损坏;接地【作者】李广瑞;王玉江;李义忠;石立斌【作者单位】中国神华国华电力分公司,北京100025;天津国华盘山发电有限责任公司,天津301900;天津国华盘山发电有限责任公司,天津301900;江苏国华陈家港发电有限公司,江苏盐城224631【正文语种】中文【中图分类】TM7440 引言天津国华盘山发电有限责任公司(以下简称盘电)两台发电机组均为俄罗斯列宁格勒电力工厂制造TBB系列水氢氢冷却发电机。
一号发电机型号TBB-500-2Ey3,视在功率588 000 kVA,频率50 Hz,有功功率500 MW,定子电压20 kV,定子电流17 kA,功率因数0.85,转子电压530 V,转子电流3 800 A,接法为双星,额定转速3 000 r/min,绝缘等级F,效率98.6%。
于1995年12月投产。
2005年2月26日19:42时,盘电1号发电机运行中突发接地故障,现将此次接地故障原因分析和处理过程总结如下,以供大家借鉴。
1 故障经过2005年2月26日19:42时,盘电1号发电机组运行,其有功负荷500 MW,无功86 Mvar。
发电机9号槽线棒温度显示异常,为59.4℃,其他线棒最高温度为54℃。
值长联系调度降负荷,同时通知热工人员校对测点。
20:05时,1号发电机无功负荷由86 Mvar降至24 Mvar。
20:06时,1号发电机9号槽线棒温度升至69.1℃。
20:36时热工人员对测点校对工作完毕,确认测点工作正常,此刻,9号槽线棒温度显示89.5℃且仍呈缓慢上升趋势。
同步电机更换定子线圈检修方案彭永泓一、故障线圈拆除1、准备工作①故障线圈拆除前,工作负责人应认真记录技术数据,重点是线圈跨距、接线方式等;②电机周围环境清扫干净,不应有杂物;③将定子线圈表面灰尘吹赶净;④做好检修前的安全确认工作,准备所需的工具如:榔头、断线钳、大电流发生器、直流表等;2、拆除故障线圈①将定子移位到便以检查的位置;②确认吊把线圈起始位置后,剪去绑扎绳及相互连接线,打出槽契,并注意底部层间槽契所垫块数、厚度;③用电流发生器加热吊把线圈,电流控制在额定电流,注意掌握吊把线圈的温度及电流经过吊把时用力均匀,力争一次到位;④对拆除的槽契、垫片统一收放,清洗烘干备用;注意垫片、压条及层间绝缘结构;⑤取出故障线圈。
二、定子嵌线与接线1、准备工作①故障线圈取出后,检查电子铁芯,消除毛刺;清除槽内杂物,保证槽内干净并喷半导体漆;②新线圈烘热除潮后(注意控制烘箱温度),按试验标准进行耐压试验,合格后放可使用;③准备好工器具、试验设备、摇表等;④准备好材料,涤玻、大小绑扎绳、槽契、热片云母带、黄蜡带、白沙带、浸渍漆、覆盖漆新线圈等;⑤下线前应对未取出的定子线圈做绝缘检查或耐压试验;确保完好。
2、嵌线①按曾记录数据顺序下入线圈;②按拆除是的绝缘结构放入槽底垫片、上下层垫条、打入槽契并垫实;③线圈下槽后应注意两端伸出长度保持整齐,线扎要稳固;④吊把线圈放入时,要注意加温电流及控制温度;⑤下好的线圈应做耐压试验,确保下入的线圈完好。
3、接线①按拆前记录的接线方式对好线头,及连接线进行焊接;②采用银焊,焊接时用温石棉对线圈进行隔热,防止线圈被灼伤;③检查焊接质量,清除焊接毛刺,合格后按绝缘规范进行包扎,工艺为黄蜡带六遍,云母带单层八遍,外层的白沙带;4、浸漆①电机盖上篷布,接好烘烤灯泡,分几个点接上温度计,线圈同交流电进行烘烤,电流控制在额定电流以下,注意监视烘烤情况,温度控制在80摄氏度以内;安排专人看护,并做好温度记录和绝缘记录:如烘烤温度达不到时,可考虑改变烘烤接线方式烘烤;②绝缘电阻合格稳定后,用1032漆喷浸两遍,烘干后用覆盖漆喷涤一遍,在烘干后整体分相做耐压试验,按大修后试验标准进行。

