卷筒纸印刷机的输料装置
- 格式:doc
- 大小:28.00 KB
- 文档页数:5

复习思考题第一部分印刷设备绪论1、按照印版和纸张类型,印刷设备可以进行怎样的分类?1)印版:平版印刷机:凸版印刷机:柔版印刷机:凹版印刷机:丝网印刷机:数字印刷机:2)给纸方式:单张纸印刷机,卷筒纸印刷机,3)纸张幅面:全张纸印刷机,对开印刷机,四开印刷机,八开印刷机4)纸张面数:单面印刷级,双面印刷机,可翻转印刷机5)纸张色数:单色印刷机,刷色胶印机,四色印刷机,多色印刷机2、单张纸和卷筒纸印刷机的基本组成及作用是什么?输纸装置:为印刷部分连续稳定提供纸张,主要包括输纸台,飞达,输纸板等;定位装置:实现纸张进入印刷机之前准确定位,包括前规和侧规;递纸装置:实现纸张从前规到印刷机组之间传递,主要部分是递纸牙印刷装置:通过滚筒之间合压变化实现图文部分油墨转移润湿装置:为印版空白部分提供均匀水膜输墨装置:为图文部分传递油墨收纸部分:将印刷后纸张连续稳定传递到收纸台上,实现纸张闯齐第二部分单张纸平版印刷设备1、在目前印刷市场上,主要进口的单张纸平版胶印机品牌有哪些?海德堡•曼罗兰•高宝•小森•三菱•2、你了解这些专业名词的作用和装置的使用要求吗?分纸吸嘴:将纸堆一张张分离,交给递纸吸嘴,成对使用,对称安装;可调吸嘴高度,吸嘴高度,吸气风量递纸吸嘴:接过分纸吸嘴的纸张,向前输送,成对使用,对称安装;可调横向位置,吸嘴高度,风量大小,纸张歪斜压纸吹嘴:压纸,吹气,探纸,一个,装在纸张宽度尺寸中心;可调安装位置,压脚高度,升纸距离,吹气风量双张控制器:检测输纸过程中误送双张或多张纸,防止多张进入输纸台,发信号,给纸机停转等连锁动作3、你了解这些专业名词的含义吗?变速输纸:输纸台上纸张以变速方式输送,在远离前规是高速,靠近时为低俗,有利于稳定输送和准确定位重叠输纸:也即连续输纸,一旦纸堆上前一张纸纸尾离开分纸装置位置,分支装置就可以在第二张纸递送过程中分离下一张纸,导致相邻前后两张纸在输纸台上是重叠的。
不停机给纸:飞达:单张纸给纸机被称为飞达4、说出纸张在给纸机上从分纸至输送的完整工艺过程。
软包装凹版印刷机主要装置二、主要装置卷筒式多色凹印机的给料放卷装置、收料复卷装置与其他一般印刷机相同。
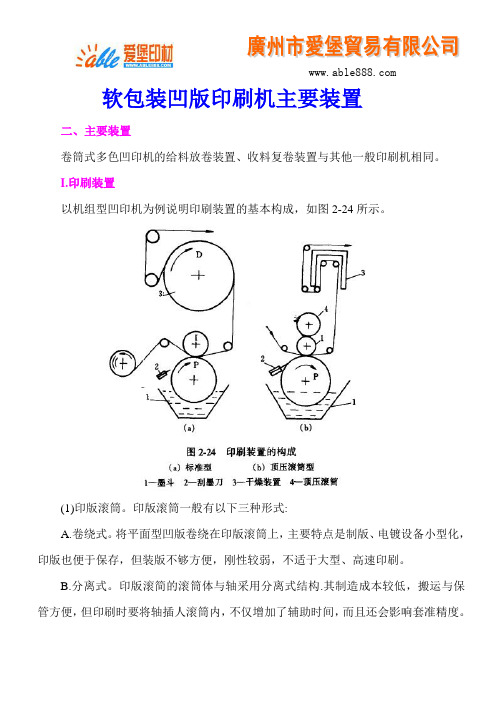
I.印刷装置以机组型凹印机为例说明印刷装置的基本构成,如图2-24所示。
(1)印版滚筒。
印版滚筒一般有以下三种形式:A.卷绕式。
将平面型凹版卷绕在印版滚筒上,主要特点是制版、电镀设备小型化,印版也便于保存,但装版不够方便,刚性较弱,不适于大型、高速印刷。
B.分离式。
印版滚简的滚筒体与轴采用分离式结构.其制造成本较低,搬运与保管方便,但印刷时要将轴插人滚筒内,不仅增加了辅助时间,而且还会影响套准精度。
C.整体式。
凹版印刷所需要的印刷压力一般为12一15MPa,为提高印版滚筒的刚性,故一般采用这种结构,主要特点是印刷准备时间较短,套准精度较高,其应用较为广泛。
(2)压印滚筒。
压印滚筒不靠齿轮驱动,而是由与印版滚筒的接触摩擦力带动其回转。
因此,压印滚筒的直径不需要与印版滚简保持一定的比例关系,但应有较高的正圆度和圆柱度要求。
同时,压印滚筒表面应包有10mm左右厚的橡皮。
