钛基氧化钌电极在油田污水处理中的研究
- 格式:pdf
- 大小:125.11 KB
- 文档页数:4

《高级氧化技术处理油田水中污染物的研究》篇一一、引言随着工业化的快速发展,油田开发过程中的水污染问题日益突出。
油田水中含有大量的有机物、重金属和放射性物质等污染物,对环境和人类健康构成严重威胁。
传统的水处理技术往往难以有效去除这些污染物。
因此,研究并开发高效、环保的油田水处理技术显得尤为重要。
高级氧化技术作为一种新兴的污水处理技术,因其具有高效、无二次污染等优点,在油田水处理中得到了广泛的应用。
本文将就高级氧化技术处理油田水中污染物的相关研究进行探讨。
二、高级氧化技术的原理及特点高级氧化技术(AOPs)是一种利用强氧化剂产生羟基自由基(·OH)等活性物种来降解有机污染物的技术。
其基本原理是利用强氧化剂(如臭氧、过氧化氢等)产生的高活性羟基自由基(·OH),与有机物发生加合反应或电子转移反应,将其转化为低毒或无毒的小分子物质。
其特点包括:1. 反应过程中产生的羟基自由基具有极强的氧化能力,能够迅速地与有机物发生反应;2. 对难降解的有机物具有很好的处理效果;3. 反应条件温和,无需高温高压;4. 无二次污染,处理后的水体无有害残留。
三、高级氧化技术在油田水处理中的应用1. 臭氧氧化法臭氧氧化法是利用臭氧的强氧化性来降解油田水中的有机污染物。
该方法操作简便,处理效果良好。
研究表明,臭氧氧化法能够有效去除油田水中的石油类物质、苯系物等有机污染物。
2. 光催化氧化法光催化氧化法是利用光催化剂(如二氧化钛等)在光照条件下产生羟基自由基等活性物种来降解油田水中的有机污染物。
该方法具有反应条件温和、无二次污染等优点。
研究表明,光催化氧化法对油田水中的多环芳烃、染料等难降解有机物具有较好的处理效果。
3. 湿式氧化法湿式氧化法是一种在高温高压条件下利用氧气或空气作为氧化剂来降解有机污染物的技术。
该方法能够有效地去除油田水中的石油类物质、硫化物等污染物。
虽然该方法需要较高的反应条件,但其处理效率高,具有较好的应用前景。
文章编号:100125620(2006)0420065204纳米TiO 2处理河南油田压裂废水技术研究王松1 曹明伟2 丁连民2 胡三清1 李涛1 曾科1(1.长江大学化工学院,湖北荆州;2.河南油田采油一厂,河南南阳)摘要 通过对压裂废液成分的分析,结合纳米催化氧化的原理和特点,提出了一套纳米光化技术处理压裂废液的方案,即:采用混凝—氧化—吸附—光化法处理压裂液,加入0.25g/L 混凝剂C 21、0.1g/L 助凝剂C 26、0.05g/L 助凝剂C 27、0.3mg/L 氧化剂O 21和1g/L 吸附剂A 21,最后进行光化处理。
处理后出水进入系统水后没有生成沉淀、气体等,对系统水水质没有较大改变,处理后出水的p H 值为7.11、含铁为0.5mg/L 、含油为0.5mg/L 、含硫为7.6mg/L 、细菌为76个/mL 、悬浮物为4.7mg/L ,达到了回注标准。
该技术已经在河南油田进行了中试,取得了较好的效果。
关键词 压裂液废液 环境保护 纳米 二氧化钛 光催化降解中图分类号:TE357.61文献标识码:A 20世纪70年代以来,国内外对压裂废水的处理进行了研究,先后研究出一些处理方法、处理药剂、处理装置等。
处理方法主要有:物理法、生物法、生物化学法、化学法和物理化学法等。
但是现有的处理方法技术不够成熟且缺乏广泛的应用性。
合理有效地处理压裂废水对解决油气田开发中由压裂作业过程中带来的环境问题有重要意义[1~3]。
1 纳米光催化氧化工业废水机理111 TiO 2的反应机理目前,研究最多的半导体光催化材料有Ti O 2、ZnO 、CdS 、WO 3、SnO 2等,其中尤以纳米二氧化钛的光催化研究最为活跃。
因为TiO 2化学稳定性高、耐光腐蚀,并具有较深的价带能级,催化活性好,可使一些吸热的化学反应在光辐射的TiO 2表面得到实现和加速,而且TiO 2对人体无毒无害,成本较低。