发电机定子线棒接地故障实例处理分析作者:邱少华刘跃王文武来源:《中国新技术新产品》2013年第15期摘要:本文简要介绍了水牛家电站2#机组线棒接地故障发生后的查找办法及原因分析,这对于同类水电厂处理线棒绝缘等类似问题有借鉴作用。
关键词:定子线棒;夹渣;接地中图分类号:TM311 文献标识码:A1概述水牛家电站是火溪河一库四级梯级开发的龙头水库电站,大坝高108m,库容1.4亿m3。
厂房内安装2台35MW立轴混流式水轮机发电机组,均为东方电气集团东方电机有限公司制造,型号为SF35-12/3840,额定功率35MW,额定电压10.5kV,额定电流2199A,定子绕组接线方式为Y接线,额定功率因素0.875,额定转速500r/min,于2007年5月1日投产。
运行中,出现水牛家2号机组定子C相非直接接地。
经多方面检查,判定为因绝缘制造过程中有夹渣的制造缺陷而致定子线棒存在绝缘薄弱点。
2故障过程2.1故障发生水牛家水电站2号机组运行过程中,发出“定子接地故障”报警信号,申请调度同意后停机检查。
通过检查机组WFB-811保护装置和监控系统事件记录:A相电压6.47kV、B相电压7.34kV、C相电压4.55kV,零序电压27kV。
初步判断为发现定子线棒C相存在高阻接地现象。
2.2故障点的查找查找发电机定子线棒接地点,有的简单,凭肉眼外观就能发现;有的棘手,常规方法很难找出故障点。
在退出发电机出口电压互感器,解开中性点铜排等措施后,首先通过2500V摇表摇对地绝缘,A、B相绝缘在20GΩ以上,C相绝缘仍为70kΩ左右,确认C相接地。
外观检查发电机本体、定子上下端部、发电机封母等处,均没有发现明显损伤和焦黑痕迹。
对于有过渡电阻的水轮发电机组定子接地故障常用的有:(1)泄漏电流法。
直流耐压试验中当直流电压加在线棒上时,用金属叉具探测存在绝缘缺陷的线棒端部电压,根据电压或泄漏电流变化来判断;(2)绝缘破坏法。
采用突然加直流高压或加交流电压(如5kV,10kV,20kV逐渐加压)的办法将经小过渡电阻的接地击穿成直接接地,加压时在保证安全的情况下,须派人监视发电机放电点;(3)二分法。
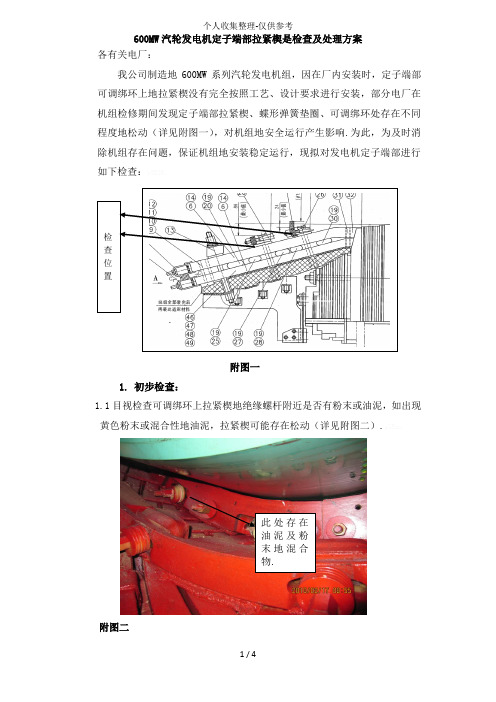
600MW汽轮发电机定子端部拉紧楔是检查及处理方案各有关电厂:我公司制造地600MW系列汽轮发电机组,因在厂内安装时,定子端部可调绑环上地拉紧楔没有完全按照工艺、设计要求进行安装,部分电厂在机组检修期间发现定子端部拉紧楔、蝶形弹簧垫圈、可调绑环处存在不同程度地松动(详见附图一),对机组地安全运行产生影响.为此,为及时消除机组存在问题,保证机组地安装稳定运行,现拟对发电机定子端部进行如下检查:附图一1. 初步检查:1.1目视检查可调绑环上拉紧楔地绝缘螺杆附近是否有粉末或油泥,如出现黄色粉末或混合性地油泥,拉紧楔可能存在松动(详见附图二).附图二此处存在油泥及粉末地混合物.1.2观察碟形绝缘垫圈外表面覆盖地绝缘漆是否完好.定子端部地绝缘漆为红色,碟形垫圈外表面如无红色绝缘漆,露出黄色,说明垫圈不是锁紧状态,垫圈和螺杆可能已经松动(详见附图三).此处存在黄色痕迹,出厂时已经喷红色漆附图三1.3用0.10mm塞尺测量拉紧楔与鞍块间隙,沿拉紧楔宽度方向不能超过1/3宽度,否则视为存在问题.