此外,为增加印刷压力,可在压印滚筒上方增设顶压滚筒{图2-24(b)}.墨斗由不锈钢材料制成,并保证有足够容积。
刮刀一般由弹簧钢片经精密加工而成,保证刃口必须平直、光滑。
刮刀的位置与角度应能在一定范围内进行调整,同时设有轴向往复移动装置,以提高刮墨效果。
3.干燥装置在高速多色凹版印刷机中,各机组之间一般都设有干燥装置。
干操装置主要有两种类型,即干燥滚筒和热风干燥装置。
(1)干燥滚筒(图2-24 (a))。
采用蒸汽加热或电加热方式使干燥滚筒表面辐射热能,印刷品直接与干燥滚筒表面接触使印迹固化。
这种干操装置干燥效果较好,应用较为广泛,但容易引起承印物的变形。
(2)热风干燥装置。
热风干燥装置的基本构成如图2-26所示。
本装置由发热装置、通风装置和排气口组成热风干燥室,印张从干燥室内通过进行干燥。
通过调节风量大小来控制干燥速度。
这种干燥装置印张变形较小,有利于保证印品质量。
印刷机的控制系统印刷机自动控制系统概述2.2印刷机的控制系统印刷机的控制系统主要包括输纸控制、纸张检测与水墨控制、印刷机的调速以及自动套准,在卷筒纸的印刷中还要有断纸检测和张力控制。
其中最重要的就是速度调节和张力控制,这是印刷机控制中的关键部分。
2.2.1输纸控制输纸是印刷的一个重要工序,各种印刷机的输纸方式是不同的。
早期生产的单张纸(即平板纸印刷机及现在仍在使用的一些小型凸版印刷机,采用的是手工输纸方式。
手工输纸劳动强度大、效率低、准确性差,因此不能适应现代化印刷机的需要。
随着印刷机性能的提高,单张纸印刷机的输纸越来越向机械化、自动化方向发展,因而产生了各种类型的自动输纸器(或称自动输纸机。
另外,卷筒纸印刷机的输纸装置也在不断向气动、电动等自动化方向发展,输纸控制电路越来越复杂。
单张纸输纸器可分为摩擦式与气动式两种类型,其中气动式自动输纸器根据传纸方式又分为序列式(间歇式和重叠式(连续式两种,序列式输纸机只在小幅面和低速印刷机上使用。
现在一般使用的多为重叠式自动输纸器,其控制电路有动力传动、纸堆台快速升降、纸堆台自动上升、输纸泵控制、输纸安全杠、双张检测、折角及前规检测等。
输纸器又包括全张输纸器、对开输纸器和卷筒纸输纸装置。
其中卷筒纸输纸器的双纸卷输纸装置纸架的回转和平移均采用电动机控制。
在纸架回转控制中,通过电压信号,控制电机的正反转使纸架按顺时针方向和逆时针方向转动,从而控制纸架的回转和上、下纸架;而在纸卷的平移印刷过程中,根据出纸折叠情况,由电压信号通过中间继电器的吸合和释放控制电机左右移动,并使用限位器控制其行程;为了安全,纸架的正、反回转与左、右平移,都采用继电器作互锁,以保证进行某一项操作时,其它操作停止工作。
在输纸控制中,由差动变压器作反馈,输出的控制电压由转换开关进行切换,控制输纸电机的起停。
2.2.2纸张检测纸张检测是保证印刷质量、减少纸张浪费的重要环节,随着印刷机高速化的发展,纸张检测的重要性就更为突出。
卷筒纸胶印机简介卷筒纸胶印机是一种用于印刷的设备,它能够高效地将油墨传输到卷筒纸上,用于大规模印刷作业。
本文将对卷筒纸胶印机的工作原理、应用领域以及发展趋势进行介绍。
工作原理卷筒纸胶印机采用胶印技术进行印刷。
它主要由印刷机架、卷筒纸供给系统、墨斗系统、油墨传递系统、印刷板、平衡系统和烘干系统等组成。