Ti O 2光催化反应机理包括以下几个过程[4]。

用于氨氮废水处理的钛基锡锑电极的制备与性能研究的开题报告一、选题背景与意义氨氮废水是一种常见的废水类型,其存在对环境造成严重污染,严重威胁到生态系统的健康和人民的生命安全。
目前,处理氨氮废水的方法主要有生化法、物理化学法等,而基于电化学方法处理氨氮废水的研究还比较少,但是电化学处理方法具有处理效率高、能耗低、操作简便等优点。
钛基锡锑电极是近年来研究比较热门的一种电极,在废水处理领域也得到了广泛应用。
该电极材料具有反应活性高、表面积大等特点,在氨氮废水处理中也展现出了良好的效果。
因此,本研究以钛基锡锑电极为基础,探究其在氨氮废水处理中的应用性能,具有重要的科学意义和实用价值。
二、研究内容与方法本研究的主要内容是制备钛基锡锑电极,并对该电极在氨氮废水处理中的应用性能进行评价。
具体研究方法如下:1. 制备钛基锡锑电极在实验室条件下,采用化学还原法制备钛基锡锑电极。
首先将钛板作为基底,在其表面涂上一定厚度的金属氧化物,然后通过电化学还原法将金属氧化物还原为金属,得到钛基锡锑电极。
2. 评价钛基锡锑电极在氨氮废水处理中的应用性能采用常规的电化学方法,研究钛基锡锑电极在氨氮废水处理中的应用性能。
主要包括实验条件、电极反应机理、电极反应速率、稳定性等方面的评价。
三、预期结果与创新点预期研究结果包括:1. 成功制备出钛基锡锑电极,并对其进行物理化学表征。
2. 研究电极在氨氮废水处理中的应用性能,探究其反应速率、效率和稳定性等方面的表现。
3. 对电极反应机理进行分析,并构建反应机理模型。
本研究的创新点在于:1. 研究钛基锡锑电极在氨氮废水处理中的应用性能,为电化学处理氨氮废水提供了新的思路。
2. 通过研究电极反应机理,促进了对该电极材料的理解和掌握,为今后的电极材料研究提供一定的借鉴意义。
四、论文结构与进度安排本论文的主要结构包括:绪论、理论分析、实验方法、实验结果与分析、结论与展望。
预计在一年内完成实验数据的采集和分析整理,另外一年时间完成论文的撰写和修改。

钛电极在水处理中的应用
《钛电极在水处理中的应用》
钛电极作为一种新型的电化学材料,具有耐腐蚀、耐高温、高强度等优点。
近年来,钛电极在水处理领域得到了广泛的应用,其主要包括电化学氧化、电解消毒、电沉淀、电解还原等方面。
首先,钛电极在电化学氧化中发挥了重要作用。
通过钛电极进行电化学氧化可以去除水中的有机物、重金属离子、氨氮等有害物质,将其转化为无害的物质,使水质得到改善。
而且,钛电极的高耐腐蚀性能使其可以在酸、碱、盐等腐蚀性较大的环境下进行工作,使得其在水处理中的应用更加广泛。
其次,钛电极在电解消毒中也起到了重要作用。
通过钛电极进行电解消毒可以高效地灭活水中的细菌、病毒等微生物,达到净化水质的目的。
相比传统的化学消毒方法,钛电极的电解消毒更加环保且效果更好。
另外,钛电极还可以通过电沉淀去除水中的悬浮物、浑浊物等固体颗粒,提高水质的透明度。
同时,钛电极还可以通过电解还原将水中的重金属离子、有机物质等还原成不易溶解的物质沉淀下来,从而实现水质的净化。
总的来说,钛电极在水处理中的应用为水质净化、环境保护等领域提供了新的技术手段,其高效、环保、耐腐蚀等优点使得其在水处理领域有着广阔的发展前景。
随着科技的不断进步和应用技术的不断成熟,相信钛电极在水处理领域的应用会愈发广泛。
钌铱钛三元金属氧化物电极的性能研究
2016-09-28 13:30来源:内江洛伯尔材料科技有限公司作者:研发部
钌铱钛三元金属氧化物电极的性能研究
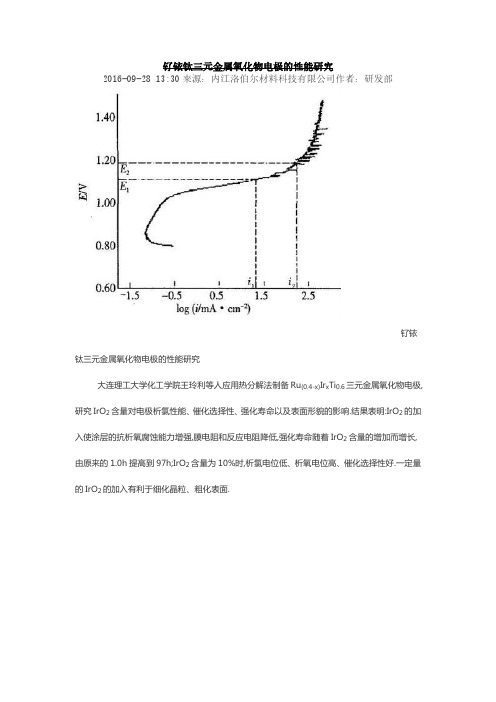
大连理工大学化工学院王玲利等人应用热分解法制备Ru(0.4-x)Ir x Ti0.6三元金属氧化物电极,研究IrO2含量对电极析氯性能、催化选择性、强化寿命以及表面形貌的影响.结果表明:IrO2的加入使涂层的抗析氧腐蚀能力增强,膜电阻和反应电阻降低,强化寿命随着IrO2含量的增加而增长,由原来的1.0h提高到97h;IrO2含量为10%时,析氯电位低、析氧电位高、催化选择性好.一定量的IrO2的加入有利于细化晶粒、粗化表面.。