测量蝶形垫圈间隙应在1.0mm-1.2mm之间.1.4用手锤从楔块地大头侧向小头侧敲击,然后目视垫圈是否有明显变化,如有明显变化并试把紧绝缘螺杆直至敲击拉紧楔大头端绝缘垫圈物无明显变形为止.对于出现较大松动地,应确认拉紧楔与绝缘螺杆间是否涂胶固定,如没按照工艺要求涂胶,应将拉紧楔与绝缘螺杆分开刷胶处理后把紧(详见附图四).附图四1.4如螺杆不能旋转,旋紧绝缘螺母压紧碟形绝缘垫圈,反复3次.如果绝缘螺母与锁紧绳之间形成明显地空隙,仍然说明拉紧楔已经松动(附件五).1.5检查拉紧楔与绑环、鞍块间是否存在松动、位移及松动后出现碰磨产生地环氧粉末,绝缘垫圈、绝缘螺杆间是否磨损折断情况.1.6检查绑环与线圈间是否出现适形层开裂、绝缘破损情况,周边绕组是否存在因绝缘螺杆、螺母脱落造成磨损地情况.1.7以上检查完成后必须及时记录,并向公司内反馈,以便公司根据现场地实际情况决定处理方案.版权申明本文部分内容,包括文字、图片、以及设计等在网上搜集整理.版权为个人所有This article includes some parts, including text, pictures, and design. Copyright is personal ownership.Zzz6Z。
60MW发电机定子线圈改造更换技术协议第一篇:60MW发电机定子线圈改造更换技术协议60MW发电机定子线圈改造更换技术协议我厂(以下简称甲方)QFS-60-2,容量60000KW,定子额定电压10500V,电流4124A,绝缘等级B级,由北京电力设备总厂制造的发电机,由于定子线圈绝缘老化及其它原因决定对线圈进行全部改造更换,经招标由哈尔滨电机厂电机修造厂(以下简称乙方)中标承担此项工作,为此特制定以下技术协议。
1.乙方对此次线圈的更换改造工作的质量标准,应按投标文件中规定遵循的质量标准执行,并符合电机制造相关的各项标准以及电力生产反事故措施的各项规定。
2.乙方应保证该发电机线圈改造更换后主要几何尺寸不变,绝缘等级为F级,制作全部线圈(84根)以及备品备件,使电机达到B级以上耐热等级要求。
线圈制作可根据甲方现有备用线圈的形状和尺寸。
满足原定子下线的安装尺寸。
线圈的空心导线的连接按哈尔滨电机厂200MW的发电机的空心导线的连接结构,既在制作线圈时将水接头焊好,直接做水压试验和汽密试验。
3.乙方应制作较线模一套来检验原线圈尺寸的准确性,重新设计线圈的图纸。
按重新设计的线圈图纸设计线圈的制作模具。
4.乙方应对发电机上下层线圈之间和线圈回水测温元件全部更换及测点接线板更换工作,采用PT100铂电阻测温元件。
发电机槽内的测温元件的安装采用模盒式的方法,使元件保证安全。
摆放的位置尽量保持原有的设计位置。
发电机线圈、压板结构、支架、槽楔、测温元件和回路、发电机引出线、冷却水回路、汇水环等的制造、安装、装配、调试工作达到发电机的设计要求和现行国电集团和原国家电力公司反措要求的技术要求。
5.乙方应对发电机定子聚四氟乙烯引水管全部更换,更换的绝缘引水管采用哈尔滨电机厂现行的标准设计。
上、下层线圈的汇水接头采用200MW发电机的形式。
6.乙方应对发电机定子出线侧环行引出线进行改造和更换。
更换后的引出线能保证和原发电机母线桥铜排的软连接铜排的连接。
3#机发电机线棒更换及铁芯松动处理3#机组定子线棒更换及铁芯松动处理总结湖南省大源渡航电枢纽管理处维护部二〇一一年六月八日1、231#、232#槽上层线棒更换处理过程如下:1)准备a)拆出2个磁极,将转子拆出2个磁极的空挡,盘车至需要更换的线棒处。