卷筒纸胶印机的工作过程如下:1.卷筒纸供给系统将卷筒纸送入印刷机架,卷筒纸通过张力控制系统保持稳定的纸张张力。
2.墨斗系统将油墨均匀地涂布在印刷板的图案部分。
3.油墨传递系统将油墨从墨斗输送到卷筒纸上,油墨与印刷板的图案部分接触,形成印刷效果。
4.印刷板的平衡系统保持印刷板的稳定性,确保印刷质量和精度。
5.烘干系统对卷筒纸进行烘干,以加速油墨的固化和卷筒纸的干燥过程。
应用领域卷筒纸胶印机广泛应用于各个行业的大规模印刷作业。
以下是卷筒纸胶印机的主要应用领域:包装印刷在包装印刷领域,卷筒纸胶印机可以高效地印刷纸盒、纸袋等包装材料。
它能够实现高精度的印刷效果,并且具有高速印刷的能力,适用于大批量包装印刷作业。
印刷出版在印刷出版领域,卷筒纸胶印机可用于印刷书籍、杂志、报纸等出版物。
它能够实现高品质的印刷效果,并且具有较高的生产效率,适合于大规模的印刷出版作业。
广告宣传卷筒纸胶印机在广告宣传领域也有广泛的应用。
它可以印刷各种广告宣传材料,如海报、宣传单页、传单等。
通过卷筒纸胶印机的高效生产能力,可以快速印刷大量的广告宣传材料,满足广告宣传的需求。
发展趋势随着技术的不断发展,卷筒纸胶印机也在不断演进。
以下是卷筒纸胶印机的一些发展趋势:数字化印刷数字化印刷技术的发展对卷筒纸胶印机产生了重要影响。
数字化印刷技术可以提供更高的印刷分辨率和更广泛的颜色范围,使得卷筒纸胶印机能够实现更高品质的印刷效果。
自动化控制随着自动化技术的发展,卷筒纸胶印机的自动化程度也在不断提高。
自动化控制系统可以实现印刷过程的自动调整和监测,提高印刷质量的稳定性和可靠性。
卷筒纸印刷机的输料装置
姓名:王文明
学号:1102064227
卷筒纸印刷机的输料装置
在卷筒纸印刷设备中输纸装置的工作稳定性直接影响到产品的质量和生产速度。
目前,高档纸卷筒印刷机所配备的输纸装置虽然稳定性高,自动化程度高,单价格也高,一般用户难以接受,多数仍在使用手动操作,导致生产准备时间长,劳动强度大,而且设备稳定性差。
因此设计实用型输纸装置非常必要,而且长期以来输纸装置的核心技术长枪兵国外少数厂家所控制。
目前国内外已经有很多学者对卷筒纸输纸装置进行研究与探讨《机械动力学分析》对卷筒纸开卷部分的动力学进行了分析与研究,为了张力控制提供了理论研究,单在输纸部分机械稳定性方面每一张进一步讨论。
事实上,机械工作的不稳定是导致输纸装置不能可靠工作的主要因素。
《新型送纸架的设计与控制分析》对卷筒纸输纸部分进行了动力学分析,研究了纸卷固定架的承载能力,为进一步的动力学分析提供了帮助。
《转轮型印刷机的设计与计算》《自动印刷机》对输纸装置结构进行了详尽分析,为输纸装置结构设计计算提供了帮助。
《纸张特性对印刷品质量的影响》对高速切铣削系统稳定性进行了研究,其研究方法对输纸装置稳定性分析有一定的指导作用。
卷筒纸的给纸系统是用于向印刷机组供纸,控制纸带运动,保障纸带稳定的印刷所需的纸带张力在卷筒纸胶印机上,纸张是以纸带的形式从供纸机上展开并连续供给印刷装置。
为了提高生产效率,减少纸张浪费,大多数供纸机具有张力自动控制系统和自动换纸卷(自动接纸)装置。