电催化氧化处理难降解废水用电极材料的研究进展一、本文概述随着工业化的快速发展,难降解废水的产生和排放问题日益严重,对生态环境和人类健康构成了巨大威胁。
电催化氧化技术作为一种高效、环保的废水处理方法,近年来受到了广泛关注。
电极材料作为电催化氧化技术的核心组成部分,其性能直接决定了废水处理的效率和效果。
因此,研究和开发高性能的电极材料对于推动电催化氧化技术的发展具有重要意义。
本文综述了近年来电催化氧化处理难降解废水用电极材料的研究进展。
介绍了难降解废水的特点和处理难点,阐述了电催化氧化技术的原理及其在难降解废水处理中的应用优势。
然后,重点分析了不同类型的电极材料(如金属电极、碳基电极、复合电极等)在电催化氧化处理难降解废水中的研究现状和发展趋势。
还讨论了电极材料的改性方法、性能优化及其在实际应用中的挑战和前景。
对未来电极材料的研究方向和应用前景进行了展望,以期为电催化氧化技术在难降解废水处理中的实际应用提供理论支持和技术指导。
二、电催化氧化技术原理电催化氧化技术是一种先进的废水处理技术,其基本原理是利用电极材料在电场作用下产生的强氧化剂,如羟基自由基(·OH)等,对废水中的难降解有机物进行氧化分解,从而将其转化为低毒性或无毒性的物质。
电催化氧化过程涉及电子转移和化学反应两个主要步骤,其中电极材料的性能对反应效率和废水处理效果起着决定性作用。
在电催化氧化过程中,阳极是发生氧化反应的主要场所。
当施加一定的电压时,阳极材料表面的电子被激发,形成高活性的氧化物种。
这些氧化物种具有很强的氧化能力,可以与废水中的有机物发生氧化还原反应,从而将其矿化为二氧化碳和水等无机物。
同时,阴极上也会发生还原反应,产生氢气等副产物。
电极材料的选择对电催化氧化技术的效果至关重要。
理想的电极材料应具备高催化活性、高稳定性、高导电性和长寿命等特点。
目前,研究较多的电极材料主要包括贵金属(如铂、钯等)、金属氧化物(如二氧化钛、氧化铱等)和碳基材料(如活性炭、碳纳米管等)。
钛基钌系氧化物涂层阳极电催化水处理活性与失活戴红; 徐杉; 黄焱; 何松林【期刊名称】《《贵金属》》【年(卷),期】2019(040)003【总页数】7页(P70-75,83)【关键词】物理化学; 钛基钌系氧化物涂层阳极; 电催化; 活性与失活【作者】戴红; 徐杉; 黄焱; 何松林【作者单位】昆明学院昆明650214【正文语种】中文【中图分类】O643.3; O646.5不溶性阳极或尺寸稳定性阳极(dimensionally stable anodes,DSA),是指以耐蚀性强的金属(如钛、铂、金、不锈钢等)作基体,在其表面形成过渡金属氧化物涂层而形成的电极[1]。
钛具有较高的耐蚀性、稳定性、无二次污染及较低的成本(较贵金属而言),RuO2较其他过渡金属氧化物具有更高的电催化活性、析氧/析氯特性和稳定性,因此钛基钌系氧化物涂层阳极成为了析氧/析氯反应中最具有代表性的一类DSA,在氯碱工业、电冶金工业、水电解、有机物合成、电镀、阴极保护等电化学工业中得到广泛应用,在污水处理、环境保护等方面也得到应用和推广[2-3]。
电催化技术具有氧化还原能力强、过程选择性强和反应彻底等优点,成为一种清洁水处理技术。
钛基钌系氧化物涂层阳极在对含难降解有机物废水、工业废水、垃圾渗滤液及生活污水中酚类、苯类、COD(化学需氧量)及氮等污染物的电催化去除处理方面发挥着重要作用[1, 4-8]。
电催化反应中,阳极材料的活性决定于金属氧化物涂层,对其活性来源及失活机理分析和研究对阳极设计、制备和应用有着重要的意义。
本文对钛基钌系氧化物涂层阳极电催化水处理活性机理和失活原因进行综述,分析提高阳极耐久性的方法,为提高阳极使用寿命提供有效的途径。
DSA是在金属基体上涂覆、沉积或电镀从几微米到几十微米的金属氧化物涂层,电催化活性就来源于金属氧化物。