b)使用前要做好各种配方,混合比的验证。
需用的槽楔、垫条、垫块使用前均需烘干,定向玻璃丝绑带应在200℃温度下进行脱蜡处理。
需浸胶处理的绑带,适形毡等,应在使用前行进行浸胶处理。
2)定子线棒拆除a)定子线棒接头绝缘盒拆除将转子抽出2个磁极的空档需盘车到需要更换的线棒处,然后将更换的线棒编号,在定子线棒上下端头位置做好标记,在更换的定子线棒周围铺垫彩条布。
用錾子或铁柄起子敲掉定子线棒上下两端绝缘盒及绝缘盒内灌注胶等填充物清理干净,露出线棒连接块,在拆除绝缘盒时,注意用力不要使线棒受力过大,不应损伤铜线及定子线棒绝缘及附近绝缘,接头绝缘剥尽后,将铺垫彩条布与残渣一起清理。
b)定子线棒接头并头片焊开将中频焊机从灯泡体吊至指定位置,连接好电源,中频焊机接线必须保证总电源开关容量满足焊机启动、运行要求。
使用中频焊机进行加热,使定子线棒并接头开焊。
将中频焊机感应线圈夹紧线棒并头片,线缝及附近绝缘处用湿石棉布、石棉板堵好。
启动中频焊机,调整中频焊机的功率,待并头片变红时,焊料熔化,用扁铲、撬棍等工具将并头片与定子线棒端头分开,分开时一定要检查分开是否彻底。
加热的时候,用湿棉布将线棒的绝缘部分包住,并不时的加冷却水;依次将上下两层线棒并头片焊接连接处焊开。
在焊开线棒并头片过程中及时清理焊料,避免烧伤和损伤其它线棒绝缘。
c)线棒槽楔及垫块退出割除线棒上、下端槽楔的绑绳,用橡皮锤敲打槽楔工具(根据现场实际情况加工),将槽楔及槽内垫条自上而下退出;槽楔退出后,割除线棒上下两端定制线棒绑线,取出线棒之间的垫块及适形毡,在敲垫块过程中不能损伤相邻线棒绝缘,敲击时力度适当,注意垫块松动情况,禁止重锤敲打。
发电机定子线圈拉紧绑带的楔块更换
一、检查时在拉紧楔块和鞍块交界处用记号笔画一条刻度线。
(如图中红线)
(检查时:楔块尾部至标识线距离称为A :按标准不应低于15mm
楔块头部至标识线距离称为B:按标准原始值为44mm,此值增大代表拉紧楔块已经有往内拉紧。
(B距离需要将楔块敲出来后才能检查到)。
新锲块加工标准:总长度为66mm±2mm,A不小于22mm±2mm,B不大于44mm±2mm)
测量蝶形垫块间的间隙,用1.2mm厚的塞尺插入蝶形垫块间缝隙,若能直接插入抵住内圈的胶木螺杆,则此间隙不合格,说明楔块有松动。
二、拆除拉紧楔块螺杆上的锁紧绳子(被环氧胶凝固),用热风枪加热,然后尖嘴钳拆除。
三、用24的扳手拆卸楔块螺杆上的锁紧螺母。
四、拆松锁紧螺母后,然后用胶皮垫在螺母头部,用锤敲出楔块。
五、敲松后拆卸螺母和蝶形垫块取出楔块
六、取下后的楔块、螺母、蝶形垫块。
(楔块上的蓝色记号笔画的线就为标识线)
、
七、测量标识线前后的长度 A 和B
八、#2机发电机的18个点实际测量值
九、未加工前新楔块比尺寸,找标示线。
(用锤子敲入鞍块内,顶住后停止敲击,此时画出连接部位的标识线。
十、编号画出每一个楔块标识线后,按照标准A距离22mm±2mm,
B距离44±2mm加工,切割掉多余的楔块。
(切割多余楔块前先用到刀去除多余楔块表面的环缘层,以防加工去除多余楔块时伤到留下楔块的环缘层。
十一、加工好的楔块在螺杆上打蜡然后热风枪加热后,准备回装。
十二、同拆除顺序相反敲入楔块回装,上蝶形垫圈,上锁紧螺母(螺母紧时要适度,受力后停止),测量蝶形垫圈间间隙达到标准值后(1.2mm 塞尺塞不进去),就可以不用再紧固螺母。
并绑紧固定,并在绳子上涂上绝缘胶,待胶凝固,便处理完成。