目前我国引进的先进的卷筒纸胶印机配置的供纸机绝大多数都是MEGTEC公司的产品,下文以使用最多的MEG DLP型供纸机为例,介绍卷筒纸供纸装置的张力控制原理及工作过程。
张力自动控制系统
卷筒纸印刷时,纸带必须具有一定的张力,以便控制纸带的运动,保证纸带在印刷过程中张力大小恒定不变。
因为,张力太小会导致纸带松弛、皱褶、套印不准等弊病;张力过大,会增加机器的负荷和增加纸带的应力,且超过其强度极限就会断裂;张力不稳定,纸带会发生跳动,以致于会出现套印不准、重影等问题。
因而在印刷生产过程中,为保持印品的品质和生产效率,保持恒定的纸带张力是十分必要的。
对于供纸机来说,使纸带向前运动的拉力一般由印刷滚筒产生,由于纸卷不圆或纸张的不均匀,印刷滚筒的凹槽或其他因素都会引起纸带张力的波动。
纸卷制动器如果不能迅速及
时地调整制动力,就会造成进入印刷装置的纸带张力波动过大。
为了精确控制进入印刷装置的纸带张力,目前大多数进口印刷机是采用电动机驱动的送纸辊产生拉力,也称二次张力系统。
送纸辊安装在印刷装置与供纸机之间的纸路上,强制驱动纸带运行,使纸卷打开段,纸带张力的波动不致于直接影响送纸辊以后的纸带张力,保证进入印刷装置的纸带经过两次张力控制后具有较稳定的张力。
二次张力系统的制动原理是依靠纸带的速度与送纸辊的线速度之差,通过摩擦实现制动的;通常,送纸辊的线速度小于纸带的速度,通过从印刷机主控制台遥控调节送纸辊与印刷滚筒的转速比,即可使进入印刷装置的纸带获得大小适宜的张力,以达到精确控制进入印刷装置的纸带张力的目的。
为了使纸带张力保持恒定,纸卷制动器必须能够根据纸带张力波动的情况自动进行调整,以保证纸带匀速、平稳地进入印刷装置。
在机器稳定运转期间,应保证纸带张力稳定在给定值上,在启动和刹车期间防止纸带过载和随意松卷。
在生产过程中,随着纸卷尺寸的不断减小,为保持纸带的张力恒定,需对制动力矩进行相应地调整。
MEG DLP1000型供纸机纸卷的制动采用轴制动方式,在纸卷芯部轴端设置闸瓦,制动力的加载方式为气压式,即气动式张力控制系统。
当纸卷刚开始印刷时,纸卷直径较大,纸卷在打开过程中纸带速度保持不变。
但纸卷渐渐减小,纸卷角速度不断增大,也就是说纸卷以一个与角速度相同的方向的角加速度旋转,需要加上一个惯性力矩,同时由机械传动摩擦产生一个阻力矩。
在不考虑惯性力矩和阻力矩的条件下,为保证纸带张力稳定运行,应满足下式:
F×R = T×r
式中: F——纸带张力;
R——纸卷半径;
T——纸卷轴芯的制动力;
r——纸卷轴芯制动力矩半径。
在印刷过程中,纸卷半径会越来越小,如果不改变制动力大小,则纸带张力会越来越大,并最终使纸带断裂。
为了使纸带张力恒定不变,随着印刷的进行,纸卷半径的减小,制动力必须以一定的规律随之减小。
纸带张力传感器是安装在浮动辊支架轴端处的电位式角位移测量装置,纸带张力大小可以在供纸机的操作面板上设定,也可以在印刷机的中央控制台上设定。
张力值设定后,控制电路将电压信号通过电/气转换器(电/气比例阀)转换为气压信号来控制浮动辊气缸的气压大小,
使浮动辊上升。
张力传感器为绕式滑动电阻,当浮动辊摆动时滑动触点的电压会相应地变化。
这个电压变化信号进入控制电路并经放大变换后,通过电/气转换器转换为气压信号即可控制纸卷轴芯处的气动摩擦片气缸的气压大小,从而改变纸卷制动力的大小,以保持系统所需的张力值。