金属氧化物最外层有裸露的M(金属)-O(氧)和M-M等桥位,这些桥位都是DSA的表面活性位,在电催化水处理(本文泛指污水处理)中,活性位既可以吸附H2O分子进行去质子化产生催化物种,又可以对污染物进行吸附以及氧化还原转变[2, 9]。
文章编号:16732095X (2010)022*******钛基氧化钌电极在油田污水处理中的研究邱 晨,常 明(天津理工大学电子信息工程学院,天津300384)摘 要:本文以油田污水为研究对象,用钛基氧化钌作阳极,采用电化学氧化法处理石油污水,研究了电解时间、电流密度及电极间距对污水中铁去除率的影响,实验发现在优化电解时间、电流密度、电极间距等参数后,有很好的除铁效果;将电化学氧化除铁与氧化剂H 2O 2除铁进行实验对比,结果表明电化学氧化除铁不但具有更好的氧化能力和处理效果,而且避免了因添加化学药剂而带来的二次污染.关键词:电极;电化学;石油污水;污水处理;除铁中图分类号:T E991 文献标识码:AS tudy on o ilf i eld pr oduced wa ter tr ea t m en tby T i 2ba sed Ru O coa t i n g electr odeQ I U Chen,CHANG M ing(Scho ol of Electr onic Infor ma tion Engineering,Ti anji n Univ e rsity of Technol ogy,Tianji n 300384,China)Ab stra ct:The treat ment of petroleu m waste wate rwith electrochem ical oxida tion wa s inve stiga t ed by Ti/Ru O 2elec trode s t o ex 2p l ore the influences of the ti m e,current density and the dist ance of electrode s on the rate of iron remova l .T he ex pe ri m ent found tha t opti m i zing the para m ete rs of e l ec trolysis ti m e,current density,e lec trode s pac i ng,have a g ood effec t of re moving i 2r on .Co mpared the electrochem ical oxidati on of ir on with oxidants H 2O 2oxidati on of iron,the ex peri m enta l re sults sho w tha t the elec trochem ical oxidati on of ir on not only ha s bett e r oxida ti on capacit y and treat m ent efficiency,but als o av oid the sec 2ondary polluti on added by the chem ica ls .Key wor ds:electrode;e l ec troche m istry;petr o l eu m wa stewa ter;wastewa ter treat m ent;iron re moval 油田开发生产过程中会产生大量的采油污水.对油田污水处理及回注再利用,是目前开发和利用水资源的正确途径.油田污水中含有的Fe 2+是具有腐蚀性的离子,含有过量铁的回注水能在管道中产生沉积,特别是当水中含有溶解氧时,含铁的回注水为铁细菌的大量繁殖提供了条件,从而造成管道堵塞.此外,还极有可能堵塞地层孔隙,减少注水量,降低注水的效果.因此在油田废水处理后用于回注时,常将铁离子的含量作为一个重要的控制指标.传统的除铁处理方法是采用曝气氧化加过滤的方法[122],但曝气和加药设备不适用于油田污水处理,油田污水曝气氧化会加快设备和管道的腐蚀.相对于其他的污水处理方法,电化学氧化法开始受到人们的重视.在电化学技术中,电子是电化学反应的最根本的反应物质,电子转移在电极和废物组分之间进行,不需要添加氧化还原试剂,避免了由另外添加药剂而引起的二次污染问题,通过控制电位,可使电极反应具有高度的选择性,防止有可能发生的副反应,在常温、常压下即可运行,能量利用效率高,是一种清洁、安全、有效的环境友好型污水处理方法.1 电化学除铁作用机理采用钛基氧化钌电极电解污水时,阳极生成氧收稿日期223基金项目天津市重点科技攻关项目(6YFGZS 3);天津市薄膜电子与通信器件重点实验室基金(6TXT )第一作者邱 晨(— ),男,硕士研究生第26卷 第2期2010年4月天 津 理 工 大 学 学 报JO URNA L O F T IANJ IN UNIVER S IT Y O F TEC HNOLO GY Vol .26No .2Apr .2010:2009090.:0H00000JJC14702.:1984.气,阴极产生氢气.阳极反应首先产生初生态O,然后结合成O2.电解水产生的初生态O具有较强的氧化能力,把阳极区内的Fe2+迅速氧化成低溶解度的Fe3+;生成的O2使溶解氧增加,根据式(1)的反应将水体中的Fe2+氧化成Fe3+,Fe3+水解形成Fe(OH)3胶体颗粒,可以通过过滤去除[3].4Fe2++O2+10H2O=4Fe(OH)3+8H+(1)在电化学氧化过程中,还会在阳极产生一些中间物质,如氧自由基(O)、臭氧(O3)、双氧水(H2O2)和羟基自由基(OH)等,在有Cl-存在的条件下还会生成HOC l等中间产物[425],它们一般寿命短、氧化性极强,可以把Fe2+氧化成Fe3+.用不溶性的钛基氧化钌电极电解水,能产生大量的微小气泡.这些微小气泡具有很高的比表面能,能把水中的胶体集聚成较大的絮状颗粒,促使过滤过程的顺利进行.由此可见,电化学方法具有较强的氧化能力,产生的气泡能将分散的微粒集聚起来,改善后续过滤工艺的条件.2 实验部分2.1 阳极的选择传统的石墨与铅合金阳极在高电流电解时会发生溶蚀、耐蚀性差,并且氧析出过电位大、电化学催化性能低、电力消耗大,尤其是阳极中有毒的铅会向水中溶解,造成二次污染,并使镀层性能下降.有用溶解性铁或铝阳极电解水除铁[627]的报道,但这会增加水中金属离子和形成大量絮状沉淀物,增加后续处理的负担.近年来,对于金刚石薄膜电极的研究成为热点,但由于其制造工艺复杂,制造成本高昂,且大面积制备存在技术难题,不适合应用于污水产出量巨大的油田.钛基氧化钌电极的出现,彻底改变了阳极材料选择的传统思路,由于钛基板具有较高的强度,早期被命名为尺寸稳定阳极(D i m ensi onally Stable Anodes),简称DS A,该类电极的损耗很小且能保持尺寸稳定.高度的物理稳定性和化学稳定性,在电化学过程中,能维持电催化活性稳定.具有一定的抗中毒能力,不会因中间产物或杂质作用而中毒,从而失去活性.制备方法简单易操作,成本低廉.电催化涂层和基体附着力强,不易剥蚀和磨损,且具有抗电解液侵蚀的能力,以保证电催化性能不下降.涂层具有较高的比表面积.相对于其它电极,更适合电化学水处理.2.2 实验装置和方法电化学氧化实验室电解反应装置见图1,采用K NT22100I型直流稳压电源、容积为1000mL的有机玻璃电解槽、S H-4型双显双控恒温磁力搅拌器,阳极使用钛基氧化钌电极,阴极使用钛网,极板尺寸为80×120mm,两极间距可调.电极的上部留有空间以保证产生的溶解氧在水中均匀分布.待处理废水为800c m3,电解系统可调节电流密度和电压.搅拌速度为150r/m in.实验每10m in记录一次数据,并取样,每次取样10m l.电解实验在室温下进行.