浮动辊气缸压力使浮动辊向上升,纸带张力使浮动辊下降,当纸带张力等于设定张力时,浮动辊处于中间平衡位置,当纸带张力小于设定张力时,浮动辊上升,当纸带张力大于设定张力时,浮动辊下降。
当因某种原因引起纸带张力改变时,浮动辊会绕其支点摆动一个角度,角位移电位式测量装置即发出相应的电压信号,反馈至控制电路,控制器经过计算,自动向制动控制电/气转换器输出控制信号,使气动摩擦片气缸的气压大小改变,制动力距相应变化,纸带张力恢复到设定值,浮动辊再回到中间平衡位置,从而实现纸带张力的自动控制。
浮动辊除了具有检测纸带张力大小的作用外,还具有减震作用,浮动辊可以吸收或缓冲张力跳动对系统的影响,同时也能减弱由于纸卷的圆度误差、速度变化或其他因素造成的张力不稳。
但在纸卷的圆度误差较大或纸带张力波动较大,浮动辊也不能根本解决问题。
自动换纸卷装置
采用自动换纸卷装置可以不停机连续进行印刷,这不仅减少了许多停机时间,而且避免了重新调整输墨量、润版液、纸带张力以及套准调整,提高了印刷效率,节约了生产成本。
自动换纸卷装置的工作原理是,印刷过程中,当纸卷小到一定直径时,检测装置会发出信号,控制电路使纸卷回转支架开始回转,转到自动接纸的位置。
由测速辊轴一侧的脉冲信号触发器(测速器)测量出印刷纸带的速度大小,旧纸卷轴端的接近开关测得纸卷的转速信号,经过内部控制电器的运算处理,得出旧纸卷的直径大小。
纸卷支架回转的角度应保证新纸卷与旧纸卷的距离适当,这个距离由光电系统控制。
在供纸机的两侧墙板上安装有光源和光传感器,当准备接纸的新纸卷转到电光管和传感器之间时,遮住光束,中间继电器开始动作,使纸卷回转支架的驱动电机断电,纸卷回转支架停止回转,自动接纸位置确定。
新纸卷到达预定位置后,接合臂的接合辊和裁刀立即摆到接纸位置。
气缸控制加速臂下降使摩擦皮带与新纸带表面接触,加速皮带驱动电机带动摩擦皮带,利用摩擦带与新纸卷表面的摩擦力带动新纸卷加速转动。
在供纸机上有2个脉冲信号触发器,一个安装在测速辊轴端,用于测量正在印刷纸带的速度;一个安装在加速皮带驱动电机轴端,用于测量加速皮带驱动电机的转速,从而得出新纸卷的线速度。
之后,两个脉冲信号在控制电路内反复进行比较,直到新纸卷的线速度与正在印刷纸带的线速度相等,并将其速度进行锁定,为自动接纸
做好准备。
当旧纸卷直径减小到与设定的接纸直径相等时,控制电路发出接纸信号。
这时,光电检测器检测到新纸卷接头位置,即黑色贴标,确定刀架的起落时间。
在检测的同时,接合臂与裁刀摆到接纸位置进行接纸,裁刀裁断旧纸带。
连接后旧纸带应立即制动,以防止散乱而影响正常供纸。
同时,加速臂抬起,接合臂抬起,新纸卷开始供纸,纸卷回转支架转动使新纸卷达到工作位置,旧纸卷到达装卸纸卷位置,自动接纸完毕。
卷筒纸胶印机要求自动接纸装置必须准确可靠,因为自动接纸失败势必要重新穿纸和擦洗橡皮滚筒等,这样所损失的时间比几次人工接纸的时间还要长。
因此在接纸操作中,应在指定的位置粘贴用于检测接纸位置的黑色标记;贴双面胶带时要留出加速皮带占用的位置,纸卷外层要绷紧贴实,中间不能有空气,以防止在皮带加速时接头脱落。
卷筒纸不圆时要适当降低印刷速度接纸,以免高速运转时,因接纸而使纸卷跳动,从而影响印刷工作的正常进行。