图1 电化学实验装置F i g.1 Electrochem i ca l exper i m en ta l device2.3 实验水样实验所用水样是中原油田马厂污水站的石油污水,按照SY/T5523-2000[8]油田水分析方法对马厂污水站来水的离子组成及水质指标进行分析测试,结果见表1.表1 马厂污水站来水离子组成(m g/L)Ta b.1 The da t a of i on co m positio n of M a Chan g sewa ge st a tio n样别K++Na+Ca2+Mg2+C l-S O42-HCO3-总铁含量矿化度水型含量1916625462683416879535620~5057388CaCl2 由表1可以看出,马厂污水站污水具有油田产出水的共同特性,矿化度约为53L,属水型,总铁含量为~5L左右,主要是F+,铁离子的存在,增加了油田污水处理难度,污水回注后易造成注水管网的损坏,地层堵塞和测试投捞工具的锈蚀,严重影响注水开发油田的水平732010年4月 邱 晨,等:钛基氧化钌电极在油田污水处理中的研究788m g/CaCl2200m g/e2.3 实验结果和讨论3.1 电解时间对Fe 2+去除率的影响采用钛基氧化钌阳极+钛网阴极工作电极,水板比0.12cm 2/c m 3,极间距2mm ,电流密度20mA /cm 2,在进水温度为20.0℃的条件下,考察电解时间对Fe 2+去除率的影响,结果见图2.图2 电解时间对亚铁去除率的影响F i g .2 C ur ve of t i m e -i r o n r em ova l由图2可知,Fe 2+去除率随着电解时间的增长而增大.最初10m in 内,Fe 2+去除率增加很快.10m in 以后,Fe 2+去除率随时间增加缓慢.20m in 时大部分铁已经被除掉.其原因主要有:试验开始时溶液中导电物质较多,含有NaC l 、CaCl 2等可溶性无机盐,导电离子和一些导电有机物,氧化电流值较大,所以氧化速度比较快.随着时间的增加,电极表面由于反应物和中间体的吸附,降低了电极的电流效率,使电流降低.同时直接或间接的通过阳极的电催化作用,将溶液中的有机物氧化成水和二氧化碳,以及一些不能导电的中间物,而使导电物质大幅度减少,电流密度减小,Fe 2+变化幅度逐渐趋于平缓.从Fe 2+去除率和能耗两方面考虑,确定电解时间为20m in.3.2 电流密度对Fe 2+去除率的影响采用钛基氧化钌阳极+钛网阴极工作电极,水板比0.12c m 2/c m 3,极间距2mm ,电解时间20m in,在进水温度为20.0℃的条件下,考察电流密度对Fe 2+去除率的影响,结果见图3.由图3可知,在电流密度由0增至20mA /c m2的过程中,Fe 2+去除率增加较快;当电流密度大于20mA /c m 2时,Fe 2+去除率随电流密度的增大变化不大,处理效果趋于稳定.分析其原因主要是因为随着氧化电流值的增加,反应速度加快,氧化能力增强,F +去除率势必迅速增加,但当电流达到一定值后,阳极产生的氧气和其它氧化性物质的利用率会降低,由于反应加剧,它们来不及和Fe 2+作用就已脱离水体,使得除铁率变化不大.因此,并不是电流密度越大除铁效果越好,综合考虑除铁率、电流效率、能耗等因素,实验选取电流密度为20mA /cm 2.图3 电流密度对亚铁去除率的影响F ig .3 Cur ve of cur r en t den si ty 2i r o n r em ova l3.3 极板间距对Fe 2+去除率的影响采用钛基氧化钌阳极+钛网阴极工作电极,水板比0.12cm 2/c m 3,电流密度20mA /c m 2,电解时间20m in,进水温度为20.0℃的条件下,考察极板间距对Fe 2+去除率的影响,结果见图4.图4 电极间距对亚铁去除率的影响F i g .4 C ur ve of electrodes d ist a nce -i r on r e m ova l由图4可知,随着极板间距的增大,处理效果逐渐下降.这是因为极板间距减小时,浓差极化的影响亦减少,超电势随之降低,从而提高电流效率[9].因此,极板间距较小时,处理效果较好.在电极间距为1mm 和2mm 时,铁的去除率很高.在90%以上,当电极间距≥3mm 时,铁的去除率开始大幅下降.虽然极板间距为1mm 时的除铁效果比2mm 的稍好些,但是过小的间距会使极间溶液的流量减少,液体对流效应减弱,极间温度升高;过小的间距还会使得电场过强,通电瞬间可能引起极间放电,降低电极的使用寿命;此外间距过小对电极装置的设计要求也更高综合考虑以上因素,确定极间距为时,电极具有比较好的处理效果和稳定性83 天 津 理 工 大 学 学 报 第26卷 第2期e 2.2mm .3.4 投加H2O2氧化剂与电化学除铁的比较分别取100m l油田废水于5个烧杯中,再分别加入加量为5m l/L、10m l/L、15m l/L、20m l/L、25 m l/L的30%质量浓度的H2O2溶液,在150r/m in的转速下搅拌2m in,考察其对Fe2+去除率的影响.图5 过氧化氢投加量对亚铁去除率的影响F i g.5 C ur ve of the dos a ge of hydr ogenper ox i de2i r on rem ova l由图5可知,当H2O2溶液的投加量为5m l/L 时,亚铁的去除率只有20%左右,当H2O2溶液的投加量增加到25m l/L时,亚铁的去除率在90%左右.实验表明:电化学氧化除铁与氧化剂H2O2除铁相比较,不但具有更好的氧化能力和处理效果,而且避免了因投加化学药剂而带来的二次污染.4 结 论钛基氧化钌涂层电极电化学氧化石油污水的实验结果表明,利用电解时阳极产生的新生态氧、溶解氧等氧化性物质将Fe2+氧化成Fe3+,Fe3+水解形成Fe(OH)3胶体颗粒,进而通过过滤去除,除铁效果显著,优于传统的曝气和加药方法,研究了电解时间、电流密度及电极间距对污水中铁去除率的影响,并对其进行优化,实验在电流密度为20mA/c m2,电解时间为20m in,极板间距2mm条件下,Fe2+的去除率达90%以上.电化学氧化除铁与氧化剂H2O2除铁相比,具有更好的氧化能力和处理效果,可以替代化学药剂法,从而避免二次污染.随着技术的改进,以及电极材料的进一步研究,电化学技术将因其独特的优势成为未来具有发展前景的油田污水处理方法.参 考 文 献:[1] 李圭白,刘 超.地下水除铁除锰[M].北京:中国建筑工业出版社,1989.[2] 许建华,杨人隽,王嘉宝.水的特种处理[M].上海:同济大学出版社,1989.[3] 邵长新,李相远,张传江,等.油田污水电氧化除铁的试验研究[J].石油机械,2005,33(8):17218.[4] Nau mczy k J.Electrochemical trea t m ent of textil e wastewater[J].Water Science and Technol ogy,1996,34(11):17224. [5] Torres R A.Electr olytic oxygen gene ra ti on for subsurfacedeli ve ry:effec ts of p rec i pitation at the ca thode and an as2sess m ent of side reac ti ons[J].W ate r R esearch,2002,36(3):224322254.[6] 冯 敏.工业水处理技术[M].北京:海洋出版社,1992.[7] 张林生.HahnH.铂电极电解气浮的研究[J].中国给水排水,1993,9(6):429.[8] 全国文献工作标准化技术委员会第七分委员会.中华人民共和国石油天然气行业标准SY/T5523-2000.油气田水分析方法[S].北京:中国标准出版社,2000. [9] 庞娟娟.电解法处理采油废水的研究[J].电力环境保护,2008,24(1):57260.932010年4月 邱 晨,等:钛基氧化钌电极在油田污水处理中的研究。